Сварка полуавтоматом — тренировочный день…

После изготовления тележки для сварочного аппарата: www.drive2.ru/l/9910027/ пришло время для освоения полуавтомата! Сосед по гаражу подогнал мне дверь и капот для тренировок, за что ему БОЛЬШОЕ спасибо =)

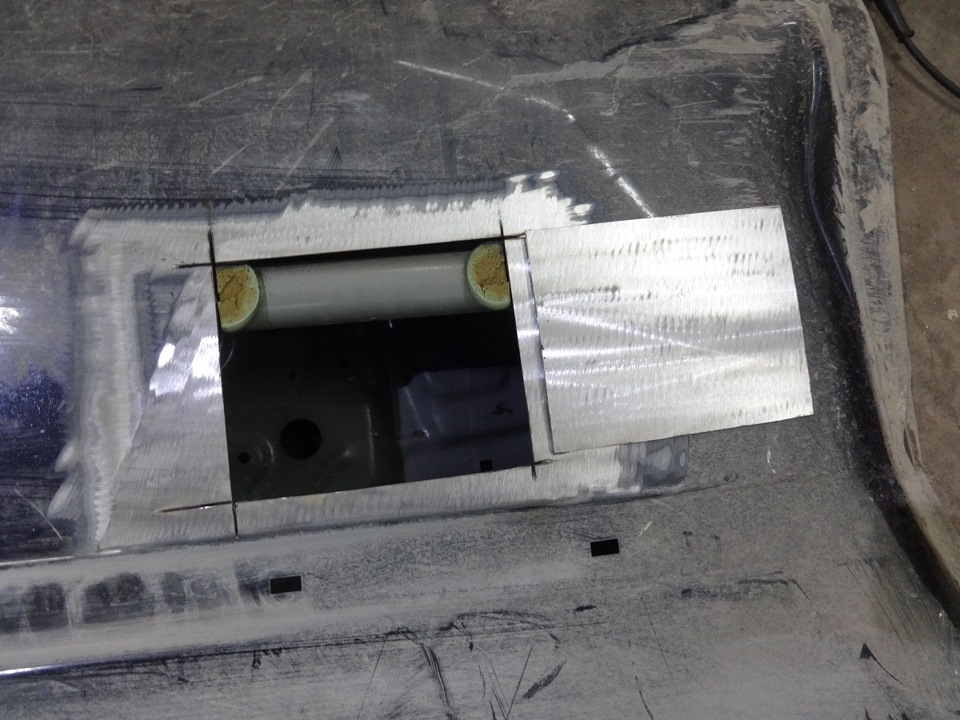
Зачистил кусок двери:

И начал сваривать…вот мои первые в жизни точки полуавтоматом! Понадобилось 6 точек чтобы подобрать нужную программу…далее по часовой стрелки учился соединять металл с большим зазором. Короче полуавтомат — сказка! Варить одно удовольствие и очень легко! По крайне мере мне, может потому что сварочник все делает за меня =) я лишь в нужное место точки ставлю))
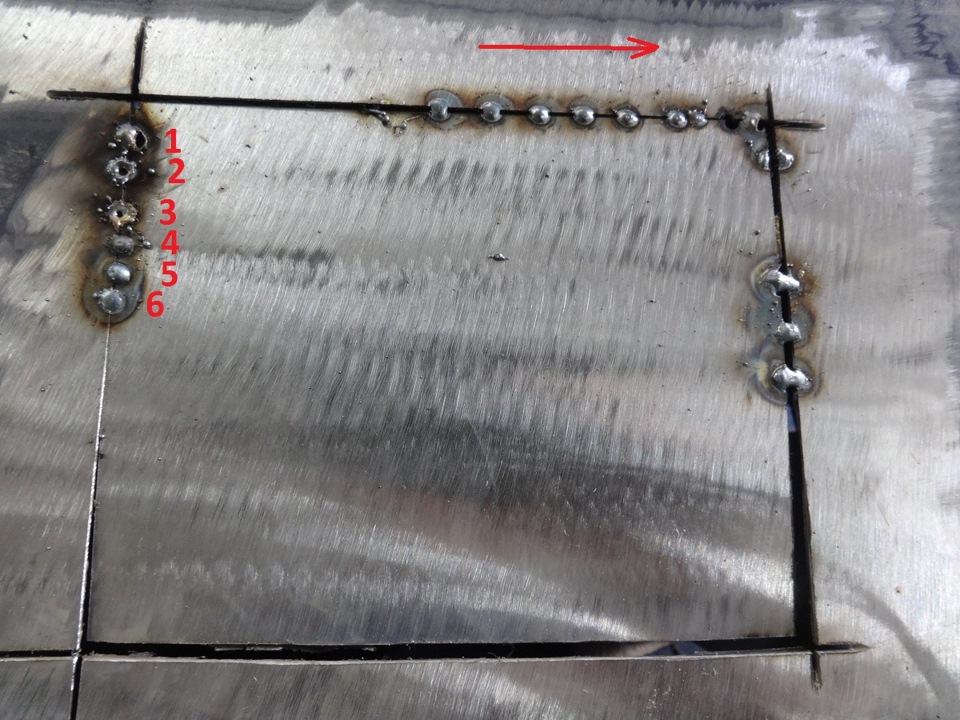
Далее начал издеваться над тем же фрагментом…варил сплошником, чтобы понять как тянет металл…как он прожигается…

Короче понял что пора осваивать тюнинг))) решил заварить ручку))) из нижней части вырезал нужный фрагмент:

Из примера выше видно что чем ближе друг к другу металл (если варить встык), то тем качественней получаются точки, поэтому стараемся точно подогнать металл:


И начинаем точками обваривать по периметру, давая металлу остыть…сделал один прожег:

Его я с легкостью заварил и добавил еще точек…ой, еще один прожег =) походу метал в том месте тонкий или подходит не плотно…
Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен «-«. Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит 🙂
Можно ли варить автомобиль порошковой проволокой

Можно ли варить кузов автомобиля порошковой проволокой
Если вы привыкли делать все самостоятельно и не хотите чтобы кто-то другой выполнял ремонт вашего автомобиля, то это статья именно для вас. В последнее время заметно вырос интерес к кузовным работам, причём многих интересует именно сварка.
Данная работа потребуется, когда необходимо подремонтировать кузов, поставить заплатку или избавиться от вмятины. Восстановление кузова при помощи сварки является самым эффективным и недорогим способом, если всю работу проделать своими руками.
Сварка кузова автомобиля
Наверняка многие из вас не раз задавались вопросом, какой сваркой лучше варить кузов автомобиля. Выполнить эту работу можно при помощи инвертора для сварки или же полуавтоматической сваркой. К слову, используя второй тип сварки, можно сделать всю работу без пыли и шума.

Есть еще контактная сварка, но это специфический вид сварки, который применим не во всех случаях.

Поэтому целесообразно выбирать именно MIG сварку для кузовного ремонта. Причём совсем необязательно варить в среде защитного газа, поскольку всю работу можно проделать, используя специальную порошковую проволоку.
Можно ли варить автомобиль порошковой проволокой
Если полуавтоматическая сварка осуществляется без защитного газа, то нужно использовать порошковую проволоку. Конструкция такой проволоки устроена так, что при сгорании образуется практически тот же самый защитный газ, что и с баллонов. То есть, таким образом, происходит защита сварного шва.

Ну а сама же сварка порошковой проволокой не на много отличается от сварки электродом. При этом, выполняя кузовные работы порошковой проволокой нужно учесть такие нюансы:
MIG сварка позволяет получить более качественное и красивое соединение металлов, чем обычным электродом. Высокая производительность и достойный сварочный шов, а также, возможность варить металл до 1 мм в толщину, сделали полуавтоматическую сварку незаменимой при кузовном ремонте.

Также, полный отказ от газового оборудования, редукторов и т. д., делают сварку порошковой проволокой, быстрым и мобильным вариантом. В результате этого сварочный процесс оказывается более эффективным, чем у MMA сварки или любой другой.
Вопрос к сварщикам.


Комментарии 76


Привет. Посмотри внимательно здесь  , профессионально и понятно. Мой совет взять полуавтомат с баллоном газа, а флюсовой проволокой если захочешь можешь варить и не подавать газ. Удачи
, профессионально и понятно. Мой совет взять полуавтомат с баллоном газа, а флюсовой проволокой если захочешь можешь варить и не подавать газ. Удачи


Флюсовая это по сути тот же электрод только тонкий и обмазка внутри, что по мне еще хуже. И получится если возьмете полуавтомат только под флюсовую, …ну полуавтомат вы так и не попробуете

У одного видел полуавтомат он пробовал варить проволокой со флюсом. Все не мог его отрегулировать. Я попробовал и точно толком не варит. Я сказал заправь баллон и купи обычную проволоку. При встрече спросил. Он сказал совсем другое дело.

За 14 к это самые дешовые, нормальные начинаются 19-21 т варят с газом и без флюсовый проволкой, полуавтоматы 2 в 1, в ютубе смотри обзоры, можно найти нормальный для бытовых нужд

если напрягает размер баллонов, то можешь использовать списанные углекислотные огнетушители — стоят фигню, потратил-выбросил. главное легкие, компактные

Есть 10-ти литровые баллоны, не надо ничего колхозить

Как не крути, но с кислотой лучше, много лет занимаюсь кузовщинай, и было время как то пришлось поварить аппаратам без кислоты, а чисто на флюсовой проволке: шов пористый и хрупкий, а если есть ржавчина, то прожигает как электродом.
Да и флюса на той проволке мизерный мизер.

Добавлю, что кислота еще охлаждает ванну, за счет этого прожигов меньше.

Естественно с газом

Ищи балон и не придумывай, газ будет дешевле купить чем проволоку флюсовую. Кило флюсовой стоит как 5 кило омедненой.

С газом лучше брать. Чтоб был. Если газа нет, можно и порошковой проволокой на нем, тока полярность поменять.

Гнилой кузов флюсовой одно наказание варить. С газом еще и экономичнее, цена проволоки ниже в разы


Это не от проволоки зависит, а в 99% случаев от головы 😉
Да что вы, физику не обманешь, флюсовая греет металл сильнее и прожигает гниль только в путь, с газом гниль лучше варится
Можно и физику обманывать, приходится частенько. А вот гниль варить — себя не уважать. Если уж нет донора/ремкомплекта — можно наплавить, но не поверх гнилого решета.
Да уж лучше проварить гниль и шпакля чем просто шпакля, а ремкомплектов даже на вазы днем с огнем не найти по нынешним временам, видать целую деталь проще продать
Хозяин-барин 😉 я срезаю до сохранившегося металла. Быстрее чем срать по гнилью то
в чем великий смысл в флюсовой если вы как понимаю этим не редко занимаетесь?
Баллон на высоту не заберешь. И лень иногда одолевает 😉
Я флюсовой варю и с газом тоже.

Гнилой кузов флюсовой одно наказание варить. С газом еще и экономичнее, цена проволоки ниже в разы
С такими руками и с газом результат будет не лучше.
1. Гниль нужно вырезать и варить только живое к живому.
2. На фото результат плохой массы или низкого напряжения сварки в следствии боязни прожечь.
На фото не было живого места, все гниль которую с помошью подкладки удалось реанимировать. А опыт минимален, тут не спорю
Это не реанимация, а наёбка клиента. Через год все снова зацветет.
Перекуп метод.
Я пять лет гонял со шпаклей, развалилось оно только по причине сьема крыла, ремкомплектов не предусмотрено, перекуп бы пеной тупо задул я сделал крепкую конструкцию как минимум


» Сабля» меня эта на них бесит.
Ну и не купить ее отдельно, пришлось лепить самому

Главное уметь. А то чем это делать вторично!

Вам, как начинающему сварщику, не знающему тех.части нужно уяснить, что на сегодняшний момент ВСЕ СВАРОЧНЫЕ ПОЛУАВТОМАТЫ РАБОТАЮТ НА ЛЮБОМ ТИПЕ ПРОВОЛОКИ. Эта универсальность достигнута наличием свободно болтающегося провода с разъемом — по сути это силовая клемма с механизма подачи проволоки и куда она подключена (на «+» или «-«) определяет выбор типа проволоки.
По поводу выбора аппарата — нужно брать с возможностью подключения газа, чтобы в дальнейшей эксплуатации не испытывать досадные неудобства при желании перейти на сварку в среде защитного газа.
Еще один нюанс — тот аппарат, который изображен в начале поста, не совсем комильфо. Нет! Он прекрасно работает и выполняет свои функции, но клапан отсечки газа у него стоит в рукаве. С технической части это вроде как и приемлемо, но чтобы пробить проток газа через этот клапан нужно в двойне завышать входное давление газа. К примеру по привычке выводишь давление 0.5-0.7ат по манометру(чего вполне достаточно для обычных аппаратов), а здесь прийдется крутить регулятор почти до 2ат. В этом плане более «работоспособный» аппарат с Евроразьемом, где полноценный клапан стоит внутри корпуса сварочника.
Как по мне, я бы по этому бюджету посмотрел в сторону сварочного аппарата Зубр с вполне гуманной ценой 18-22к и полным комплектом сварочных наворотов, причем за эти деньги он по паспорту работает от 140 до 240 вольт

Флюсовая проволока не подходит для сварки кузовни.Она не любит ржавчины, а при сварки кузова ржавчина неизбежна.Был у меня апарат для флюсовой проволоки.Продал к чертям и не жалею.
Флюсовая проволока любит внимательные руки и трезвую голову 😉 единственный ее минус — большее количество брызг чем обычная с газом.
Какой проволокой лучше варить кузов автомобиля полуавтоматом?
Какой проволокой лучше варить кузов автомобиля полуавтоматом?
Возможна ли сварка без газа?
Сразу скажем, что в этой статье мы будем говорить о технологии MIG/MAG (сварка с применением защитного газа и плавящейся проволоки). Эта технология хорошо себя зарекомендовала и позволяет получить качественные швы, в отличие от ММА сварки (ручная дуговая сварка). Для выполнения MIG/MAG сварки необходимы специальные сварочные полуавтоматы, присадочная проволока и, конечно, газ. Но что делать, если у вас нет возможности использовать газ?
Хоть MIG/MAG сварка и позволяет получить очень качественные швы, она не лишена недостатков. Зачастую газовые баллоны слишком громоздки, чтобы использовать их для сварки в труднодоступных местах и на высоте. В таких случаях сварка с газом просто невозможна. Также при частой сварке газовый баллон необходимо заправлять, и это не всегда возможно, а запасного баллона может не быть под рукой. Возникает необходимость применять сварочный аппарат без газа… Но насколько это возможно?
Многие умельцы решают просто исключить газ из технологии MIG/MAG и варить присадочной проволокой. Они убеждены, что можно использовать сварочный полуавтомат проволочный без газа и при этом получить качественные швы. Так ли это мы расскажем далее.
Сварка без газа обычной проволокой
Сварка обычной присадочной проволокой без газа с применением полуавтомата — это бессмысленная затея. Такая сварка практически невозможна из-за особенностей самой присадочной проволоки. Повторимся, что в данной статье мы говорим о технологии MIG/MAG сварки, где обязательно применение газа. Если убрать газ и оставить только присадочный материал, то он будет либо постоянно разбрызгиваться, либо залипать. И эту проблему не решить встроенными функциями полуавтомата. Просто такова технология. Отсутствие газа при сварке обычной проволокой — это все равно, что у человека отобрать одну руку и заставить выполнять привычные повседневные действия.
Итак, проволочные присадочные материальные годятся для сварки без газа. Что тогда делать? На помощь приходит так называемая порошковая проволока. С виду это обычный металлический пруток. Но в его сердцевине содержится флюс, который при плавлении проволоки высвобождается и позволяет варить без газа.
Вывод: сварка полуавтоматом без газа обычной проволокой возможна, но получаемые швы никуда не годятся и саму работу крайне сложно выполнять. Используйте такой метод только при экстренных случаях, когда у вас вообще нет никакого выбора. В остальных ситуациях лучше применять порошковую проволоку с флюсом внутри. На данный момент это единственный безгазовый способ сварки при применении MIG/MAG технологии.
Читайте также: Все, что вам нужно знать о порошковой проволоке
Но учтите, что порошковая проволока стоит недешево и такая сварка может оказаться дороже применения газа и обычной проволоки. К тому же, получаемые швы не отличаются высоким качеством и подвержены коррозии. В случае с некоторыми металлами это особенно критично.
Например, при сварке нержавеющей стали. Если использовать порошковую проволоку при работе с нержавейкой, то шов через время покроется ржавчиной, и антикоррозийные свойства сойдут на нет. Учитывайте это и не используйте порошковую проволоку на постоянной основе вместо газа. Все-таки MIG/MAG технология подразумевается связку газ+присадочный материал. А порошковая проволока скорее помогает решить срочные задачи и не подходит для регулярного использования.
Технология сварки
Итак, теперь вы знаете, что сварка обычной проволокой неэффективна и нужно использовать порошковую проволоку, если вы хотите варить без газа. Технология сварки порошковой проволокой довольно проста, и в чем-то напоминает ручную дуговую сварку, но с некоторыми отличиями. Мы расскажем про основные особенности технологии, которые нужно учитывать.
Ваш сварочный аппарат должен работать на постоянном токе или иметь возможность переключения с переменного тока на постоянный. Это связано с тем, что большинство марок порошковой проволоки предназначены для сварки на постоянном токе. Но вы можете подобрать проволоку, которая подходит для переменного тока, если это необходимо. Но учтите, что найти такой присадочный материал непросто и при сварке металл будет разбрызгиваться. Что касается полярности, то рекомендуется установить обратную.
Еще одна важная особенность — это подбор направляющего канала для горелки. Его диаметр должен быть больше диаметра проволоки. Например, для сварки порошковой проволокой диаметром 2 мм подберите направляющий канал диаметром 3 мм. Наконечник лучше выбирать из меди и длиной около 40 мм.
Порошковая проволока не нуждается в перемотке, ее можно сразу использовать их бухты в которой она поставляется. А вот в прокалке она все же нуждается. Так что перед сваркой поместите ее в печь на 2-3 часа. Прокалите до температуры не более 250 градусов. Если в составе проволоки есть органические элементы, то ее не нужно прокаливать. Зачастую все рекомендации касаемо прокалки есть в сертификате или паспорте на купленную вами проволоку.
При формировании швов горелкой совершайте плавные колебательные движения.
Сварка проволокой без защитного газа
Сварка без защитного газа
Сам по себе полуавтоматический сварочный процесс по технологии MIG и MAG с механической подачей проволоки в среде защитных газов позволяет получить более качественное соединение и с большей производительностью, чем при ручной сварке плавящимся электродом в специальной обмазке типа ММА. Так же, как и сварочные полуавтоматы, работающие по технологии MIG и MAG, уже давно не являются новинкой, которая доступна только лишь для профессионального применения. Теперь в специализированных магазинах можно приобрести недорогой и качественный сварочный полуавтоматический аппарат для собственных нужд.
Популярность сварочных полуавтоматов MIG и MAG объясняется простотой процесса сварки, отменным качеством сварного шва и высокой производительностью, причем все это достижимо даже при не очень больших навыках сварщика.
Но при всех своих весомых достоинствах сварочный процесс по технологии MIG и MAG требует значительных затрат для создания среды защитных газов, а это и влечет ряд существенных неудобств таких, как:
И дело даже не в том, что газобаллонное оборудование достаточно громоздко, а в том, что при не очень частом применении, к примеру, для 5-10 см сварного шва в сутки, заряжать газовый баллон становиться слишком дорого и накладно.
В случае отсутствия баллона с защитным газом сварка полуавтоматом MIG или MAG без газа обычной проволокой возможна, но очень проблематична и крайне неэффективна, а полученное таким образом сварное соединение не будет отличаться прочностью. Разве что можно сделать небольшие точечные прихватки двух листов тонкой жести. А обусловлено это тем, что при больших значениях сварочного тока непростая проволока будет гореть в атмосферном воздухе и разбрызгиваться, а при слабых токах кончик проволоки просто будет прилипать к свариваемой поверхности без должного эффекта.
Но если во время сварки защитить расплавляемый металл от кислородного воздействия путем одновременной подачи сварочной проволоки и флюса в гранулах в район образования сварного шва, то можно вполне обойтись и без защитной среды в виде инертного или активного газа. Отсюда, единственным условием получения качественной сварки при отказе от использования среды защитного газа является наличие специальной проволоки с флюсом, которую можно использовать в сварочных полуавтоматах для стандартного механизма подачи, как для обычной сварочной проволоки.
Как производится сварка порошковой самозащитной проволокой без газа на сварочном полуавтомате MIG или MAG вы можете посмотреть на данном видео:
В свою очередь, при небольших объемах работ, что весьма актуально при индивидуальном использовании, на том же сварочном оборудовании MIG или MAG гораздо выгоднее применять специальную порошковую проволоку. При сварке с использованием такой специальной проволоки защита сварочной ванны осуществляется не потоками инертных или активных газов, а образуемой газообразной средой при испарении флюса, который содержится внутри полой проволочной конструкции.
Таким образом, сварочный полуавтомат проволочный без газа будет способен при работе обходиться без дополнительного газобаллонного оборудования, что сделает такой аппарат абсолютно мобильным, как инверторные аппараты ММА сварки, при этом сохранив все достоинства технологии MIG и MAG.
Плюсы и минусы сварки проволокой без газа
Отказ от газобаллонного оборудования на сварочных полуавтоматах MIG и MAG или сварка порошковой проволокой дает ряд существенных преимуществ:
Но стоит понимать, что сварочный аппарат проволочный без газа при всех видимых достоинствах обладает и определенными недостатками, которые выражаются в виде:
Применяемое оборудование
Единственным существенным требованием к сварочным полуавтоматам типа MIG и MAG для того, чтобы они могли варить сварочной порошковой проволокой без защитного газа — это обязательная возможность переключения полярности с обратной на прямую.
То есть для сварки в среде защитных газов по технологии MIG или MAG требуется подключение на горелку «плюса», а на свариваемое изделие — «минуса» или массы, что называется обратной полярностью. А вот при сварке с помощью порошковой проволоки требуется так называемая прямая полярность, где на держак подключают массу или «минус», а на заготовку «плюс», как при обычной ММА сварке, что обусловливается необходимостью достижения более высокой температуры при подаче порошковой проволоки при распылении флюса для создания защитной газовой среды.
Порошковую проволоку применяют для использования в полуавтоматических сварочных аппаратах MIG и MAG без необходимости в газовых баллонах. А также ее еще могут называть флюсовой или самозащитной, в зависимости от особенностей конструктивного исполнения.
Порошковую проволоку для полуавтоматов производят несколько видов, причем конструктивно она представляет собой различного вида полую поверхность, заполненную флюсом с присадками. Итак, различают формы порошковой проволоки, в виде:
Формы порошковой проволоки
Порошковую проволоку изготавливают в виде полой стальной оболочки, которую заполняют специальным составом. В состав флюса, в основном, входят деоксидирующие и шлакообразующие вещества. Например, рутил с концентратами флюорита с общим содержанием до 60%.
А также в состав флюса входят различные по содержанию присадки, важным компонентом которых являются различные по составу металлические порошки. В зависимости от назначения и области использования в состав присадок могут входить железо, никель, молибден, марганец и другие легирующие вещества.



