Конструкция и настройка краскопульта. Часть 2/2 Настройка краскопульта и тесты.

НАСТРОЙКА ВХОДНОГО ДАВЛЕНИЯ
Давление на входе в краскопульт — параметр нормируемый и рекомендуемый заводом-изготовителем. Он всегда указывается в технической документации к пульверизатору. Сразу оговоримся, что настраивать входное давление желательно по регулятору с манометром, подключенному непосредственно к рукояти пульверизатора. Ибо на пути сжатого воздуха от компрессора к краскопульту неминуемы потери до 1 бар, а иногда и выше (это зависит от протяженности воздушной магистрали, количества «местных» сопротивлений, состояния фильтров и т.д.). Регулятор, подключенный к ручке краскопульта позволит настроить давление более точно.
НАСТРОЙКА ВХОДНОГО ДАВЛЕНИЯ С ПОМОЩЬЮ МАНОМЕТРА-РЕГУЛЯТОРА
Процесс настройки входного давления сам по себе достаточно прост.
1. Откройте (отверните) до максимальных значений винты регулировки подачи воздуха и размера факела. Регулировка подачи краски при этом не играет никакой роли.
2. Затем нажмите на спусковой рычаг пистолета так, чтобы началась подача сжатого воздуха. В это время, вращая регулировочный винт подачи воздуха на манометре, установите рекомендованное давление на входе. Напоминаем, что для конвенциональных пистолетов это значение составляет от 3 до 4 бар; для пистолетов системы HVLP и LVLP, в зависимости от модели и производителя, данная величина может варьироваться в пределах 1,0-2,5 бар (в основном 2 бар).
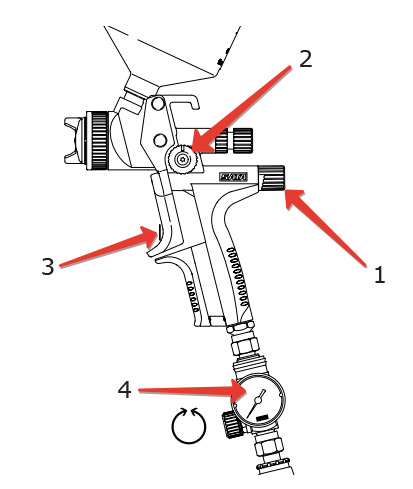
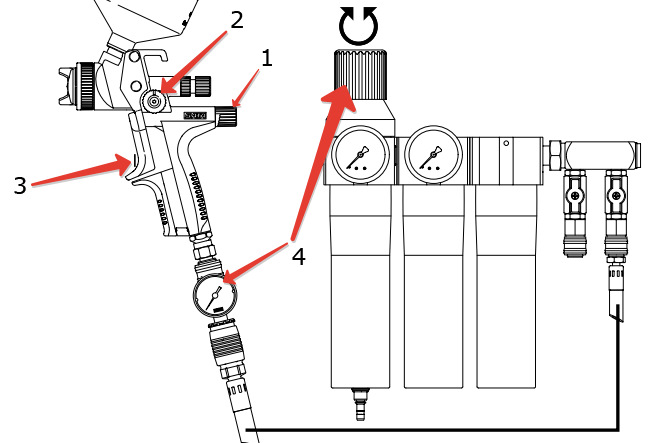
Регулировка входного давления по подключенному к ручке пистолета манометру-регулятору.
1. Полностью открываем подачу воздуха.
2. Полностью открываем регулятор ширины факела.
3. Нажимаем на курок.
4. Устанавливаем рекомендованное давление на манометре.
5. После настройки входного давления полностью откройте подачу краски (3-4 оборота регулятора). Убедившись, что все регулировочные винты открыты на максимум, а вязкость краски или лака соответствует заданной, можно приступать к тестам. Но о тестах позже. ЕСЛИ
ПИСТОЛЕТ ОБОРУДОВАН ВСТРОЕННЫМ МАНОМЕТРОМ

ЕСЛИ МАНОМЕТР БЕЗ РЕГУЛЯТОРА
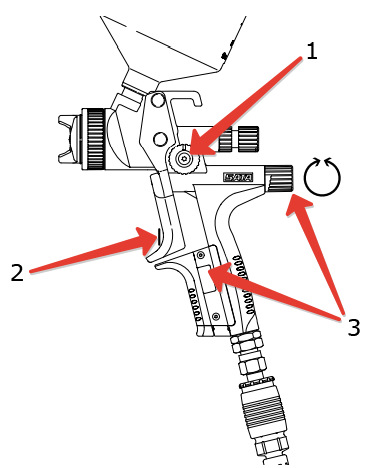
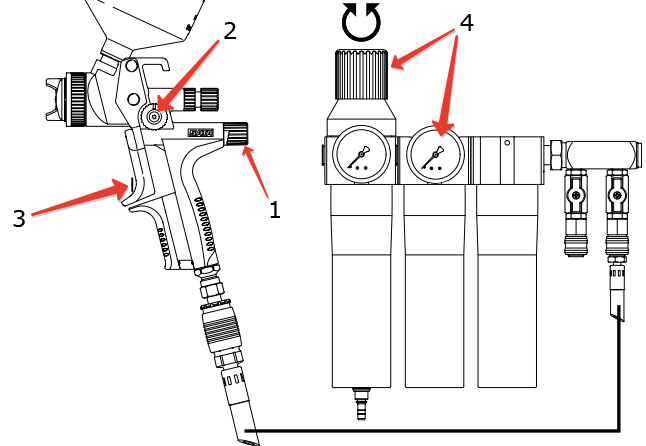
Если манометр без регулятора.
1. Полностью открываем подачу воздуха.
2. Полностью открываем регулятор ширины факела.
3. Нажимаем на курок.
4. Вращая регулировочный винт на редукторе компрессора или фильтр-группе, устанавливаем рекомендованное давление.
ЕСЛИ МАНОМЕТРА НЕТ ВООБЩЕ. НАИМЕНЕЕ ТОЧНЫЙ СПОСОБ
Если манометра нет вообще.
Наименее точный способ!
1. Полностью открываем подачу воздуха.
2. Полностью открываем регулятор ширины факела.
3. Нажимаем на курок.
4. Делаем тест напыл
5. Устанавливаем давление подачи воздуха так чтобы восьмёрка на факеле пропала. Работает при условии что давление в сети больше чем нужное рабочее давление в пистолете.
6. Если рабочее давление в сети ниже чем давление, то уменьшаем факел чтобы подать больше воздуха в систему каналов по атомизации, и выставляем подачу материала так чтобы образовывался факел нужной формы и насыщенности.
ЕСЛИ РЕКОМЕНДОВАННОЕ ВХОДНОЕ ДАВЛЕНИЕ НЕИЗВЕСТНО. НАСТРОЙКА ПИСТОЛЕТОВ «NO NAME»
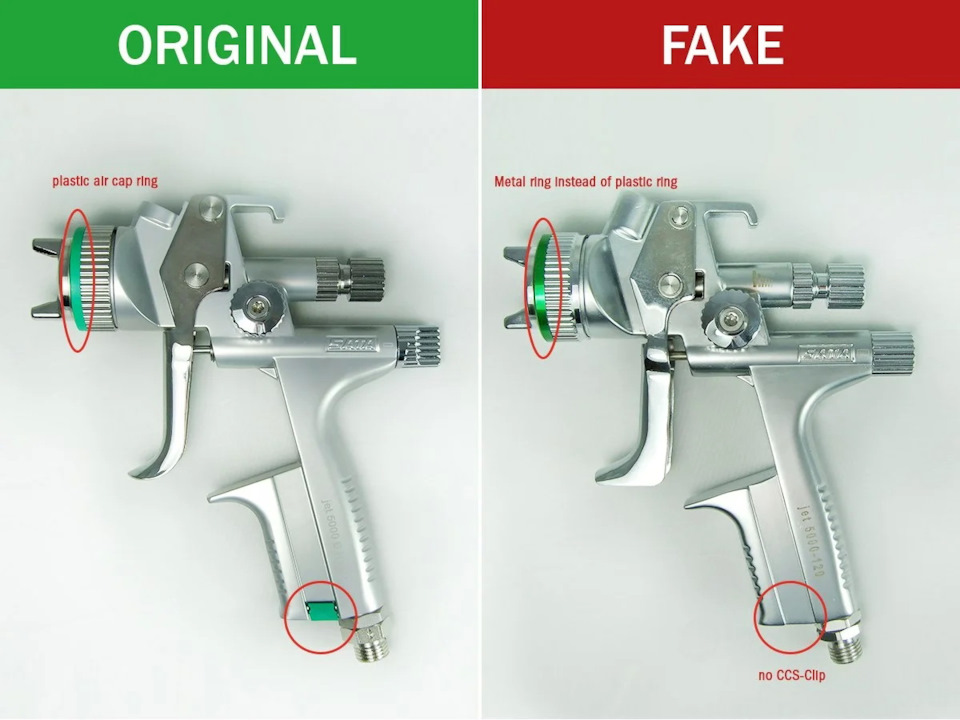
SATAjet 5000 B HVLP. Слева — оригинал, справа — подделка.
Хороший маляр сможет покрасить машину и плохим пистолетом — и выйдет недурно. Покрасит и вторую — тоже хорошо. А на третьей, например, возникнут проблемы… Поэтому виртуозам малярки жалеть деньги на свой главный инструмент просто грех. Но эта проблема выходит за рамки нашей сегодняшней статьи, поэтому рассуждать на эту тему мы дальше не станем.
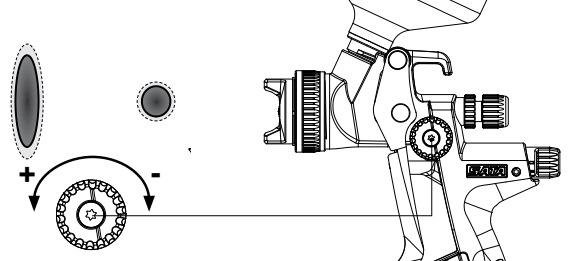
РАЗМЕР ФАКЕЛА ПРИ ОКРАСКЕ
Практика показывает, что наибольшая эффективность окраски достигается при работе с факелом максимального размера. Чем шире и равномернее факел, тем равномернее будет распределена по поверхности краска при меньшем количестве проходов. Конечно, в определенных случаях, например при частичном ремонте, покраске различных мелких деталей, труднодоступных мест и т.д., размер факела, подачу краски и входное давление можно варьировать исходя из необходимости на ваше усмотрение. Но в общем и целом, повторяем: регулировочный винт размера окрасочного факела должен быть открыт «на всю катушку». Помните, что максимальный размер факела можно получить только при достаточной подаче ЛКМ и необходимого давления в голове пистолета, которое в свою очередь формируется за счёт входящего рабочего давления и необходимого объёма воздуха.
Опять же, если речь идет о стандартных ремонтах, покраске кузова или отдельных деталей целиком, подачу лакокрасочного материала рекомендуется открывать полностью. На большинстве краскопультов максимальная подача краски идет при 3-4 оборотах регулятора, сопло при этом максимально открыто. При полностью открытой подаче краски обеспечивается наименьший износ сопла и иглы краскопульта.
Помните что не полностью открытая игла может привести к изменению рисунка факела, за счет смещения в сторону кончика иглы, которое не является браком, а скорее следствием работы такого длинного и тонкого элемента.
Вязкость измеряется при помощи вискозиметра и секундомера

ДИАМЕТР СОПЛА Среди маляров бытует мнение что существуют краскопульты для грунта, базы и лака. На самом деле это не совсем верно, пистолеты делятся по вязкости с которыми работают эти пистолеты. так же к вязкости материала привязаны и дюзы, но выбор дюз так же даёт нам инструмент по нанесению определённой толщины покрытия, чем больше дюза тем толще слой вы можете нанести за счёт того что в факел подаётся большее количество материала.

Существует в основном 3 типа вязкости с которыми работают краскопульты:
1. Вязкость от 14 до 20 сек. Обычно это финишные материалы, лаки, краски, а так же грунты, антикоррозионные или изоляционные в версии например «мокрый по мокрому». Так же в индустрии дерева к этой вязкости относятся морилки. Обычно слой нанесения таких материалов колеблется от 5 мк. до 10 мк за один слой. Дюзы которые подбирают для таких работ и материалов это от 1,2 мм до 1,5 мм максимум.
2. Вязкость от 20 до 35 сек. Обычно это первичные грунты, грунты наполнители, но иногда под такой вязкостью выступают и финишные материалы, краски и лаки. Толщина слоя от 35 мк до 70 мк. Дюзы которые обычно предлагает производитель от 1,6 до 1,6 мм.
3. Вязкость от 35 сек и выше. Особо вязкие материалы, жидкие шпаклёвки и высоконаполнительные грунты с толщиной слоя от 70 мк до 250 мк. за один слой, дюзы для этих материалов от 2,0 до 2,8 мм и выше, которые применяются в пистолетах для густых масс. Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них): базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3); акриловые эмали и прозрачные лаки — 1,4-1,5 мм (вязкость акриловых эмалей и лаков обычно выше чем базовой краски); жидкие первичные грунты — 1,3-1,5 мм; грунты-наполнители — 1,7-1,8 мм; жидкие шпатлевки — 2-3 мм; антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов). Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм. Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать». С другой стороны современные материалы с низким VOC или по простому с высоким сухим остатком не требуют таких слоёв как старые материалы MS или даже HS, мало того они очень хорошо и легко смачивают поверхность, в итоге нет смысла наливать толстые слоя, и все чаще у мастеров можно уже увидеть дюзы 1,2 и 1,3 для базы и лака соответственно. Так же играет роль и производительность пистолета, например SAGOLA 4600 с дюзой 1,25 мм имеет такую же производительность как SATA 5500 с дюзой 1,4, при одинаковых условиях.Таким образом при выборе дюзы важно понимать для какой вязкости материала вы хотите купить оборудование и какое оборудование вы будете применять.Настроить краскопульт достаточно легко, нужно просто соблюдать инструкцию производителя пистолетов, как например у Walcom SLIM:
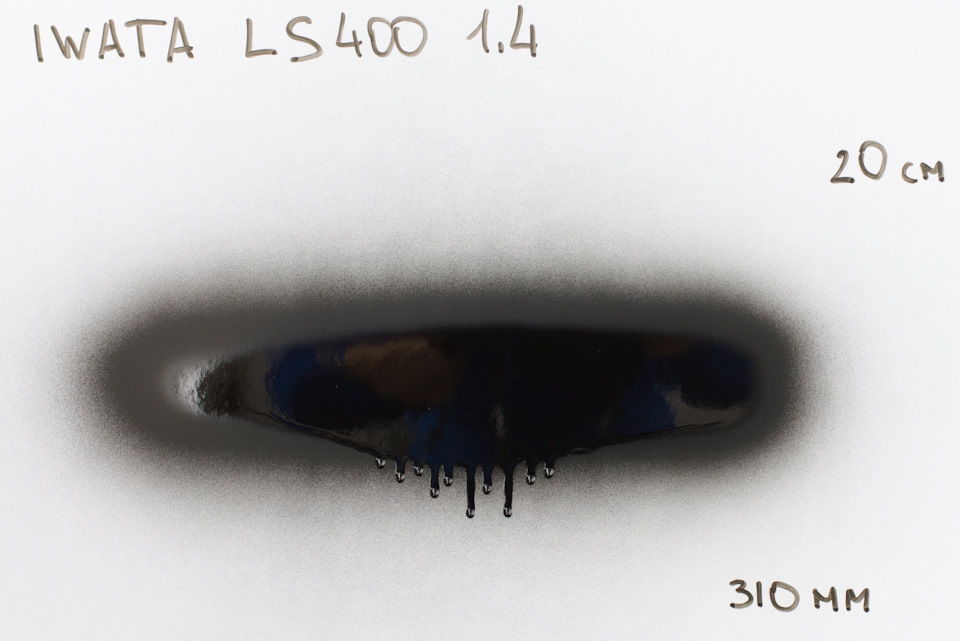
ТЕСТ ПРАВИЛЬНОСТИ ФОРМЫ ОТПЕЧАТКА ФАКЕЛА ЗАВОДСКИМ МЕТОДОМ
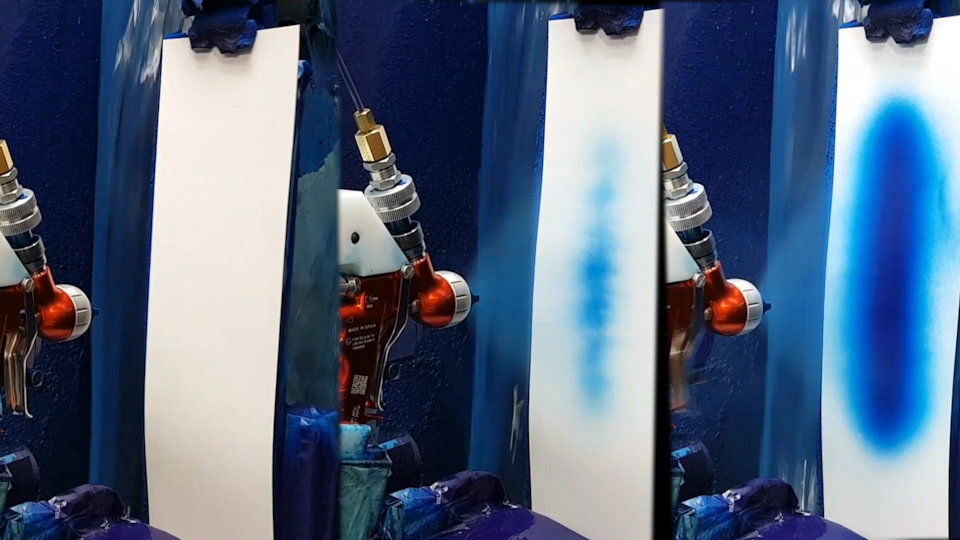
Обратите внимание как чётко видно распределение краски по всей площади факела.
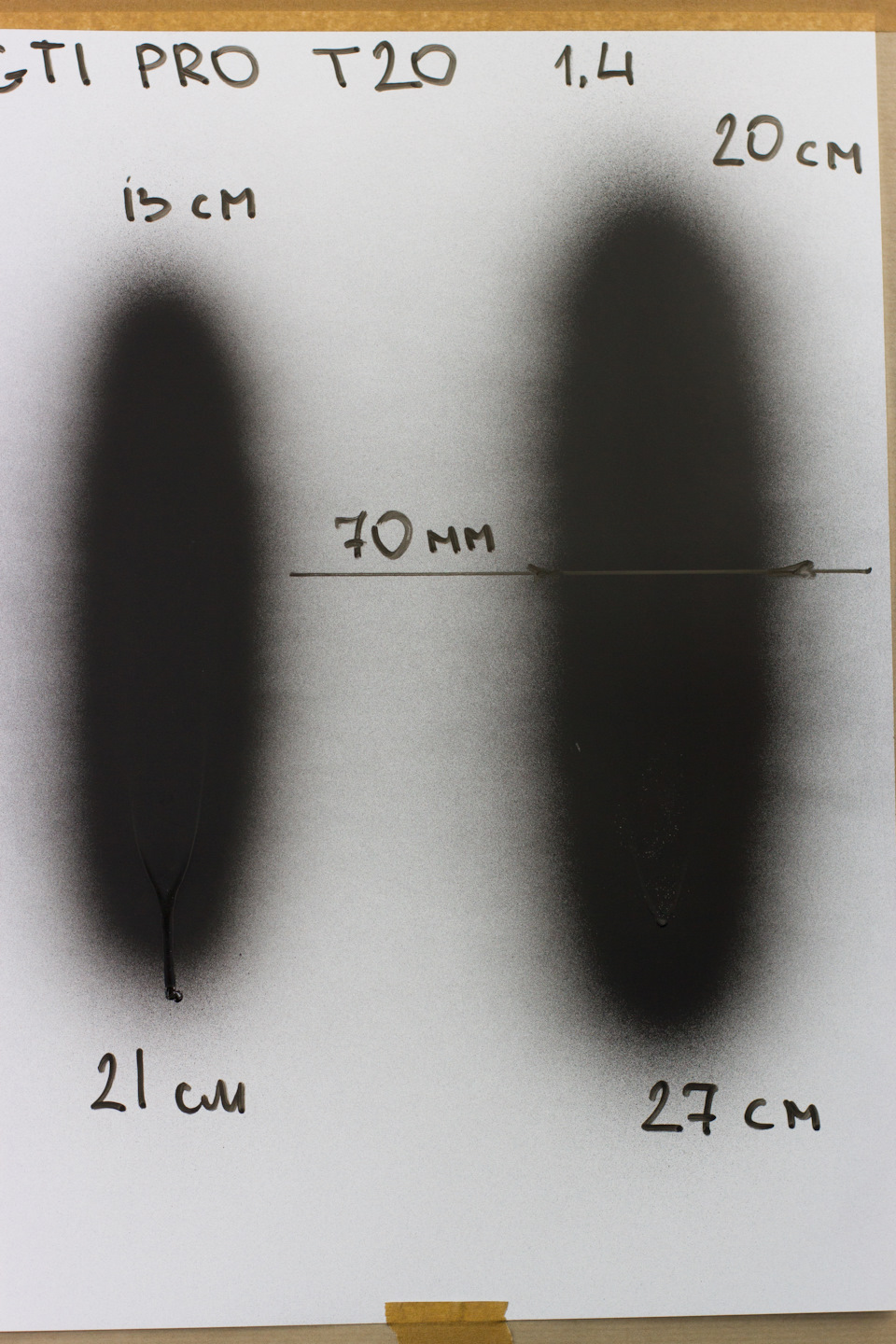
Процедуру необходимо выполнять каждый раз перед окрашиванием. Пробное распыление проводится на поверхность чистого листа бумаги, картона, закрепленного вертикально При полной исправности и правильной регулировке краскопульта, отпечаток факела должен представлять собой четкий, сильно вытянутый овал равномерно нанесенной краски (возможно, с небольшой размытостью краев). Его боковые стороны ровные, без каких-либо выступов и впадин, а лакокрасочный материал равномерно распределен по всей площади пятна.
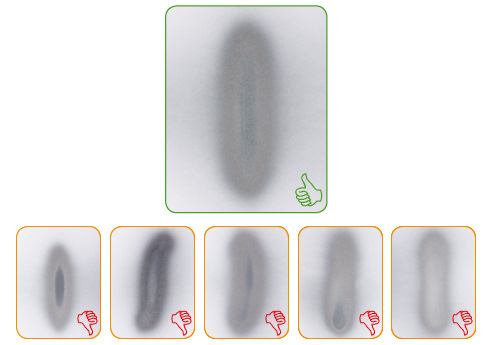
Если же отпечаток факела не соответствует эталону, причина зачастую банальна — несбалансированное соотношение подачи воздуха к подаче краски. Так, если наблюдается переизбыток материала в центре или на краях — попробуйте уменьшить подачу материала, ввернув винт не более чем на один оборот, и повторите тест. Если факел имеет форму восьмерки (сильно сужен в центре) — уменьшите давление на входе. Форму банана отпечаток принимает в случае засорения одного из боковых каналов воздушной головки. Для опытного мастера важна не только форма, но и степень насыщенности пятна распыла (сухое, нормальное, с формирующимися подтеками). На основании этой информации можно предварительно оценить скорость перемещения окрасочного пистолета и оптимальное расстояние до окрашиваемой поверхности.
ТЕСТ НА РАВНОМЕРНОСТЬ РАСПРЕДЕЛЕНИЯ КРАСКИ В ФАКЕЛЕ
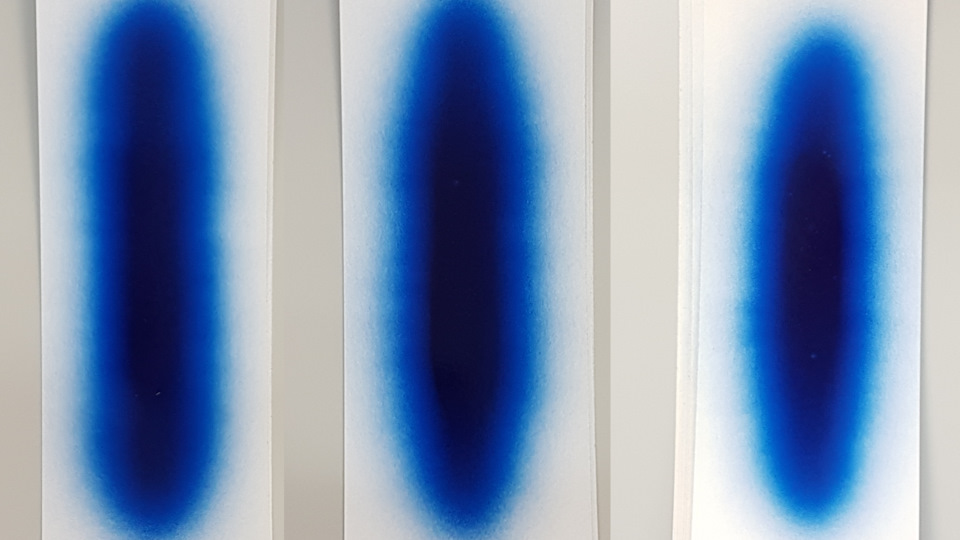
Разворачиваем воздушную головку или весь краскопульт так, чтобы отпечаток факела стал горизонтальным. Нажимаем на спусковой крючок и распыляем материал до тех пор, пока краска не начнет стекать вниз ручейками. Наблюдая за скоростью течения этих ручейков и расстоянием между ними, мы можем сделать выводы о равномерности или наоборот, неравномерности распределения краски в факеле.
Для качественной и эффективной покраски материал должен распределяться равномерно или с незначительной концентрацией в центральной части факела. Образцы правильного и неправильного распределения материала приведены ниже.
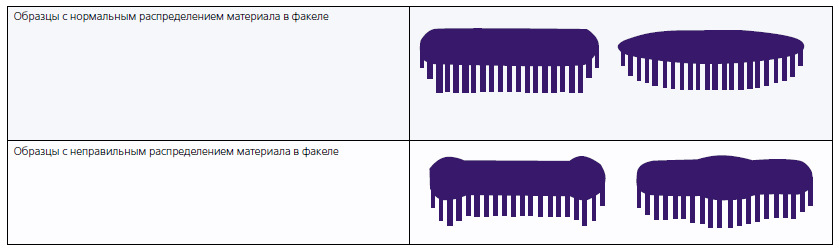
Следует иметь ввиду, что существуют воздушные головки, специально разработанные для распыления с высокой концентрацией в центре факела.
ТЕСТ НА КАЧЕСТВО РАСПЫЛЕНИЯ
Во-первых, не нужно пытаться добиться очень мелких капелек одинакового размера. Размер капель зависит как от давления распыления, так и от степени помола пигмента. Поэтому равномерное распределение по отпечатку более мелких капель, чем остальные, можно считать нормальным. Также нормально, когда от центра отпечатка к верхней и нижней его части размер капель слегка уменьшается. Помните, что для достижения качественного распыления следует использовать минимально необходимое давление. Слишком большое давление приведет к повышенной степени туманообразования, перерасходу материала и чрезмерно «сухому» шероховатому покрытию.
РЕЗЮМЕ
При полной окраске кузова, окраске отдельных деталей и прочих значительных поверхностей, правильной настройкой краскопульта считается такая, при которой полностью открыты регуляторы воздушного потока, подачи краски и ширины факела, и при нажатом курке установлено рекомендованное давление на входе в краскопульт. При этом отпечаток факела должен быть максимально равномерным, без каких-либо изъянов и геометрических смещений. При частичной покраске, покраске небольших деталей и труднодоступных мест, ширину факела, подачу материала и входное давление можно варьировать исходя из ситуации. Главным критерием всегда остается правильность формы и равномерность отпечатка факела. Рекомендованное входное давление в зависимости от модели и производителя краскопульта варьируется в пределах: 3-4 атм для конвенциональных распылителей и 1,0-2,5 атм для HVLP и LVLP (RP, Trans Tech). Точные рекомендации смотрите в документации к краскопульту. Если рекомендованное входное давление неизвестно, оно подбирается опытным путем до получения максимально равномерного отпечатка факела (при полностью открытых всех регуляторах на корпусе краскопульта). Сопло краскопульта должно соответствовать вязкости распыляемого материала. И не забывайте проделывать несложный «ритуал» настройки краскопульта перед началом любых окрасочных работ. Для тех кто дочитал до конца: бонус — видео об ошибках при окраске и о том как без проблем окрасить металликом без пятен и полос:
Настройка краскопульта — рабочее давление, диаметр сопла и размер факела
Чтобы нанесение ЛКМ на поверхность было максимально ровным, нужно использовать краскопульт. Выбор конкретного типа инструмента зависит от способностей мастера, предстоящих видов работ, а также стандартов качества используемых материалов. В статье будет подробно указано, как настроить краскопульт, и описаны особенности его использования.
 Краскопульт обязательно поможет в быту
Краскопульт обязательно поможет в быту
Установка рабочих параметров
Перед тем, как настраивать, необходимо разобраться, какие элементы имеются на устройстве. Желательно перед работой также узнать, где именно находятся регуляторы на «пистолете».
Схема и основные узлы конструкции
Агрегат может быть электрический или механический. Основные узлы ручного краскопульта:
Электрический агрегат несколько сложнее, поскольку в нём больше основных узлов:
Важно! Материал емкости выбирают в зависимости от целей. Металлический тип прост в очищении. Если же необходимо точно следить за расходом краски, тогда предпочтительнее выбирать пластиковый вариант.
Функции и расположение регулятора
В большинстве моделей краскопультов используют два регулятора, но бывает также модели с третьим винтом. Используя их, можно изменять форму факела, уровень подачи ЛКМ и воздуха.
Схематическое изображение расположения винтов можно посмотреть ниже.
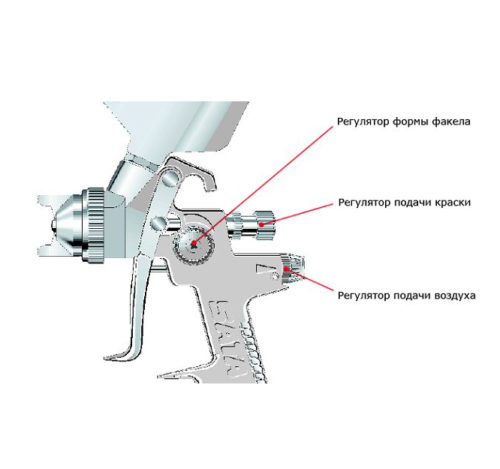 Расположение винтов
Расположение винтов
Важно! Чтобы произвести настройку, необходимо правильно подобрать уровень подачи лака (акриловый или любой другой) и воздуха. Баланс создаст правильную форму факела, а потому нанесением ЛКМ будет максимально ровным.
Порядок подключения компрессора
Для соединение компрессора с краскопультом необходимо использовать гофрированный шланг, который был в комплекте. Одна сторона подключается к компрессору, вторая — к устройству.
После монтажа, воздух начнет идти в агрегат без остановки. Для подачи краски необходимо нажать на курок, чтобы открыть форсунку.
Этих сведений достаточно, чтобы понять, как подключить краскопульт к компрессору.
Системы окрасочного пистолета
Важно! Если предстоит покупка окрасочного пистолета, сначала необходимо определиться с его типом, а уже после подбирать компрессор.
Настройка входного давления
Чтобы правильно отрегулировать входное давление важно обращать внимание на 3 нюанса. О каждом из них стоит узнать подробнее.
Использование манометра-регулятора
Как отрегулировать краскопульт — руководство:
В завершении необходимо убедиться, что вязкость ЛКМ такая, как нужно.
Использование встроенного манометра
Порядок действий следующий:
Параметры давления указаны в инструкции.
Что делать, если регулятор отсутствует
Для настройки необходимо произвести следующий порядок действий:
Информацию о давлении необходимо смотреть в инструкции к конкретному прибору.
Манометр отсутствует
Этот способ является наименее точным. Придётся руководствоваться приблизительными инструкциями.
Выбирая оптимальное давление, необходимо учитывать, что его падение в исправном состоянии прибора должно находиться в пределах 0,3-0,5 атмосфер. Если сопло забито, то показатели будут больше. Также 0,6 атмосфер будет «красть» воздушный шланг, если его диаметры составляет примерно 9 мм, а длина 10 метров.
Порядок действий следующий: открыть заслонки и нажать на курок, установить давление так, чтобы на 10-метровом шланге в редукторе было примерно на 0,6 бар больше рекомендованного.
Как поступить, если рекомендуемое давление неизвестно
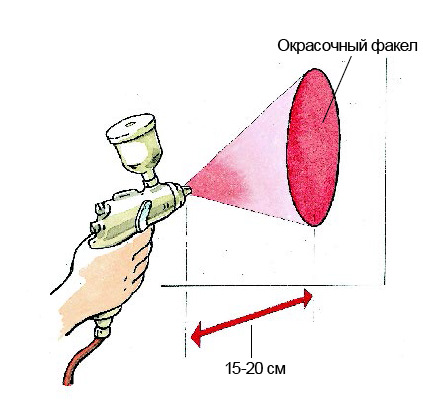
Распространенная проблема при использовании прибора от неизвестного производителя. Первым делом необходимо поместить ЛКМ в бак, и полностью открыть все регулировочные винты. Отпечаток факела при тесте должен составлять примерно 15 см до тестовой поверхности.
Настройка агрегатом с разным расположением бачка
Краскопульты выпускают в продажу в нескольких вариантах: там, где бак расположен снизу или сверху. Поэтому имеются принципиальные отличия в настройках.
Верхнее расположение
Размер факела в работе
Лучшего результата можно добиться, если факел имеет максимальный размер. Чем он шире, тем равномернее окрас. Разумеется, обратная ситуация наблюдается, если детали для окраса мелкие. Тогда размер факела уменьшают. Но в большинстве случаев винт просто открывают на максимум.
Подача краски
В большинстве случаях устанавливают 3-4 оборота регулятора, чтобы произвести более эффективную покраску.
Важно! При установке подачи краски на максимум, износ сопла происходит меньше, чем при других вариантах.
Диаметр сопла
Почти все производители ЛКМ указывают необходимый диаметр для распыления. Если подобной информации нет, можно посмотреть ее здесь (в мм):
Разброс показателей также зависит от привычек оператора: один любит наносить краску максимально тонко, другой заливает поверхность.
Тест краскопульта
Для проверки устройства нужно использовать 3 теста, о которых далее пойдет речь.
Отпечаток факела
Порядок действий для тестирования:
Если все сделано правильно и настройки соблюдены, то отпечаток на стене останется максимально чётким, в форме вытянутого овала, а боковые стороны ровные, без впадин и выступов.
Важно! Если результат отличается от описания, то нарушена балансировка подача воздуха и краски.
Качество распыления
Руководствуясь инструкции провести распыление на тест-материал (дерево, стена) — достаточно полуметра. Теперь необходимо изучить капельки, которые останутся на поверхности.
Если распределение равномерное, то ситуация нормальная.
 Процесс распыления ЛКМ
Процесс распыления ЛКМ
Равномерность
Воздушную головку необходимо повернуть так, чтобы отпечаток остался горизонтальным. Необходимо распылять краску до тех пор, пока она не начнет стекать вниз ручейками. Необходимо обращать внимание на скорость течения.
Важно! Чтобы покраска была максимально эффективной, ЛКМ должен стекать равномерно или иметь небольшую концентрацию в центре.
Особенности настройки аппарата под покрытие лаком или металликом (для автомобиля)
Чтобы понять, как настроить краскопульт для покраски автомобиля, достаточно руководствоваться общими инструкциями. Для работы с автомобильным металликом необходимо установить размер сопла в пределах 1,2-1,3 мм. Для работы с авто-лаком — 1,4-1,6 мм.
Действия при обнаружении поломок
Основная проблема, с которой сталкиваются обладатели краскопультов — забивка узлов. Действие: произвести чистку сразу всех элементов, чтобы избежать трудностей. Для этого необходимо пользоваться бензином или растворителем.
Важно! Обычно проблемы возникают с клапаном. Деталь очень мелкая, а потому чистить её нужно аккуратно.
Также очень часто забиваются покрасочное сопло и форсунки. Для очищения используют растворитель и небольшую щётку. При этом необходимо удостовериться, что при чистке не образуются царапины, поскольку это может привести к искажению формы факела (этого нужно избежать — иначе будет печальный урок на будущее).
Предоставленной информации достаточно начинающему мастеру, чтобы понять, что представляет собой настройка краскопульта.
Конструкция и настройка краскопульта. Часть 1/2 конструкция и комплектация.
О настройках пистолета я рассказал в этом видео:
Но возможно кто то хочет почитать на тему настройки краскопультов и узнать более подробную информацию я написал следующую статью:
Сегодня вы узнаете
1 Когда я слышу слово «покраска», я хватаюсь за пистолет…
1.1 Устройство и особенности конструкции окрасочных пистолетов
1.2 Функции и расположение регуляторов
3.3 Если манометр без регулятора
3.4 Если манометра нет вообще. Наименее точный способ
4 Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
5 Размер факела при окраске
6 Подача краски
7 Диаметр сопла
8 Тестируем краскопульт
8.1 Тест правильности формы отпечатка факела
8.2 Тест на равномерность распределения краски в факеле
8.3 Тест на качество распыления
9 Резюме
10 Полезные материалы
10.1 Настройка краскопульта (на примере краскопультов Walcom)
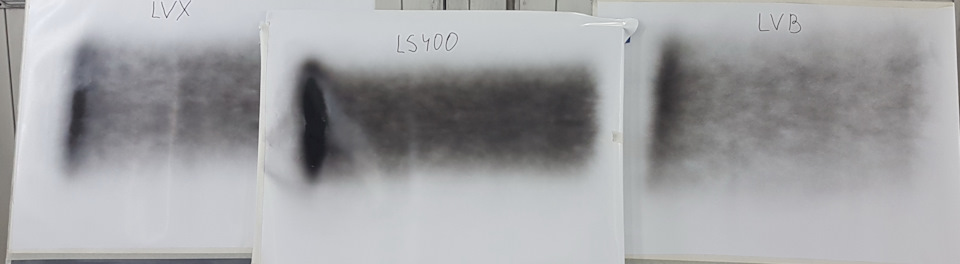
10.2 Тестовые напылы
10.3 Формы отпечатков факела (в зависимости от типа воздушной
головки) и их эффективность в том или ином случае
КОГДА Я СЛЫШУ СЛОВО «ПОКРАСКА», Я ХВАТАЮСЬ ЗА ПИСТОЛЕТ…
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки. При этом скорость воздушного потока иногда достигает сверзвуковых скоростей. В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
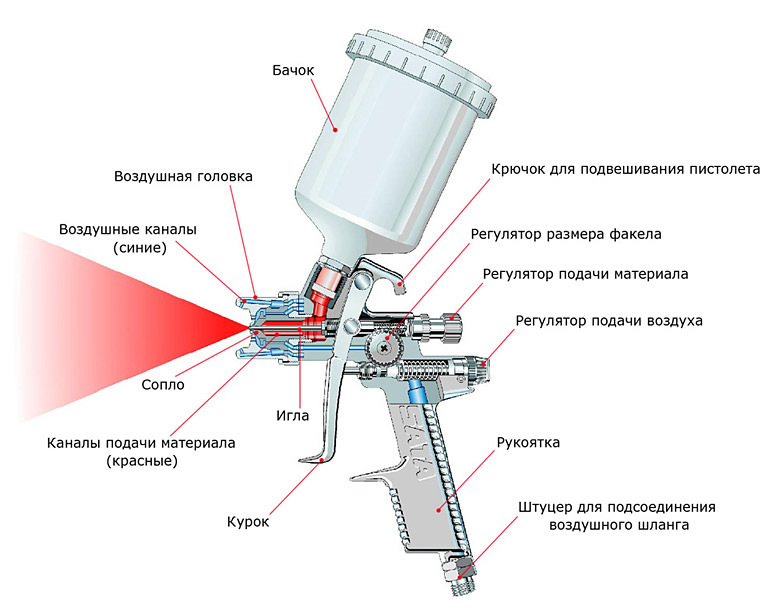
УСТРОЙСТВО И ОСОБЕННОСТИ КОНСТРУКЦИИ ОКРАСОЧНЫХ ПИСТОЛЕТОВ
Конструкция окрасочных пистолетов включает в себя: корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами, спусковой рычаг, управляющий переключением клапанов, выходное сопло для смесеобразования и формирования факела требуемой формы, резервуар (бачок) для краски, регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла. Механизм спускового рычага устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
ФУНКЦИИ И РАСПОЛОЖЕНИЕ РЕГУЛЯТОРОВ
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов. Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела. Второй ответственен за регулировку хода иглы и количество подаваемого материала. На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала. Регуляторы на корпусе краскопульта SATA. Вопрос регулировки краскопульта сводится к выбору правильного соотношения «воздух — материал». При правильном балансе эти параметры позволяют добиться максимальной равномерности окрасочного факела по всей ширине, и такого же равномерно распределения лакокрасочного материала по поверхности.
СИСТЕМА ОКРАСОЧНОГО ПИСТОЛЕТА
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы которые регламентируются документами или законодательством: конвенциональные HD (высокое давление);
HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление);
EPA она же LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление) RP, РЕУ и другие.



Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами. Для настройки и контроля давления пистолета заводы выпускают тестовые головки с двумя манометрами.

К сожалению, такие насадки в комплекте с пистолетом не идут, поэтому указанная величина контролируется косвенно, по параметру давления на входе в краскопульт. С регулировки этого параметра мы и будем начинать настройку краскопульта.
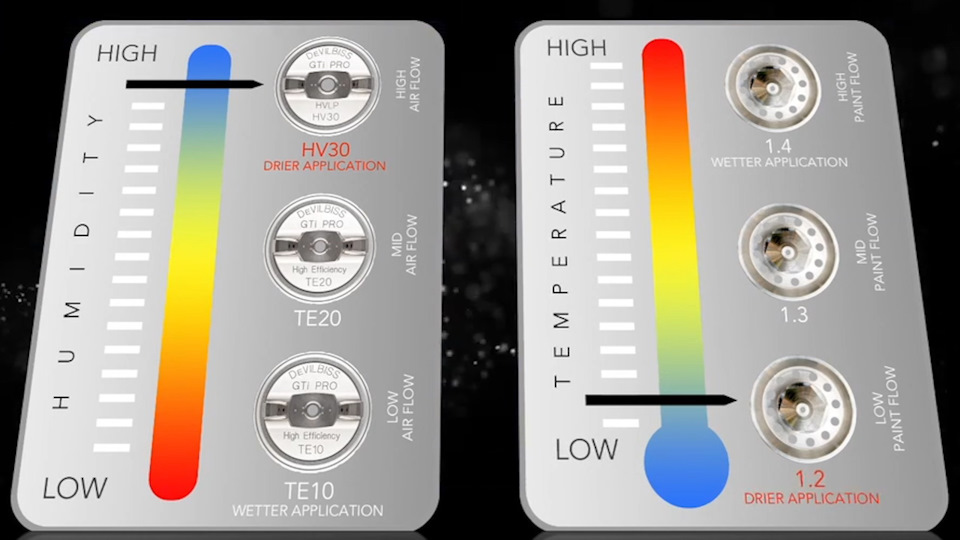
На сегодняшний день существует мнение что пистолеты HVLP — строго для базовых красок, а EPA (RP, LVLP, HTE) для акрилов и лаков, но на самом деле это не совсем так, производитель рекомендует ту или иную комплектацию, основываясь опять таки на тестах и опыте своих техников или маляров которым давали оборудование на тесты. Мало того, для идеальных условий. На самом деле такие условия не всегда идеальны и мастера используют разные материалы как по качеству так и по строению или химии. Поэтому всё больше производителей обращают внимание мастеров на то что оборудование нужно подбирать согласно условий: влажности, температуры и других параметров. Например Devilbiss опубликовал вот такую таблицу в которой приведена зависимость выбора воздушных голов и дюз к окружающим условиям:

Их таблицы видно что при более низкой влажности производитель рекомендует использовать голову ТЕ10, с большей дюзой, а значит с более крупной каплей чем при более высокой влажности, когда дюзу нужно брать меньше чтобы капля соответственно получалась мельче.
На второй таблице указано зависимость выбора головы от влажности и дюзы от температуры:
Кроме всего прочего пистолеты отличаются друг от друга не только системой но и вязкостью применяемых материалов.
Среди маляров бытует мнение что существуют краскопульты для грунта, базы и лака. На самом деле это не совсем верно, пистолеты делятся по вязкости с которыми работают эти пистолеты. так же к вязкости материала привязаны и дюзы, но выбор дюз так же даёт нам инструмент по нанесению определённой толщины покрытия, чем больше дюза тем толще слой вы можете нанести за счёт того что в факел подаётся большее количество материала.

Существует в основном 3 типа вязкости с которыми работают краскопульты:
1. Вязкость от 14 до 20 сек. Обычно это финишные материалы, лаки, краски, а так же грунты, антикоррозионные или изоляционные в версии например «мокрый по мокрому». Так же в индустрии дерева к этой вязкости относятся морилки. Обычно слой нанесения таких материалов колеблется от 5 мк. до 10 мк за один слой. Дюзы которые подбирают для таких работ и материалов это от 1,2 мм до 1,5 мм максимум.
2. Вязкость от 20 до 35 сек. Обычно это первичные грунты, грунты наполнители, но иногда под такой вязкостью выступают и финишные материалы, краски и лаки. Толщина слоя от 35 мк до 70 мк. Дюзы которые обычно предлагает производитель от 1,6 до 1,6 мм
3. Вязкость от 35 сек и выше. Особо вязкие материалы, жидкие шпаклёвки и высоконаполнительные грунты с толщиной слоя от 70 мк до 250 мк. за один слой, дюзы для этих материалов от 2,0 до 2,8 мм и выше, которые применяются в пистолетах для густых масс.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них): базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3); акриловые эмали и прозрачные лаки — 1,4-1,5 мм (вязкость акриловых эмалей и лаков обычно выше чем базовой краски); жидкие первичные грунты — 1,3-1,5 мм; грунты-наполнители — 1,7-1,8 мм; жидкие шпатлевки — 2-3 мм; антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов). Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм. Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать». С другой стороны современные материалы с низким VOC или по простому с высоким сухим остатком не требуют таких слоёв как старые материалы MS или даже HS, мало того они очень хорошо и легко смачивают поверхность, в итоге нет смысла наливать толстые слоя, и все чаще у мастеров можно уже увидеть дюзы 1,2 и 1,3 для базы и лака соответственно. Так же играет роль и производительность пистолета, например SAGOLA 4600 с дюзой 1,25 мм имеет такую же производительность как SATA 5500 с дюзой 1,4, при одинаковых условиях.Таким образом при выборе дюзы важно понимать для какой вязкости материала вы хотите купить оборудование и какое оборудование вы будете применять.
Но не всё так просто, казалось бы что бери побольше дюзу и будет тебе счастье, но не всё так просто, обычные головы пистолетов в сочетании с дюзами для материалов с вязкостью 14-20 сек, имеют определённое строение рассчитанное на то чтобы «вытянуть» материал с этой низкой вязкостью и его атомизировать, учитывая такую низкую вязкость сам факел устроен так чтобы именно оградить и направить материал на поверхность, чтобы он не разлетался в разные стороны, когда у вас вязкость выше, то такой материал уже намного сложнее «вытянуть» из бачка и разбить, потому, головы у таких пистолетов устроены иначе, они имеют большую вытягивающую силу и сруи воздуха из головы направлены не вдоль факела, а внутрь, чтобы разбить этот густой материал. Существуют конечно и универсальные конструкции как например Devilbiss FLG5, IWATA W400 Bellaria, но понятно что универсальное никогда не будет работать наравне со специальным оборудованием.
Несколько видео в конце для тех кто любит смотреть, а не слушать.



