Мой рецепт патрубков системы охлаждения (часть 2)

Продолжение истории, начатой в части первой www.drive2.ru/l/550780284920922913/.
Как уже говорил, шланг 1 всегда есть в продаже под разными именами. На фото два JP (купленные в разное время), отличающиеся по толщине стенок и Automega (номер 160041510, еще толще и с другим углом изгиба).


Выбрал JP как более подходящий по геометрии.

Патрубок 3. Для перехода с трубы, идущей под днищем от радиатора, на 32 мм взял прямой шланг радиатора (поз.10). Номер – 251121082 (JP – 1114311600). В моем случае был Impergom. Отрезал конец с изменяющимся сечением по месту. Для рукава, идущего к термостату, как уже описывал в одном из постов о системе охлаждения, идеально подходит нижний патрубок радиатора 2108-1303010. Только немного подрезать по месту у фланца. К дополинительному насосу подобрал шланг в автомобильном супермаркете из кучи. Внутренний диаметр – 20 мм (могу ошибиться, этого размера не записал, но в каждом случае надо проверять). Все три части соединил тройником 32х20×32.


Патрубок 6. Взял шланг 1, разрезал его и вставил в разрыв тройник 25×25х20. Третий рукав (опять подобрал на развале в автомобильном супермаркете) меньшего диаметра, но не меньше шланга, идущего к печке. Родной соединитель 16х16. Как видно на фото, у меня получилось постепенное сужение. Тоже не записал данные, но, вроде в моем случае от 20 к 18. Зашел 18-ый, хотя как говорил, родной соединитель на 16. В общем. надеюсь, принцип понятен. После установки на машину, рукав, идущий к двигателю, оказался немного приплюснутым. Вообще, патрубки JP слишком мягкие. С одной стороны, это позволяет их использовать подобным образом. С другой, кажутся не очень надежными по сравнению с оригинальными. Пока оставил так, но, возможно, буду искать другое решение.


Патрубок 7. Был в продаже.

«Паук» (поз.17) Здесь стоит отметить важный момент! Оригинальный патрубок имеет сужение в рукаве к расширительному бачку. По разным данным от 4 до 6 мм (и даже 3,5! Спасибо yug74 за информацию — обсуждение в комментариях к первой части). У JP его нет. Кстати, в самодельном тройнике, стоявшем на бусике, было. Уже после вставил со стороны бачка в рукав кусок шланга 6 мм. Зашел плотно, но слегка прижал хомутом (не затягивать!). Варианты как сделать сужение есть и разные другие.



Для резки шлангов удобно использовать труборез для пластиковых труб.

Все патрубки установлены. Следующие фото делал уже через пару лет после замены патрубков. Спасибо за внимание! И до новых встреч.
Восстановление или изготовление резиновых патрубков.
На многих редких или старых мотоциклах, да и автомобилях тоже, резиновые патрубки со временем начинают дубеть и трескаться. И если для транспорта свежих готов выпуска, можно легко приобрести новую резиновую деталь в магазине, то для аппаратов древних годов выпуска, или просто редких (антикварных) моделей, резиновые детали не так то просто найти в магазине, тем более в глубинке. Можно конечно изготовить новый патрубок из куска шланга, подходящего диаметра, но многие патрубки имеют в сечении не простую форму (например в форме ступеньки, или загиба), поэтому обычный прямой шланг здесь не подойдёт. Предлагаю довольно простой способ восстановления резиновых деталей в домашних условиях, и причём не только восстановление старых, но и изготовление новых деталей.
Для работы потребуется медицинский бинт, или лучше тонкая стеклоткань, и качественный силиконовый герметик, устойчивый к бензину и маслу. Очень рекомендую использовать качественный герметик «Виктор рейнз», который при застывании превращается в бензо-маслостойкую резину.
Ремонт резинового патрубка довольно прост: повреждённый патрубок зачищаем мелкой наждачной бумагой, зачищая также дыры или трещины, затем обезжириваем его с помощью антисиликона (он не растворяет резину) и обмазываем подготовленный патрубок тонким слоем герметика, причём заполняем также дыры и трещины (там где дыры, заклеиваем их изнутри скотчем, он не позволит герметику выступить во внутрь патрубка, а когда герметик высохнет, то скотч убираем). Работаем в медицинских латексных перчатках. Далее, пока герметик не высох, обматываем патрубок заранее отрезанной узкой (ширина примерно 2 см) лентой тонкой стеклоткани, виток к витку.
Стеклоткань закрепляем в конце патрубка например с помощью прищепки. Стеклоткань пропитывается герметиком, но всё равно нужно сверху нанести ещё один или два слоя герметика. Остаётся дождаться когда герметик высохнет и затем подрезать лишний кусок стеклоткани (там где она была зажата прищепкой). В итоге у вас получится армированный стеклотканью прочный патрубок,, который не смотря на то, что станет чуть толще, будет выглядеть как новый. При желании верхний слой высохшего герметика можно шлифануть наждачной бумагой (а можно и подкрасить краской для резины, она продаётся для подкраски шин).
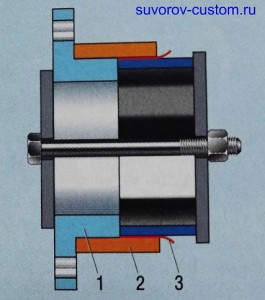
Изготовление нового резинового патрубка: 1 — фланец для крепления к цилиндру, 2 — стеклоткань с герметиком, 3 — клеёнка.
Если же ваш патрубок сильно старый и порванный и буквально рассыпается в руках, то можно изготовить новый. Для этого нужно снять с цилиндра двигателя металлический фланец (на рисунке он голубого цвета), и притянуть его с помощью двух шайб и длинного тонкого болта к патрубку карбюратора. Смотрим рисунок и всё станет понятно, только на рисунке карбюратор не показан, а вместо него нарисована синяя трубка. Карбюратор для этой цели надо будет разобрать, удалив на время ремонта заслонку с иглой, чтобы они не мешали вставить болт.
Также не забудьте прежде чем обмазывать герметиком патрубки карбюратора и фланца, патрубок карбюратора обмотать тонкой клеёнкой (можно вырезать из целофанового пакета), прослойка из клеёнки показана на рисунке красным цветом, и она не позволит карбюратору приклеится к новому патрубку, а значит карбюратор можно будет всегда снять без проблем.
Когда всё это дело стянете с помощью болта, гаек и шайб, можно будет обмазывать детали герметиком и обматывать стеклотканью по методике описанной выше. Только при изготовлении нового патрубка, намотайте не один, а два слоя стеклоткани (между каждым слоем ткани — слой герметика), ну и в конце нанесите слой герметика потолще. После высыхания герметика, можно будет вытащить карбюратор, затем шлифануть новый патрубок наждачной бумагой и при желании подкрасить. Останется надеть на новый патрубок стяжные хомуты, вставить карбюратор и стянуть хомуты. И новый патрубок из армированого стеклотканью прочного материала готов.
Ну а если ваш патрубок имеет ступенчатую или кривую форму (с загибом), или имел, но рассыпался, то придётся склеить его макет из бумаги или картона (можно использовать при работе скотч), ну а затем уже этот макет примерить на мотоцикле, и если его форма подойдёт по месту, то останется макет обмазать герметиком, и армировать стеклотканью как описано выше в тексте. Надеюсь у вас получится. Удачи!
Ремонт патрубка системы охлаждения
После установки силового агрегата началась эпопея с системой охлаждения. В один пост запихивать все не буду, поэтому — по порядку.
Кроме прочего, при замене двигателя, я поставил новую крышку расширительного бачка (подробности в дальнейшем). В начале очередного пробного пробега, обнаружил фонтан из-под одного из патрубков системы охлаждения, подходящего к помпе. Пытался подрезать и закрепить, но шланг начал рваться дальше. Пришлось эвакуировать бусик домой.
Конечно, я не прав, что поставил старые шланги, которые, особенно тот, что порвался, были уже на исходе. Надеялся зарегистрировать авто, а уже потом разбираться с системой охлаждения. Многие патрубки на Каравелле не родные, составные, с использованием разного рода трубок. Не знаю, есть ли положенное сужение в одном из рукавов большого «паука». К водяному насосу подходят три шланга, и все были уже в ненадлежащем состоянии, так как в этом месте скапливается грязь, а в случае подтеков — технические жидкости.
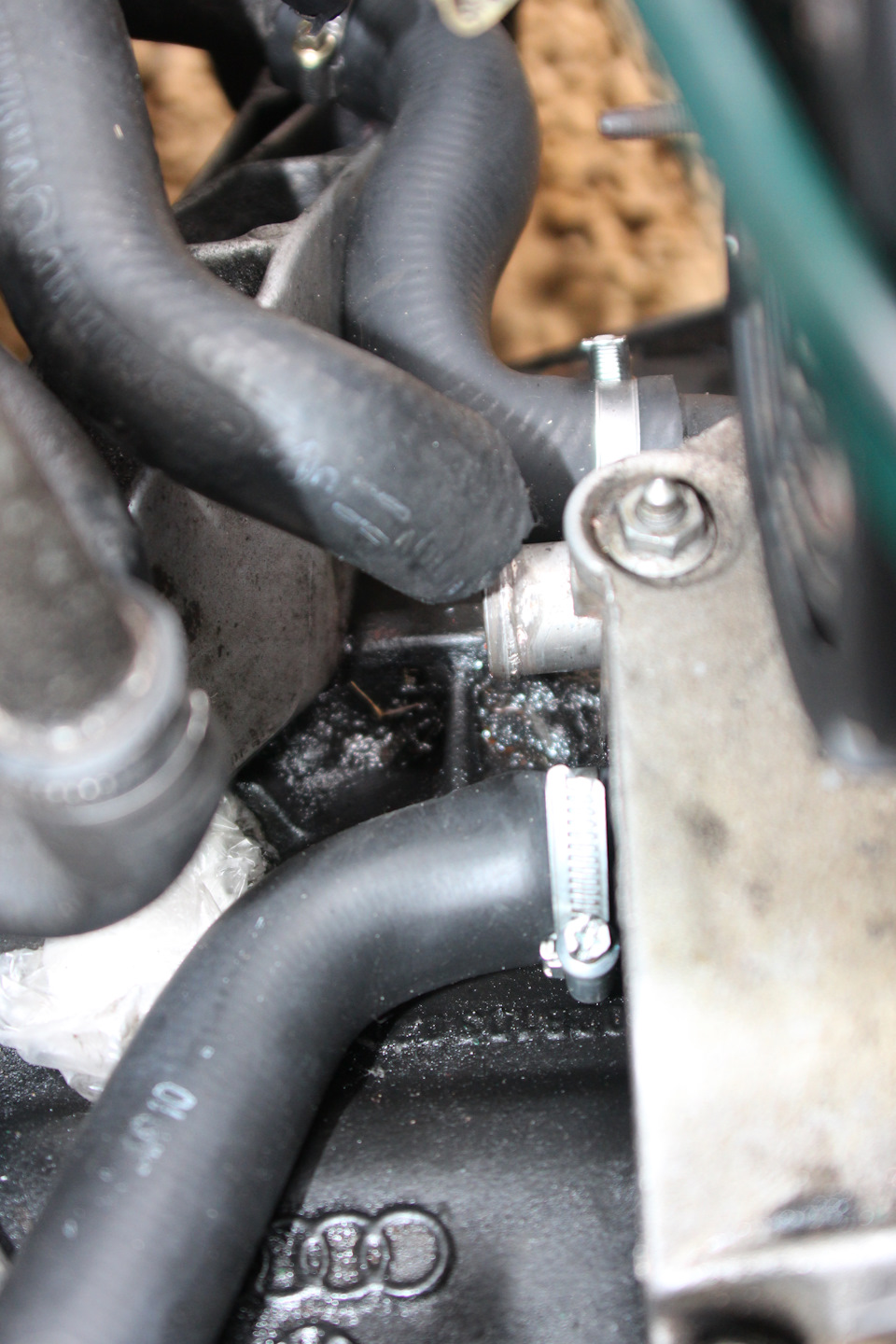
Хочется отметить еще одно обстоятельство: если в этом районе появляется течь антифриза, он может проникать в шахту масляного щупа. Хотя у меня стоит новое уплотнительное кольцо плюс перевернутый масляный колпачок на входе, все равно капельки жидкости проникают в картер из «лужицы» в выемке блока. На фото виден пакет, временно прикрывший вход щупа в блок.

Порванный патрубок относится к шлангу 6 на схеме (068 121 081 С). На Экзисте обнаружил JP под заказ по цене около 1300, но пришел отказ поставщика. В дальнейшем, он вновь появился в каталоге, и менеджер сказал, что можно снова пытаться заказывать. Кстати, в тот момент был в наличии большой «паук» (поз.17) за 3500, но я решил, что буду решать проблемы постепенно. В дальнейшем, собираюсь провести ревизию всей системы охлаждения с приведением к правильной схеме и установке родных шлангов.
Получив отказ, решил составлять порванную часть патрубка. Отправился в «Планету железяка», что на 86-ом км МКАДа. Оказалось, что магазин значительно расширился, и ассортимент в большом количестве представлен в торговых залах, как в супермаркетах самообслуживания. Особый интерес вызывает отдел «Гидравлика», где можно на метры купить разные шланги, гофрированные универсальные патрубки «Гётс», пластиковые топливопроводы, штуцера, соединители и другое. Здесь нашел соединитель стальной на 25 мм за 90 рублей. Потом, когда приобрел пластмассовый, вернулся и за этим.
Прочесав отделы грузовиков и легковых, ничего подходящего среди патрубков не нашел. Зато в «Метизах» обнаружил пластмассовый прямой соединитель на 25 мм. В «Автоолле» потом видел подобные (только не было прямого 25) на стенде фирмы Smilga.

Уже в магазине до меня дошло, что я могу использовать шланг, который идет от помпы к головке блока. Он того же внутреннего диаметра (25 мм), имеет изгиб, и, главное, в большом количестве под разными марками есть в Экзисте по цене около 200 руб. Один у меня уже был (Jp Group1114309800). Его я собирался поставить на свое место.

Получив еще один патрубок, подогнал его месту, сперва подрезав порванный шланг. На фото линии отреза указаны приблизительно.

На «Драйве» прочитал, что ровно резать получается специальным ножом для пластиковых труб. У меня — неровно.
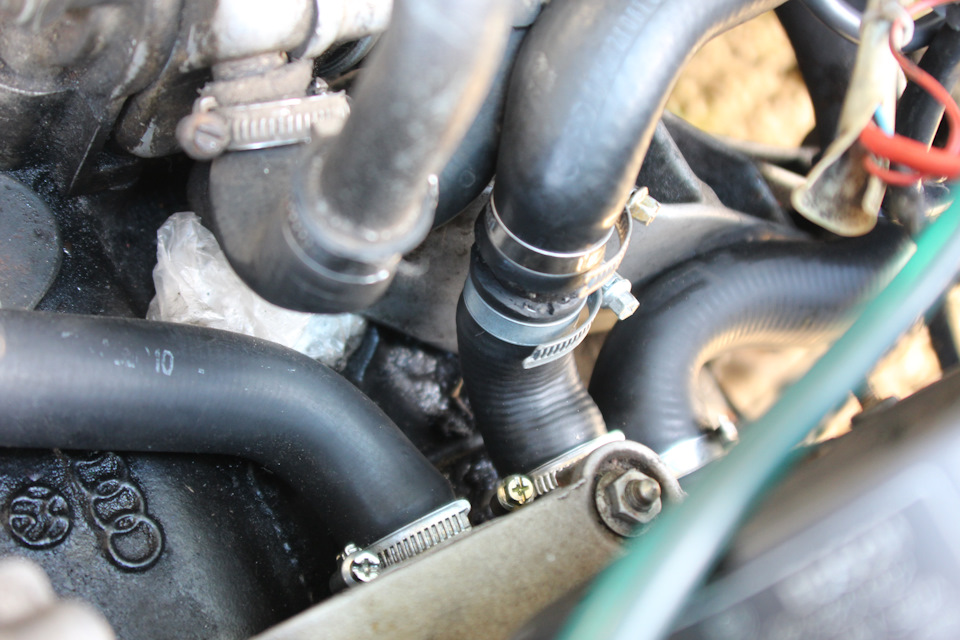
Третий шланг, подводящий антифриз со стороны радиатора к водяному насосу — неродной. По схеме — это позиция 3. В нашем же случае, изогнутый шланг от какого-то авто соединяет помпу с, похоже, обычной стальной трубой. Взамен старого пока встал обрезанный нижний патрубок радиатора 2108-1303010.
И еще хочется сказать про хомуты. Всегда пользовался обычными червячными, но, когда буду проводить полную ревизию системы охлаждения, думаю, поставить что-то понадежнее.
Замена всех шлангов и патрубков на силиконовые. ВАЗ-2114

Система охлаждения доставляла мне проблемы все 4 года владения автомобилем, то бачок лопнет, то патрубок обогрева дросселя треснет, то там подтекает, то шланг печки треснет и вот приводя всю эту систему охлаждения и отопления в порядок, долго думал на что менять стандартные патрубки автомобиля, шланг обогрева дросселя – лопался 2 раза, треснул и начал подтекать шланг печки в салоне, вообщем после долгих размышлений решился на покупку дорогостоящих силиконовых патрубков и шлангов от компании Salers. Я сразу бы хотел сказать, что это ни какая не реклама, просто в поисках информации о силиконовых патрубках нашел не очень много информации по ним и были очень большие сомнения по поводу заказа – вдруг не подойдет, вдруг «кидалово» и пр. Забегая вперед хочу сказать, что все патрубки и шланги подошли идеально и встали без каких либо проблем – если кто-то захочет заказать – не бойтесь все подойдет.

По качеству с родными не сравнить, армированные в пять ниток, приличной толщины (5мм), изготовлены, судя по всему по размерам родных патрубков – поэтому подошли идеально ну и приятный внешний вид подкапотки (P.S. от вакуумного шланга, шланга «обратки» расширительного бачка и шлангов подогрева дросселя – остались куски сантиметров по 20 – они пригодятся в дальнейшем – на адсорбер)
Также вместе со шлангами заказал усиленные одноболтовые хомуты – по качеству очень хорошие, но в силу толщины шлангов и особенностей системы охлаждения – они не везде подошли или попросту – не налезли (например, на шланги печки – просто не было места, чтобы их применить) поэтому не везде их удалось поставить, пришлось использовать обычные хомуты – взял хомуты Norma – мне кажется лучшие по соотношению цена-качество. В принципе используя обычные червячные хомуты – вряд ли будут проблемы с подтеками тосола/антифриза.
Ну и ко всему решил также заказать

+ «Впускной патрубок для двигателей ВАЗ, алюминиевый, хромированный/синий Pro-sport» — вряд ли он несет какие то улучшения в систему впуска, он был приобретен скорее для общей эстетики…

Ну и для полного фетиша поменял шланг омывателя тоже на силиконовый синий – только не армированный – а обычный вакуумный (4мм). Кстати в мороз он не дубеет как стоковый. Надеюсь, хватит на долго.
Меньше слов – больше фото 🙂
Способ изготовления изогнутых патрубков
Государственный комитет (23) Приоритет но делам изобретений и открытий
Опубликовано 30.04.80. Бюллетень № 16
Дата опубликования описания 05 05-80 (53) УДК 621.774..6 (088.8) (72) Авторы изобретения
В; A. Родин, А. Ю. Ларионов и А. В. Дементьев (7l ) Заявитель (54) СПОСОБ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ПАТРУБКОВ
Изобретение относится к обработке металлов давлением, в частности к способам изготовления изогнутых патрубков.
Известен способ изготовлент5т изогнутых патрубков путем проталкивания стаканообразной заготовки с наполнителем че5 реэ разьемную матрицу усилием пуансона, создаваемым на наполнитель и торец загс.
Недостатками известного способа являются невозможность получения патрубков с относительным радиусом гиба менее 0,4, а также осутцествления одновременно с гибкой патрубков раздачи их диаметра для изготовления стыковочного бур-, та, что обуславливает необходимость дополнительных операций, которые увеличивают трудоемкость изготовления патрубков, Цель изобретения — возможность по- эО лучения патрубков с относительным радиусом гиба менее 0,4 и стыковочным 6уртом, а также снижение трудоемкости их изготовления за счет совмещения опера2 ций гибки и раздачи диаметра и повышения точности изготовления.
Эта цель достигается тем, что в известном способе формообразования таких патрубков путем проталкивания через разъемную профильную матрицу, под действием осевого сжимающего усилия, приложенного пуансоном с наполнителю и торцу заготовки, заготовку проталкивают со скоростью 8-12 м/сек, а обьем наполнителя берут из условия получения в конце рабочего хада контакта между торцами заготовки и толкающего пояска пуансона в пределах 0,5-0,8 плошади торца заго-! товкиь
Способ иллюстрируется чертежом.
Процесс формообразования изогнутых патрубков ведут следующим образом.
Заготовку в виде стакана заполняют напопнителем, например льдом, на наполнитель устанавливают эластичную, например резиновую прокладку, затем заготовку закладывают в формообразующий ручей матрицы и проталкивают, прилагая пуансо7 304 ном ударное осевое сгкимаюшее усилие к торцу заготовки и напалнителю со скоростью 8-12 м/сек, заготовка в процессе деформирования принимает необходимую р с радиусом Гиба и отформованным буртом, Матрица размыкается, Полученный патрубок освобогкдается от пуансона, отрезают дно и получают готовое изделие.
При этом обьем наполнителя берут из условия получения пятна контакта между 10 торцами заготовки и толкающего пояска пуансона в конце рабочего хода в пределах 0,5-0,8 плошади торца заготовки, Трубную заготовку f,çàïîëíÿþò наполнителем 2, например льдом, и, проложив на is наполнитель эластичную, например, резиновую прокладку 3, помещают в ручей конической разъемной матрицы 4, контактируюшей с обоймой 5 °
Уровень льда от кромки заготовки находится на расстоянии 36+2мм, На наполнитель устанавливают резиновую прокладку толщиной 20 мм и заготовку помеша- 4 ют в формообразуюший ручей матрицы.
Затем пуансоном проталкивают заготовку в формообразующий ручей, т.е. прикладывают ударное осевое схсимаюшее усилие к напалнителю и торцу заготовки со скоростью 10 м/сек. Под действием этого
Способ изготовления изогнутых патрубков путем проталкивания стаканообразной заготовки через разъемную профильную матрицу усилием пуансона, создаваемым на наполнитель и торец загоToBKN, о т л и ч а þ ø è é с ÿ òåì, что, с целью возможности получения патрубков с относительным радиусом гиба менее
0,4 и стыковочным буртом, а такгке снихсения трудоемкости изготсвления за счет совмешения операций гибки и раздачи диаметра и повышения точности изготсвления, заготовку проталкивают со скоростью 8-12 м/сек, а обьем наполнителя берут из условия получения в конце рабочего хада контакта между торцами заготовки и толкаюшего пояска пуансона в пределах 0,5-0,8 плошади торца заготовки.
Источники информации, принятые во внимание при экспертизе
1- Авторское свидетельство СССР № 460919, кл. В 21 С 37/38, 1976
Составитель Г. Кривонос
Заказ 1413/2 Тираж 986 Подписное
113035, Москва,Ж-35, Раушская наб-, д. 4/5
Филиал ППП «Патент, r. У кгород, ул. Проектная, 4



