При каландровании происходит непрерывное продавливание полимерного материала через зазор между вращающимися навстречу друг другу обогреваемыми полыми валками, в результате которого образуется бесконечный тонкий лист или пленка. В отличие от обработки на вальцах, основной целью технологических операций, выполняемых на каландрах, является не изменение состояния или строения материала, а придание ему формы листа или наложение слоя полимера заданной толщины на листовой материал, непрерывно подаваемый в зазор между валками. В связи с этим требования к поверхности валков и точности поддержания зазоров между ними высокие. Каландры работают только в непрерывном режиме, и материал пребывает в каждом зазоре только один раз.
Обычно каландрование производят на специализированных установках – каландровых агрегатах, главной частью которых является каландр. Схема типичного агрегата для изготовления пленки из ПВХ приведена на рис. 123. Приготовление композиции осуществляется в смесителе закрытого типа 1 (или смесителе непрерывного действия). Готовая смесь выгружается из смесителя на валки питательных вальцов 2, срезаемая с валков лента направляется в верхний зазор каландра 4. По пути к каландру лента проходит мимо головки детектора металла 3, прекращающего подачу массы в случае присутствия в ней крупных металлических включений. Этим предотвращается опасность повреждения валков попадающими в полимер металлическими предметами. Если питание каландра осуществляется от экструдера 9, на нем устанавливается стрейнирующая головка, решетка которой не пропускает никаких твердых предметов. В этом случае необходимость в установке детектора металла отпадает.
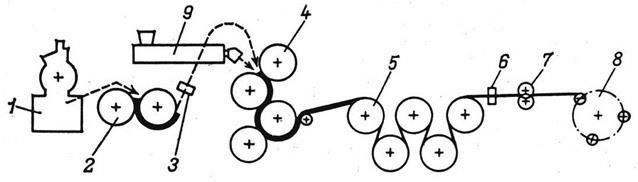 Выходящая из каландра 4 пленка поступает на охлаждающие барабаны 5; затем пленка проходит через толщиномер 6, приспособлениё для обрезания кромки 7 и принимается на бобину закаточного устройства 8.
Выходящая из каландра 4 пленка поступает на охлаждающие барабаны 5; затем пленка проходит через толщиномер 6, приспособлениё для обрезания кромки 7 и принимается на бобину закаточного устройства 8.
Кроме того, на каландрах выполняют операции по односторонней или двухсторонней обкладке тканей, а также операцию тиснения поверхности уже сформованного листового материала.
Рассмотрим порядок выполнения этих операций на универсальном четырехвалковом каландре (рис. 124).Как видно из pис. 124, а каландр помимо основных рабочих органов (четырех валков 1, 2, 6 и 7) имеет множество вспомогательных механизмов: транспортеры для подачи резиновой смеси (4 и 10) и для приема готового изделия или полуфабриката (5); приводные (8 и 11) или свободно вращающиеся (3, 12, 13, 14) ролики для протягивания, направления или прижима к валку листовых материалов; наконец, кронштейн 15 для установки на нем шпуль, на которые наматывается (или с которых сматывается) рулонный материал.
Односторонняя обкладка ткани (рис. 124, б). Ткань, сматываясь с рулона 1, проходит через три направляющих ролика и затягивается в зазор между валками 3 и 4, куда поступает также и полимерная смесь. Прежде чем попасть в зазор, ткань некоторое время находится в контакте с горячим валком 4 и прогревается, что повышает надежность последующего соединения ее с полимерной смесью. Обкладка осуществляется при практическом отсутствии фрикции между валками 3 и 4. При промазке коэффициент фрикции может иметь значение до 1,4. Разность скоростей валков способствует более глубокому проникновению композита в поры ткани. Готовая ткань, выйдя из зазора, наматывается на среднюю приводную шпулю 2.
Если необходима обкладка второй стороны ткани (рис. 124, в), то рулон снимают со средней шпули 2 и устанавливают вновь на нижнюю шпулю 3, на верхней же шпуле 1 устанавливается рулон прокладочной ткани. Обкладка осуществляется, как показано на pиc. 124, б. На шпулю 2 вместе с тканью, покрытой с двух сторон смесью, наматывается прокладочная ткань, предотвращающая слипание продукта в рулоне.
Одновременная двухсторонняя промазка (рис. 124, г). Ткань, сматываясь с рулона 1, валиком 2 прижимается к горячей смеси на валке 3 и затем попадает в зазор между валками 3 и 4, где встречается со вторым слоем смеси. Приводным 5 и прижимным 6 роликами прорезиненная ткань подается на последующую обработку или на намотку в рулон с прослоечной тканью.
Дублирование (рис. 124, д). Его выполняют, если, например, на ткань необходимо наложить дополнительный слой полимерной смеси. Ткань сматывается с рулона 1, причем прокладочная ткань, предотвращавшая слипание рулона, тут же наматывается на шпулю 2. Подлежащая дублированию ткань, проходя через направляющие валики, прижимным валиком 3 прикатывается к слою резиновой смеси на валке 4 и сразу подается на приемный транспортер 5.
Листование смеси (рис. 14, е). Полимерная смесь транспортером 1 подается в зазор между валками 2 и 3 предварительной калибровки. Последующее двухкратное пребывание в межвалковых зазорах обеспечивает высокую точность окончательной калибровки. Готовый лист отводится от каландра транспортером.
По технологическому признаку каландры делятся на листовальные, промазочные, обкладочные (дублирующие) и тиснильные. Эти типы каландров, так же как и вальцы, различаются коэффициентом фрикции и набором вспомогательных механизмов. Все они выпускаются с приводом, позволяющим изменять частоту вращения валков в интервале 1–10. Минимальная (заправочная) окружная скорость поверхности валков должна быть не более б м/мин.
Кроме отмеченных специализированных типов выпускаются универсальные лабораторные и промышленные каландры. Конструкция последних предусматривает бесступенчатое изменение коэффициента фрикции валков и достаточно полный набор вспомогательных механизмов.
Основные классификационные конструктивные признаки каландров – это число валков и их размеры.
Валковые машины: каландры
Рассмотрим в качестве примера устройство четырехвалкового универсального каландра, предназначенного для листования смеси, промазки и обкладки ткани с одной или двух сторон слоем резиновой смеси (рис.16). Каландр состоит из двух чугунных станин 2, смонтированных на общей фундаментной плите 1. Станины соединены траверсой 5. В проемах станин размещены корпуса подшипников 3 скольжения или качения (в зависимости от назначения каландра). В подшипниках вращаются в разные стороны валки 4, расположенные по Г-образной схеме. Подшипники среднего приводного валка неподвижно закреплены в станинах. Подшипники нижнего, верхнего и выносного валков можно перемещать при регулировании зазора между валками с помощью механизмов 6, состоящих из двухступенчатого червячного редуктора, двухскоростного электродвигателя и двух винтов, устанавливаемых на каждой стороне подвижного валка.

Резиновая смесь подается в зазор между верхним и выносным валком при листовании или односторонней обкладке. В случае двухсторонней обкладки резиновая смесь дополнительно поступает в зазор между нижним и средним валком.
Для непрерывной и равномерной подачи резиновой смеси на каландрах используется специальное устройство, состоящее из ленточного транспортера, подающего на каландр срезанную с валков резиновую ленту, и эксцентрикового механизма, сообщающего транспортеру колебательное движение для равномерной раскладки ленты вдоль рабочего зазора. Смазка валковых подшипников (жидкая или густая) поступает централизованно, от масляной станции. Безопасность работы гарантируется аварийным тормозным устройством, которое состоит из двух тросиков, натянутых по обеим сторонам машины. Один конец тросика закреплен неподвижно, а второй соединен с конечным выключателем. При нажатии на тросик аварийного устройства происходит электродинамическое торможение, и каландр автоматически останавливается не более, чем за 1/4 оборота среднего валка.
Валки каландров приводятся в движение от электродвигателя через эластичную муфту, редуктор, зубчатую муфту, блок-редуктор и универсальные шпиндели или от электродвигателя через коническо-цилиндрический редуктор посредством приводных и функциональных шестерен.
В последние годы широкое распространение получили конструкции каландров с треугольным (трехвалковые) и S-образные (четырехвалковые) расположением валков.
Каландр 3-710-1800 кордный с треугольным расположением валков (рис. 17) применяется для односторонней обкладки корда в линии для обкладки корда резиновой смесью на шинных заводах. Ниже приведена техническая характеристика каландров:
Основные узлы и детали. Валки являются главным рабочим органом каландра и так же, как и валки вальцов, подвергаются действию значительных распорных усилий. Валки каландров изготовляют полыми, а внутреннюю их поверхность растачивают. Теплоноситель подводится во внутреннюю часть валка. Рабочую поверхность валков резинообрабатывающих каландров необходимо шлифовать, так как поверхность резиновых листов, выпускаемых каландровым методом должна быть гладкой. При этом очень высокая чистота обработки поверхности не производится во избежание чрезмерного прилипания резиновых листов к валкам. Рабочую поверхность валков машин для переработки термопластов полируют. Валки изготовляют из высококачественного чугуна с отбеленной рабочей поверхностью бочки. Размеры валков каландров нормализованны. В последние годы с целью ускорения нагрева наружной поверхности, улучшения регулирования теплового режима и уменьшения тепловой инерции валки выполняют со сверлеными по периферии каналами. Каналы равномерно расположены по окружности на расстоянии 25-40 мм от поверхности валка. Диаметр каналов 30-40 мм. Увеличение скорости движения теплоносителя позволяет существенно увеличить коэффициент теплопередачи и улучшить условия теплообмена.


Сменная оболочка может быть цельной(стакан)или разъемной(скорлупа). В последнем случае оболочка 3 имеет разъем по диаметральной плоскости. Проворачиванию ее на корпусе 5 препятствуют длинные шпонки 4 на каждой половине оболочки. Закрепление оболочки на корпусе валка осуществляется посредством кольцевой гайки 2 с контргайкой 1, прижимающих оболочку к специальному бурту корпуса. Во избежание отвертывания гайки резьба на корпусе имеет направление, обратное вращению.

Подшипники каландров воспринимают значительные нагрузки от распорных усилий. В старых конструкциях каландров, а также в некоторых современных машинах, работающих при значительных нагрузках, установлены подшипники скольжения с бронзовыми вкладышами. В современных каландрах используют роликовые подшипники качения. В тяжелых условиях работы, вызываемых большими распорными усилиями, на каландрах возможно применение многорядных радиально-упорных роликоподшипников, способных воспринимать большие радиальные нагрузки в сочетании с относительно небольшими двухсторонними осевыми нагрузками.
Станина, установленная на фундаментной плите, воспринимает все статические и динамические нагрузки, возникающие при работе. Форма и размеры станины зависят от типоразмеров валков и схемы их расположения. В качестве конструкционного материала используется чугун СЧ12-28, СЧ15-28, СЧ18-36 (ГОСТ 1412-70).
Привод валков 4 в старых конструкциях был реализован по схеме от центрального электродвигателя 1 и редуктора 2 через приводные 3 и фрикционные зубчатые шестерни 5 (рис. 21). Шестерни каландра изготовляют с шевронным зубом, что способствует более спокойному плавному ходу шестерен. Шестерни с прямым цилиндрическим зубом имеют низкий коэффициент зацепления и не обеспечивают плавного хода, кроме того, их прочность ниже. В кинематических схемах современных каландров (рис.22) предусмотрена возможность плавного регулирования фрикции в каждом валковом зазоре. Это достигается индивидуальным приводом каждого валка от электродвигателя 1, через блок-редуктор 3. Использование универсальных шпинделей 4 позволяет передавать крутящий момент к валкам 5 при значительных изменениях зазоров между ними, при этом получаются листовые и пленочные материалы, более равномерные по толщине.


Механизм регулирования зазора между валками аналогичен такому же устройству для вальцов. В современных каландрах для достижения автоматического регулирования зазора механизм перемещения каждого подшипника валка имеет самостоятельный привод с индивидуальной системой управления, таким образом осуществляется индивидуальное или совместное регулирование зазоров за счет перемещения одного или двух корпусов.
На величину зазора между валками влияет распорное усилие Р, деформирующее валок (рис.23). Под действием этого усилия валок прогибается, и толщина листов и пленок становится неравномерной по ширине. Поэтому при каландровании необходимо компенсировать этот прогиб.

Рис.23. Деформация валков без нагрузки (а) и при нагрузке (б) под действием распорных усилий.
Существует три основных способа компенсации прогиба валков.

Рис.24.Деформация бомбированных валков без нагрузки (а) и при нагрузке (б).
В многовалковом каландре неравенство прогибов потребовало бы различную величину бомбировки всех валков. Поэтому и были разработаны другие методы, обеспечивающие более широкие возможности регулирования профиля изделия.
Контризгиб валков заключается в том, что к концам валков прикладываются дополнительные силы, которые можно изменять по величине и направлению. В зависимости от направления рабочая часть валка прогнется либо вверх, либо вниз. Конструктивно эта схема выполняется таким образом: по концам валков консольно устанавливают дополнительные подшипники, на которые с помощью гидроцилиндров с плунжерами прикладываются определенные усилия (рис.25). Недостаток этого метода состоит в значительной величине прикладываемого усилия, что вызывает дополнительные затраты мощности для преодоления трения в подшипниках и ухудшает условия работы машины. Поэтому данный метод не нашел широкого применения в производственных условиях.

Рис.25. Схема контризгиба валков.

Рис.26. Схема перекрещивания валков.
Вспомогательные устройства. Любой каландр снабжают рядом вспомогательных устройств: закаточными и размоточными приспособлениями, питательными транспортерами, охлаждающими барабанами и т. д.
Для закатки полученных листов и заготовок применяются различные закаточные (материал закатывается в рулон) и раскаточные устройства, которые можно условно разделить на две группы:

Для непрерывности работы каландра (легко посчитать, что при толщине листа примерно 3мм и скорости каландрования 30м/мин рулон диаметром 800мм образуется за 5-6мин) применяют закаточные устройства с двойной закаткой. В этом случае после закатки одного рулона можно, повернув раму закаточного приспособления, передать отрезанный конец на свободную ось.

Валковое оборудование
Валковое оборудование – это устройства, в которых валки, расположенные в горизонтальной плоскости, являются ключевым рабочим органом. Валки производятся из высококачественного кокильного чугуна. Отливки, сделанные в такой способ, имеют очень плотную мелкозернистую структуру и высокие механические свойства, что позволяет валкам эффективно справляться с материалами любой твердости.
Виды валкового оборудования
В отечественной промышленности активно используется валковые установки нескольких типов:
лабораторное валковое оборудование. Такая техника широко используется исследовательскими центрами, университетами, заводскими и геологическими лабораториями, проводящими работы по исследованию твердого природного и техногенного сырья;
подогревательное оснащение. Система управления такого устройства позволяет выполнять нагрев и охлаждение валков до указанной температуры. Применяется оно на предприятиях химической промышленности, предприятиях стройматериалов, на производстве искусственных кож и пленочных материалов;
смесительное оборудование смешивает полимерные материалы с разнообразными ингредиентами;
смесительно-подогревательные комплексы используются для смешивания полимеров с другими компонентами, пластикации (технического процесса резинового производства, облегчающего дальнейшую переработку материалов) и подогрева смеси перед ее дальнейшей обработкой;
дробильное валковое оборудование имеет очень широкое производственное применение. Такая техника дробит и перетирает жесткие частицы в пластичных смесях, измельчает и размалывает старую резину и древесину;
размалывающие механизмы. С их помощью размалывают старые резиновые изделия, отходы резины;
рафинирующее валковое оборудование очищает регенерат и резиновые смеси от посторонних включений.
Валковое оборудование, каландры и полимерные изделия
Одной из самых обширных сфер применения валкового оборудования является переработка полимерных материалов (резины, пластмассы и прочее) в готовые изделия, заготовки или реализация определенной стадии процесса получения полимерного материала. Под такими процессами подразумевается деформирование или дробление материала в пространстве зазора между цилиндрическими валками, которые непрерывно вращаются в рабочем режиме. Все валки расположены параллельно, а вот их количество и размеры зависят от прямого предназначения конкретной валковой машины. Чтобы посмотреть подробнее, какие механизмы и машины задействованы, можно, например перейти на сайт ярославской компании КБ Полимермаш или иных приозводителей.
Валковую технику, которую применяют в изготовлении полимерных материалов и на первых стадиях обработки материалов, называют вальцами, а сам вид работы – вальцеванием. Производством готовых изделий или полуфабрикатов для придания исходным материалам определенной формы занимаются каландры (каландрование). В вальцах и каландрах обрабатываемый материал поддают механическому воздействию валков исключительно в области зазора между валками.

Полимерные материалы на валковых установках поддаются типичным для подобных механизмов видам обработки:
Пластикации (повышению пластичности материала), смещению (достижению однородности размещения компонентов в сложной системе), диспергированию (уменьшению стандартных параметров элементов неоднородной системы).
Нагреванию (часто перед тем, как погрузить материал в перерабатывающую машину, его нужно подогреть до определенной температуры).
Рафинированию (очистке от больших инородных компонентов).
Производству листов или пленок.
Покрыванию слоистых основ полимерами.
Получению многослойных листов полимерных материалов.
Профилированию заготовок, улучшению поверхности или нанесению изображения на пленочные основы.
На видео показан пример работы каландра
Валковые машины: каландры
Рассмотрим в качестве примера устройство четырехвалкового универсального каландра, предназначенного для листования смеси, промазки и обкладки ткани с одной или двух сторон слоем резиновой смеси (рис.16). Каландр состоит из двух чугунных станин 2, смонтированных на общей фундаментной плите 1. Станины соединены траверсой 5. В проемах станин размещены корпуса подшипников 3 скольжения или качения (в зависимости от назначения каландра). В подшипниках вращаются в разные стороны валки 4, расположенные по Г-образной схеме. Подшипники среднего приводного валка неподвижно закреплены в станинах. Подшипники нижнего, верхнего и выносного валков можно перемещать при регулировании зазора между валками с помощью механизмов 6, состоящих из двухступенчатого червячного редуктора, двухскоростного электродвигателя и двух винтов, устанавливаемых на каждой стороне подвижного валка.
Резиновая смесь подается в зазор между верхним и выносным валком при листовании или односторонней обкладке. В случае двухсторонней обкладки резиновая смесь дополнительно поступает в зазор между нижним и средним валком.
Для непрерывной и равномерной подачи резиновой смеси на каландрах используется специальное устройство, состоящее из ленточного транспортера, подающего на каландр срезанную с валков резиновую ленту, и эксцентрикового механизма, сообщающего транспортеру колебательное движение для равномерной раскладки ленты вдоль рабочего зазора. Смазка валковых подшипников (жидкая или густая) поступает централизованно, от масляной станции. Безопасность работы гарантируется аварийным тормозным устройством, которое состоит из двух тросиков, натянутых по обеим сторонам машины. Один конец тросика закреплен неподвижно, а второй соединен с конечным выключателем. При нажатии на тросик аварийного устройства происходит электродинамическое торможение, и каландр автоматически останавливается не более, чем за 1/4 оборота среднего валка.
Валки каландров приводятся в движение от электродвигателя через эластичную муфту, редуктор, зубчатую муфту, блок-редуктор и универсальные шпиндели или от электродвигателя через коническо-цилиндрический редуктор посредством приводных и функциональных шестерен.
В последние годы широкое распространение получили конструкции каландров с треугольным (трехвалковые) и S-образные (четырехвалковые) расположением валков.
Каландр 3-710-1800 кордный с треугольным расположением валков (рис. 17) применяется для односторонней обкладки корда в линии для обкладки корда резиновой смесью на шинных заводах. Ниже приведена техническая характеристика каландров:
Основные узлы и детали. Валки являются главным рабочим органом каландра и так же, как и валки вальцов, подвергаются действию значительных распорных усилий. Валки каландров изготовляют полыми, а внутреннюю их поверхность растачивают. Теплоноситель подводится во внутреннюю часть валка. Рабочую поверхность валков резинообрабатывающих каландров необходимо шлифовать, так как поверхность резиновых листов, выпускаемых каландровым методом должна быть гладкой. При этом очень высокая чистота обработки поверхности не производится во избежание чрезмерного прилипания резиновых листов к валкам. Рабочую поверхность валков машин для переработки термопластов полируют. Валки изготовляют из высококачественного чугуна с отбеленной рабочей поверхностью бочки. Размеры валков каландров нормализованны. В последние годы с целью ускорения нагрева наружной поверхности, улучшения регулирования теплового режима и уменьшения тепловой инерции валки выполняют со сверлеными по периферии каналами. Каналы равномерно расположены по окружности на расстоянии 25-40 мм от поверхности валка. Диаметр каналов 30-40 мм. Увеличение скорости движения теплоносителя позволяет существенно увеличить коэффициент теплопередачи и улучшить условия теплообмена.
Сменная оболочка может быть цельной(стакан)или разъемной(скорлупа). В последнем случае оболочка 3 имеет разъем по диаметральной плоскости. Проворачиванию ее на корпусе 5 препятствуют длинные шпонки 4 на каждой половине оболочки. Закрепление оболочки на корпусе валка осуществляется посредством кольцевой гайки 2 с контргайкой 1, прижимающих оболочку к специальному бурту корпуса. Во избежание отвертывания гайки резьба на корпусе имеет направление, обратное вращению.
Подшипники каландров воспринимают значительные нагрузки от распорных усилий. В старых конструкциях каландров, а также в некоторых современных машинах, работающих при значительных нагрузках, установлены подшипники скольжения с бронзовыми вкладышами. В современных каландрах используют роликовые подшипники качения. В тяжелых условиях работы, вызываемых большими распорными усилиями, на каландрах возможно применение многорядных радиально-упорных роликоподшипников, способных воспринимать большие радиальные нагрузки в сочетании с относительно небольшими двухсторонними осевыми нагрузками.
Станина, установленная на фундаментной плите, воспринимает все статические и динамические нагрузки, возникающие при работе. Форма и размеры станины зависят от типоразмеров валков и схемы их расположения. В качестве конструкционного материала используется чугун СЧ12-28, СЧ15-28, СЧ18-36 (ГОСТ 1412-70).
Привод валков 4 в старых конструкциях был реализован по схеме от центрального электродвигателя 1 и редуктора 2 через приводные 3 и фрикционные зубчатые шестерни 5 (рис. 21). Шестерни каландра изготовляют с шевронным зубом, что способствует более спокойному плавному ходу шестерен. Шестерни с прямым цилиндрическим зубом имеют низкий коэффициент зацепления и не обеспечивают плавного хода, кроме того, их прочность ниже. В кинематических схемах современных каландров (рис.22) предусмотрена возможность плавного регулирования фрикции в каждом валковом зазоре. Это достигается индивидуальным приводом каждого валка от электродвигателя 1, через блок-редуктор 3. Использование универсальных шпинделей 4 позволяет передавать крутящий момент к валкам 5 при значительных изменениях зазоров между ними, при этом получаются листовые и пленочные материалы, более равномерные по толщине.
Механизм регулирования зазора между валками аналогичен такому же устройству для вальцов. В современных каландрах для достижения автоматического регулирования зазора механизм перемещения каждого подшипника валка имеет самостоятельный привод с индивидуальной системой управления, таким образом осуществляется индивидуальное или совместное регулирование зазоров за счет перемещения одного или двух корпусов.
На величину зазора между валками влияет распорное усилие Р, деформирующее валок (рис.23). Под действием этого усилия валок прогибается, и толщина листов и пленок становится неравномерной по ширине. Поэтому при каландровании необходимо компенсировать этот прогиб.
Рис.23. Деформация валков без нагрузки (а) и при нагрузке (б) под действием распорных усилий.
Существует три основных способа компенсации прогиба валков.
Рис.24.Деформация бомбированных валков без нагрузки (а) и при нагрузке (б).
В многовалковом каландре неравенство прогибов потребовало бы различную величину бомбировки всех валков. Поэтому и были разработаны другие методы, обеспечивающие более широкие возможности регулирования профиля изделия.
Контризгиб валков заключается в том, что к концам валков прикладываются дополнительные силы, которые можно изменять по величине и направлению. В зависимости от направления рабочая часть валка прогнется либо вверх, либо вниз. Конструктивно эта схема выполняется таким образом: по концам валков консольно устанавливают дополнительные подшипники, на которые с помощью гидроцилиндров с плунжерами прикладываются определенные усилия (рис.25). Недостаток этого метода состоит в значительной величине прикладываемого усилия, что вызывает дополнительные затраты мощности для преодоления трения в подшипниках и ухудшает условия работы машины. Поэтому данный метод не нашел широкого применения в производственных условиях.
Рис.25. Схема контризгиба валков.
Рис.26. Схема перекрещивания валков.
Вспомогательные устройства. Любой каландр снабжают рядом вспомогательных устройств: закаточными и размоточными приспособлениями, питательными транспортерами, охлаждающими барабанами и т. д.
Для закатки полученных листов и заготовок применяются различные закаточные (материал закатывается в рулон) и раскаточные устройства, которые можно условно разделить на две группы:
Для непрерывности работы каландра (легко посчитать, что при толщине листа примерно 3мм и скорости каландрования 30м/мин рулон диаметром 800мм образуется за 5-6мин) применяют закаточные устройства с двойной закаткой. В этом случае после закатки одного рулона можно, повернув раму закаточного приспособления, передать отрезанный конец на свободную ось.



