Машины для намотки сварочной проволоки
Уже порядка 24-ти лет мы занимаемся разработкой и производством станков для намотки сварочной проволоки. Нами выпускаются: станки для намотки сварочной проволоки на еврокассеты (К-300, К-400 и К-200), станки для перемотки сварочной проволоки во время технологических процессов (например, меднения), вытяжные устройства, несколько видов смоточный устройств, позволяющих сматывать проволоку как с барабанов, так и из бухты, не допуская спутывания и обрыва. Вы не только приобретаете наш станок, но и проходите обучение работе на нем. Бесплатно наши консультанты научат вас писать программы, выполняющие непосредственно те задачи, которые требуются на вашем производстве.
ПОЧЕМУ МЫ ЭТО ВАМ ПРЕДЛАГАЕМ
Лучшими наши станки называем не столько мы, сколько наши покупатели. Десятки предприятий России из года в год обращаются за станками именно к нам.
Проволока на кассете не должна путаться, скручиваться, недопустим «перехлест» витков и избыточная формовка проволоки. В кассете недопустимы «проваленные» витки, скрутки, «бараны». Проволока на кассетах должна иметь одинаковую длину, т.к. сварочные автоматы останавливают для смены всех кассет одновременно, и если длина проволоки будет разной возникнут большие отходы.
Оборудование нашего производства можно адаптировать для любых условий применения. Намоточные станки, смоточные устройства и технологические приспособления выпускаемые нашим предприятием позволяют добиваться превосходных результатов при минимуме затрат.
Процесс перемотки сварочной проволоки на кассеты должен быть разделен на 3 этапа:
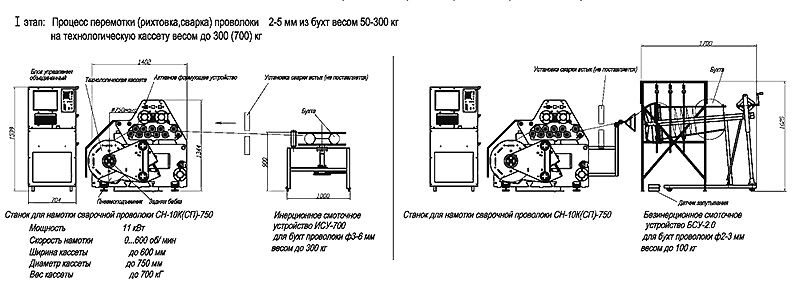
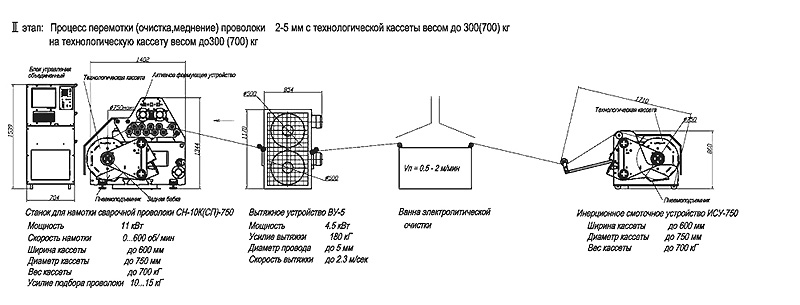
I этап. Перемотка проволоки из бухт весом 50-300 кг на технологическую кассету весом до 300 (700) кг. Применение кассет весом до 300 кг технологически более оправдано, чем применение более тяжелых кассет, т.к. легкую кассету легче изготовить, легче транспортировать, ставить (снимать) на станок; меньше момент инерции, т.е. ее легче разогнать или остановить. Здесь в качестве оборудования предлагаем намоточный станок СН-10К(СП)-750 и смоточные устройства ИСУ-700 и БСУ-2.0.
Назначение первого этапа:
Перемотка проволоки из нескольких бухт на одну большую технологическую кассету с промежуточной сваркой концов проволоки встык, чтобы на следующем этапе (очистка и меднение) не было лишних остановок процесса.
II этап. Перемотка проволоки с технологической кассеты на технологическую кассету через ванну электролитической очистки. В качестве оборудования предлагаем намоточный станок СН-10К(СП)-750, вытяжное устройство ВУ-5 и инерционное смоточное устройство ИСУ-750.
СХЕМА СОСТАВА ЛИНИИ
Первый и второй этапы:
Третий этап: 
СВАРОЧНАЯ ПРОВОЛОКА
Все попытки очищать сварочную проволоку какими-либо способами не принесли результатов. Единственным способом очистки является повторное волочение, что увеличивает себестоимость по сравнению с рядной намоткой на еврокассеты в 2 раза. Любые предложения, которые могут исходить от кого-либо, что при рядной намотке происходит параллельно очистка от ржавчины и смазки, остающейся после волочения (касается неомедненной проволоки), считаем авантюрными.
Наиболее приемлем процесс очистки при помощи фильеры (волоки), при этом необходимо иметь вытяжную машину. Все остальные способы отрицательно сказываются на качестве сварочной проволоки – механическая очистка приводит к мгновенной коррозии очищенной поверхности, износу направляющих и наконечника сварочного аппарата. Химическая очистка также вызывает коррозию проволоки и соприкасающихся с ней деталей, как самого станка, так и кассет, и сварочного аппарата.
Для очистки проволоки при помощи волоки необходим другой технологический процесс, предшествующий намотке на еврокассету.Это можно посмотреть на этом сайте, который посвящен процессу перемотки проволоки, в т.ч. сварочной.
Выпускаемые в течение 20 лет станки СН-10СП-300(200,400) позволяют производить перемотку сварочной проволоки от 0,8 до 2 мм со скоростью до 2000 об/мин (при использовании смотки и разматывании проволоки с технологических катушек), и до 600 об/мин при разматывании проволоки с бухт смоточным устройством БСУ-2.0. Проволоку диаметром 3 мм целесообразно перематывать на кассеты К-400.
Крутящий момент станок обеспечит. Однако смоточное устройство БСУ-2.0 может не обеспечить достаточную производительность, максимум 200 м/мин.
Покупателей сварочных станков, а их более 100, можно найти на сайте www.namotka.com в разделе «Клиенты», которых более 1500.
Для определения необходимой комплектации станка, а соответственно и стоимости, нам необходимо знать максимальную производительность, нужную для Вас, сколько кг рядной проволоки в % соотношении по диаметру Вам необходимо перематывать в смену, месяц, год.
Для более подробной информации по перемотке алюминиевой, нержавеющей, титановой проволоки, их полировке, звоните по тел. +7 (916) 595-595-5.
Стандартная комплектация станка СН-10СП-300(200,400) с оправкой под одну проволочную кассету К-300:
смоточное устройство БСУ-2.0;
датчик запутывания;
система интеллектуальной раскладки;
формующее устройство;
дистанционное управление;
программное устройство;
счетчик витков;
датчик обрыва;
датчик затвора;
немецкий мотор-редуктор;
немецкий шаговый двигатель;
японский преобразователь.
Машины для намотки сварочной проволоки
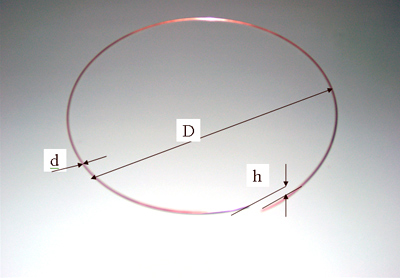
| Для проволоки диам. d=1,6 мм | при намотке на кассету К-300 | — D1500 мм h15 мм |
| Для проволоки диам. d=1,2 мм | при намотке на кассету К-300 | — D800 мм h15 мм |
| Для проволоки диам. d=0,8 мм | при намотке на кассету К-300 при намотке на кассету К-200 | — D500 мм h10 мм — D320 мм h10 мм |
СТАНКИ ДЛЯ РЯДОВОЙ ПРЕЦИЗИОННОЙ НАМОТКИ СТАЛЬНОЙ И ПОРОШКОВОЙ СВАРОЧНОЙ ПРОВОЛОКИ.
Проволока на кассете не должна путаться, скручиваться, недопустим «перехлест» витков и избыточная формовка проволоки. В кассете недопустимы «проваленные» витки, скрутки, «бараны». Проволока на кассетах должна иметь одинаковую длину, т.к. сварочные автоматы останавливают для смены всех кассет одновременно, и если длина проволоки будет разной возникнут большие отходы.
ЛИНИЯ ПО ПРОИЗВОДСТВУ ОМЕДНЕННОЙ ПРОВОЛОКИ НА ЕВРОКАССЕТЫ
Перемотка проволоки из бухт весом 50-300 кг на технологическую кассету весом до 300 (700) кг. Применение кассет весом до 300 кг технологически более оправдано, чем применение более тяжелых кассет, т.к. легкую кассету легче изготовить, легче транспортировать, ставить (снимать) на станок; меньше момент инерции, т.е. ее легче разогнать или остановить. Здесь в качестве оборудования предлагаем намоточный станок СН-10К(СП)-750 и смоточные устройства ИСУ-700 и БСУ-2.0.
Назначение первого этапа:
Перемотка проволоки из нескольких бухт на одну большую технологическую кассету с промежуточной сваркой концов проволоки встык, чтобы на следующем этапе (очистка и меднение) не было лишних остановок процесса.
2 этап
Перемотка проволоки с технологической кассеты на технологическую кассету через ванну электролитической очистки. В качестве оборудования предлагаем намоточный станок СН-10К(СП)-750, вытяжное устройство ВУ-5 и инерционное смоточное устройство ИСУ-750.
3 этап
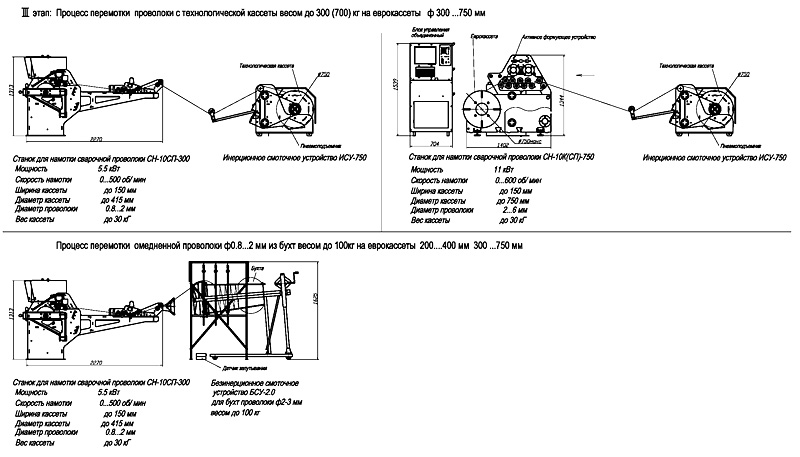
Предложенную технологию можно адаптировать для любых условий применения. Намоточные станки, смоточные устройства и технологические приспособления выпускаемые нашим предприятием позволяют добиваться превосходных результатов при минимуме затрат.
НЕСКОЛЬКО СЛОВ ОБ ОБЕСПЕЧЕНИИ КАЧЕСТВЕННОЙ НАМОТКИ СВАРОЧНОЙ ПРОВОЛОКИ.
Производительность сварки еврокассет – 1-2 минуты, время сборки на кондуктор – 0,5-1 минута.
Стоимость монтажа и пусконаладочных работ составляет 10-15% от стоимости оборудования, обучение персонала на территории исполнителя входит в стоимость оборудования.
Условия оплаты: 50% предоплата, после изготовления приемка станка, после приемки полная оплата и самовывоз, либо отправка контейнером по железной дороге с оплатой по действующим на этот период ценами.
Гарантия – 1 год. Послегарантийное обслуживание, как правило, не требуется.
Намотка осуществляется с использованием «интеллектуального раскладчика», обеспечивающего прецизионную намотку проволоки при больших отклонениях в диаметре и цилиндричности. Имеется дистанционно управляемое формующее устройство, позволяющее менять формовку во время работы. Затвор откидной щечки пушечного типа позволяет снимать и устанавливать кассету за 10-15 секунд.
На станке устанавливается преобразователь Тоshiba (Япония) и редукторы (Россия, г.Барыш), в раскладчике используется шаговый двигатель (Россия, г.Санкт-Петербург.)
Никаких отличий по внешнему виду кассет, намотанных на нашем оборудовании, от импортных нет, за исключением того, что иностранные производители для прецизионной намотки используют прецизионные кассеты и прецизионную проволоку с качественным омеднением.
Мощность, потребляемая нашим станком, составляет 4 кВт, импортного – 35 кВт.
Срок изготовления – 2-3 месяца.
| | ||||||||||||||||||||||||||||||
| Главная | О технологии | Таблицы | Станок СН-10СП-300(200) | Станок СН-10СПП-300 | Станок СН-10К-600 | Устройство БСУ-2.0 | Устройство БСУВ-1.0 | Устройство БСУВ-2.0 | Другие устройства | Написать нам письмо| Адреса и телефоны Copyright © 2006-2011 by ООО «Опытно-конструкторское бюро «Зенин» Станок намотки сварочной проволоки СНП 160.2.СОбрабатываемый материал Временное сопротивление разрыву проволоки: Область применения Технические характеристики бухты Состояние поставки проволоки- бухта т.е не требует дополнительного устройства для срабатывания проволоки. Упаковка бухты- на поддоне. Технические характеристики катушек Технические характеристики станка. Тип станка: специальный, односторонний, переналаживаемый в зависимости от размеров катушек и заданной длины намотки. специальный, односторонний, переналаживаемый в зависимости от заданной длины намотки Режим работы станка Заправка проволоки в станок ручная и крепление на катушке вручную. по двум режимам вручную и автоматически. по заданной длине намотки Заданная длина проволоки от 10 метров до полного окончания длины бухты Задача длины проволоки Кратность задания длины Регулировка скорости намотки безступенчатая от 0 до 3 м в сек Узел отрезки проволоки отсутствует, отрезка вручную Защитное отключение станка автоматическое при перегрузках в электрической сети. напряжение 220 вольт. Защитное отключение станка автоматическое при спутывании проволоки в бухте Возможность распространения Изготовление по заявкам Заказчиков. Проектирование и изготовление аналогов по Техническим заданиям. Цена без НДС. Корректируется в зависимости от комплектации и изменения технических характеристик оборудования по требованиям Заказчика. Станки для навивки (намотки) спиралей RUFFТехнологические ограничения
Навивка выполняется в равномерном режиме. Шаг спирали определяется с учетом толщины исходного материала. Движение рамки вокруг оси оправки происходит поступательно. Энергию обеспечивает так называемый «ходовой винт». Ход рамы либо рабочий, либо возвратный. В первом случае наблюдается средняя скорость, а во втором – увеличенная, что требуется для быстрого возвращения каретки на начальную позицию. Когда достигается нужное число витков, специальное устройство обесточивает привод. Изделие жестко фиксируется. Используемый для крепежа болт выкручивается. Затем осуществляется ослабление и смыкание оправки, откуда снимается спираль. В конце приспособление снова снаряжается. Каретка возвращается в исходное положение, то есть к ограничительному упору станка вместе с концевиком. Функциональность спецоборудования намотки спиралей значительно отличается. В то время как ряд моделей требует человеческого участия, существует множество модификаций электростанков для работы в полностью автоматическом режиме. Станок такого типа позволяет выпускать большие объемы продукции в сжатые сроки. При этом полностью исключается влияние человеческого фактора. В зависимости от модели, комплект поставки электростанков включает пульты управления, столы с правильными каретками, электрические двигатели с редукторами и пр. Для уменьшения отрицательного воздействия на ключевые узлы применяются прочные защитные кожухи. Новейшее оборудование часто оснащается сенсорными экранами для удобной и интуитивно понятной настройки. RUFF KWM/WWM EXECUTIVEСтанок представляет собой автоматизированную машину скоростного типа. Спецоборудование изготавливается немецкой компанией Ruff GmbH и предназначается для беспрерывной навивки. Материал допускается подавать бесконечным потоком. Модификации RUFF KWM и WWM различаются по двум характеристикам – размеру основы и диапазону поперечных сечений. В остальном станки идентичны. Возможность работы с круглыми и плоскими проводами делает их универсальными. Модификации RUFF KWM и WWM различаются по двум характеристикам – размеру основы и диапазону поперечных сечений. В остальном станки идентичны. Возможность работы с круглыми и плоскими проводами делает их универсальными. Станок модели WWM Executive может наматывать спираль только при постоянной подаче или с несколькими линиями подачи. Получить предложение в один клик Машины для намотки сварочной проволокиd, | ПРЕДЕЛЬНОЕ НАТЯЖЕНИЕ, гр | |||||||||||||||||||||||||||||
| ДЛЯ КРУГЛЫХ КАРКАСОВ | ДЛЯ ПРЯМОУГОЛЬНЫХ КАРКАСОВ С СООТНОШЕНИЕМ ГРАНЕЙ 1/2 | ДЛЯ ПРЯМОУГОЛЬНЫХ КАРКАСОВ С СООТНОШЕНИЕМ ГРАНЕЙ 1/3 | ДЛЯ ПРЯМОУГОЛЬНЫХ КАРКАСОВ С СООТНОШЕНИЕМ ГРАНЕЙ 1/4 | |||||||||||||||||||||||||||
| a 1 | b 1 | c 1 | a 2 | b 2 | c 2 | a 3 | b 3 | c 3 | a 4 | b 4 | c 4 | |||||||||||||||||||
| 0,02 | 5 | 2,5 | 1,25 | 2,5 | 1,25 | 0,63 | 1,67 | 0,83 | 0,42 | 1,25 | 0,63 | 0,31 | ||||||||||||||||||
| 0,025 | 7 | 3,5 | 1,75 | 3,5 | 1,75 | 0,88 | 2,33 | 1,17 | 0,58 | 1,75 | 0,88 | 0,44 | ||||||||||||||||||
| 0,03 | 10 | 5 | 2,5 | 5 | 2,5 | 1,25 | 3,33 | 1,67 | 0,83 | 2,5 | 1,25 | 0,63 | ||||||||||||||||||
| 0,032 | 12 | 6 | 3 | 6 | 3 | 1,5 | 4 | 2 | 1 | 3 | 1,5 | 0,75 | ||||||||||||||||||
| 0,036 | 14 | 7 | 3,5 | 7 | 3,5 | 1,75 | 4,67 | 2,33 | 1,17 | 3,5 | 1,75 | 0,88 | ||||||||||||||||||
| 0,04 | 17 | 8,5 | 4,25 | 8,5 | 4,25 | 2,13 | 5,67 | 2,83 | 1,42 | 4,25 | 2,13 | 1,06 | ||||||||||||||||||
| 0,045 | 21 | 10,5 | 5,25 | 10,5 | 5,25 | 2,63 | 7 | 3,5 | 1,75 | 5,25 | 2,63 | 1,31 | ||||||||||||||||||
| 0,05 | 28,5 | 14,25 | 7,13 | 14,25 | 7,13 | 3,56 | 9,5 | 4,75 | 2,38 | 7,13 | 3,56 | 1,78 | ||||||||||||||||||
| 0,06 | 39 | 19,5 | 9,75 | 19,5 | 9,75 | 4,88 | 13 | 6,5 | 3,25 | 9,75 | 4,88 | 2,44 | ||||||||||||||||||
| 0,07 | 50,5 | 25,25 | 12,63 | 25,25 | 12,63 | 6,31 | 16,83 | 8,42 | 4,21 | 12,63 | 6,31 | 3,16 | ||||||||||||||||||
| 0,08 | 64 | 32 | 16 | 32 | 16 | 8 | 21,33 | 10,67 | 5,33 | 16 | 8 | 4 | ||||||||||||||||||
| 0,09 | 78 | 39 | 19,5 | 39 | 19,5 | 9,75 | 26 | 13 | 6,5 | 19,5 | 9,75 | 4,88 | ||||||||||||||||||
| 0,1 | 94 | 47 | 23,5 | 47 | 23,5 | 11,75 | 31,33 | 15,67 | 7,83 | 23,5 | 11,75 | 5,88 | ||||||||||||||||||
| 0,15 | 190 | 95 | 47,5 | 95 | 47,5 | 23,75 | 63,33 | 31,67 | 15,83 | 47,5 | 23,75 | 11,88 | ||||||||||||||||||
| 0,2 | 310 | 155 | 77,5 | 155 | 77,5 | 38,75 | 103,33 | 51,67 | 25,83 | 77,5 | 38,75 | 19,38 | ||||||||||||||||||
| 0,25 | 455 | 227,5 | 113,75 | 227,5 | 113,75 | 56,88 | 151,67 | 75,83 | 37,92 | 113,75 | 56,88 | 28,44 | ||||||||||||||||||
| 0,3 | 620 | 310 | 155 | 310 | 155 | 77,5 | 206,67 | 103,33 | 51,67 | 155 | 77,50 | 38,75 | ||||||||||||||||||
| 0,35 | 805 | 402,5 | 201,25 | 402,5 | 201,25 | 100,63 | 268,33 | 134,17 | 67,08 | 201,25 | 100,63 | 50,31 | ||||||||||||||||||
| 0,4 | 1025 | 512,5 | 256,25 | 512,5 | 256,25 | 128,13 | 341,67 | 170,83 | 85,42 | 256,25 | 128,13 | 64,06 | ||||||||||||||||||
| 0,45 | 1250 | 625 | 312,5 | 625 | 312,5 | 156,25 | 416,67 | 208,33 | 104,17 | 312,5 | 156,25 | 78,13 | ||||||||||||||||||
| 0,5 | 1490 | 745 | 372,5 | 745 | 372,5 | 186,25 | 496,67 | 248,33 | 124,17 | 372,5 | 186,25 | 93,13 | ||||||||||||||||||
| 0,6 | 2050 | 1025 | 512,5 | 1025 | 512,5 | 256,25 | 683,33 | 341,67 | 170,83 | 512,5 | 256,25 | 128,13 | ||||||||||||||||||
| 0,7 | 2650 | 1325 | 662,5 | 1325 | 662,5 | 331,25 | 883,33 | 441,67 | 220,83 | 662,5 | 331,25 | 165,63 | ||||||||||||||||||
| 0,8 | 3350 | 1675 | 837,5 | 1675 | 837,5 | 418,75 | 1116,67 | 558,33 | 279,17 | 837,5 | 418,75 | 209,38 | ||||||||||||||||||
| 0,9 | 4100 | 2050 | 1025 | 2050 | 1025 | 512,5 | 1366,67 | 683,33 | 341,67 | 1025 | 512,5 | 256,25 | ||||||||||||||||||
| 1 | 5000 | 2500 | 1250 | 2500 | 1250 | 625 | 1666,67 | 833,33 | 416,67 | 1250 | 625 | 312,5 | ||||||||||||||||||
| 1,5 | 10000 | 5000 | 2500 | 5000 | 2500 | 1250 | 3333,33 | 1666,67 | 833,33 | 2500 | 1250 | 625 | ||||||||||||||||||
| 2 | 16500 | 8250 | 4125 | 8250 | 4125 | 2062,5 | 5500 | 2750 | 1375 | 4125 | 2062,5 | 1031,25 | ||||||||||||||||||
| 2,5 | 24500 | 12250 | 6125 | 12250 | 6125 | 3062,5 | 8166,67 | 4083,33 | 2041,67 | 6125 | 3062,5 | 1531,25 | ||||||||||||||||||
| 3 | 34000 | 17000 | 8500 | 17000 | 8500 | 4250 | 11333,33 | 5666,67 | 2833,33 | 8500 | 4250 | 2125 | ||||||||||||||||||
ТАБЛИЦА НЕКОТОРЫХ ПАРАМЕТРОВ КРУГЛОГО МЕДНОГО ПРОВОДА (С ИЗОЛЯЦИЕЙ)
| Диаметр (по меди), мм | Диаметр с изоляцией (1 слой), min | Диаметр с изоляцией (2 слоя), min | Удельное сопротивление, Ом/м | Площадь поперечного сечения (по меди), мм2 | Удельный вес, кг/1000 м | Относительное удлиннение (min), % | ||
| 0,02 | 0,023 | 0,025 | 0,025 | 0,027 | 54,14 | 0,00031 | 0,0028 | 6 |
| 0,025 | 0,028 | 0,031 | 0,032 | 0,034 | 34,82 | 0,00049 | 0,0044 | 7 |
| 0,03 | 0,034 | 0,038 | 0,039 | 0,041 | 24,18 | 0,0007 | 0,0063 | 8 |
| 0,032 | 0,036 | 0,04 | 0,041 | 0,043 | 21,25 | 0,0008 | 0,0072 | 9 |
| 0,036 | 0,04 | 0,045 | 0,045 | 0,049 | 16,79 | 0,00101 | 0,0091 | 9 |
| 0,04 | 0,044 | 0,05 | 0,05 | 0,054 | 13,6 | 0,00123 | 0,0112 | 9 |
| 0,045 | 0,05 | 0,056 | 0,055 | 0,061 | 10,75 | 0,00159 | 0,0142 | 10 |
| 0,05 | 0,056 | 0,062 | 0,062 | 0,068 | 8,706 | 0,00196 | 0,0175 | 10 |
| 0,056 | 0,062 | 0,069 | 0,068 | 0,076 | 6,94 | 0,00246 | 0,022 | 12 |
| 0,06 | 0,066 | 0,074 | 0,073 | 0,081 | 6,046 | 0,00282 | 0,0252 | 12 |
| 0,063 | 0,068 | 0,078 | 0,077 | 0,085 | 5,484 | 0,00311 | 0,0278 | 12 |
| 0,071 | 0,076 | 0,088 | 0,087 | 0,095 | 4,318 | 0,00395 | 0,0354 | 13 |
| 0,08 | 0,088 | 0,098 | 0,099 | 0,105 | 3,401 | 0,0502 | 0,0449 | 14 |
| 0,09 | 0,098 | 0,11 | 0,109 | 0,117 | 2,687 | 0,00636 | 0,0568 | 15 |
| 0,1 | 0,109 | 0,121 | 0,121 | 0,129 | 2,176 | 0,00758 | 0,0701 | 16 |
| 0,106 | 0,115 | 0,127 | 0,128 | 0,136 | 1,937 | 0,00882 | 0,0788 | 17 |
| 0,112 | 0,122 | 0,134 | 0,135 | 0,143 | 1,735 | 0,00985 | 0,088 | 17 |
| 0,118 | 0,128 | 0,142 | 0,142 | 0,15 | 1,563 | 0,01093 | 0,0977 | 18 |
| 0,125 | 0,135 | 0,149 | 0,147 | 0,159 | 1,393 | 0,01227 | 0,1096 | 18 |
| 0,132 | 0,143 | 0,157 | 0,157 | 0,167 | 1,249 | 0,01368 | 0,1222 | 18 |
| 0,14 | 0,152 | 0,166 | 0,164 | 0,176 | 1,11 | 0,01539 | 0,1375 | 18 |
| 0,15 | 0,163 | 0,177 | 0,174 | 0,187 | 0,9673 | 0,01767 | 0,1578 | 19 |
| 0,16 | 0,173 | 0,187 | 0,185 | 0,199 | 0,8502 | 0,0201 | 0,1795 | 19 |
| 0,17 | 0,184 | 0,198 | 0,196 | 0,21 | 0,7531 | 0,02269 | 0,2027 | 20 |
| 0,18 | 0,195 | 0,209 | 0,206 | 0,222 | 0,6718 | 0,02544 | 0,2272 | 20 |
| 0,19 | 0,204 | 0,22 | 0,217 | 0,233 | 0,6029 | 0,02835 | 0,2532 | 21 |
| 0,2 | 0,216 | 0,23 | 0,227 | 0,245 | 0,5441 | 0,03141 | 0,2805 | 21 |
| 0,212 | 0,229 | 0,243 | 0,24 | 0,258 | 0,4843 | 0,03529 | 0,3152 | 22 |
| 0,224 | 0,242 | 0,256 | 0,252 | 0,272 | 0,4338 | 0,0394 | 0,3519 | 22 |
| 0,236 | 0,254 | 0,268 | 0,266 | 0,286 | 0,3908 | 0,04374 | 0,3906 | 22 |
| 0,25 | 0,268 | 0,284 | 0,279 | 0,301 | 0,3482 | 0,04908 | 0,4383 | 22 |
| 0,265 | 0,285 | 0,299 | 0,295 | 0,317 | 0,3099 | 0,05515 | 0,4925 | 23 |
| 0,28 | 0,301 | 0,315 | 0,31 | 0,334 | 0,2776 | 0,06157 | 0,5499 | 23 |
| 0,3 | 0,322 | 0,336 | 0,333 | 0,355 | 0,2418 | 0,07068 | 0,6312 | 23 |
| 0,315 | 0,336 | 0,352 | 0,349 | 0,371 | 0,2193 | 0,07793 | 0,6959 | 23 |
| 0,335 | 0,358 | 0,374 | 0,37 | 0,392 | 0,1939 | 0,08814 | 0,7871 | 24 |
| 0,355 | 0,377 | 0,395 | 0,392 | 0,414 | 0,1727 | 0,09897 | 0,8839 | 24 |
| 0,375 | 0,398 | 0,416 | 0,413 | 0,435 | 0,1548 | 0,11044 | 0,9863 | 24 |
| 0,4 | 0,424 | 0,442 | 0,438 | 0,462 | 0,136 | 0,12566 | 1,1222 | 24 |
| 0,425 | 0,45 | 0,468 | 0,465 | 0,489 | 0,1205 | 0,14186 | 1,2668 | 25 |
| 0,45 | 0,475 | 0,495 | 0,49 | 0,516 | 0,1075 | 0,15904 | 1,4203 | 25 |
| 0,475 | 0,5 | 0,522 | 0,517 | 0,543 | 0,09646 | 0,1772 | 1,5824 | 26 |
| 0,5 | 0,526 | 0,548 | 0,543 | 0,569 | 0,08706 | 0,19634 | 1,7534 | 26 |
| 0,53 | 0,556 | 0,58 | 0,575 | 0,601 | 0,07748 | 0,22061 | 1,9701 | 26 |
| 0,56 | 0,587 | 0,611 | 0,606 | 0,632 | 0,0694 | 0,2463 | 2,1995 | 26 |
| 0,6 | 0,626 | 0,654 | 0,648 | 0,674 | 0,06046 | 0,28274 | 0,2549 | 27 |
| 0,63 | 0,658 | 0,684 | 0,678 | 0,706 | 0,05484 | 0,31172 | 2,7837 | 27 |
| 0,67 | 0,698 | 0,728 | 0,72 | 0,748 | 0,04849 | 0,35256 | 3,1484 | 28 |
| 0,71 | 0,739 | 0,767 | 0,762 | 0,79 | 0,04318 | 0,39591 | 3,5356 | 28 |
| 0,75 | 0,779 | 0,809 | 0,802 | 0,832 | 0,03869 | 0,44178 | 3,9451 | 29 |
| 0,8 | 0,829 | 0,861 | 0,853 | 0,885 | 0,03401 | 0,50265 | 4,4887 | 29 |
| 0,85 | 0,579 | 0,913 | 0,905 | 0,937 | 0,03012 | 0,56744 | 5,0673 | 29 |
| 0,9 | 0,929 | 0,965 | 0,956 | 0,99 | 0,02687 | 0,63617 | 5,681 | 29 |
| 0,95 | 0,979 | 1,017 | 1,007 | 1,041 | 0,02412 | 0,70882 | 6,3298 | 30 |
| 1 | 1,03 | 1,068 | 1,059 | 1,093 | 0,02176 | 0,78539 | 7,0136 | 30 |
| 1,06 | 1,09 | 1,13 | 1,123 | 1,155 | 0,01937 | 0,88247 | 7,8805 | 31 |
| 1,12 | 1,15 | 1,192 | 1,181 | 1,217 | 0,01735 | 0,9852 | 8,7979 | 31 |
| 1,18 | 1,21 | 1,254 | 1,241 | 1,279 | 0,01563 | 1,09358 | 9,7657 | 31 |
| 1,25 | 1,281 | 1,325 | 1,313 | 1,351 | 0,01393 | 1,22718 | 10,9587 | 32 |
| 1,32 | 1,351 | 1,397 | 1,385 | 1,423 | 0,01249 | 1,36847 | 12,2205 | 32 |
| 1,4 | 1,433 | 1,497 | 1,466 | 1,506 | 0,0111 | 1,53937 | 13,7466 | 33 |
| 1,5 | 1,533 | 1,581 | 1,568 | 1,608 | 0,00967 | 1,76714 | 15,7806 | 33 |
| 1,6 | 1,633 | 1,683 | 1,669 | 1,711 | 0,0085 | 2,01061 | 17,9548 | 33 |
| 1,7 | 1,733 | 1,785 | 1,771 | 1,813 | 0,00753 | 2,26979 | 20,2693 | 33 |
| 1,8 | 1,832 | 1,888 | 1,87 | 1,916 | 0,00672 | 2,54468 | 22,724 | 33 |
| 1,9 | 1,932 | 1,99 | 1,972 | 2,018 | 0,00603 | 2,83528 | 25,3191 | 33 |
| 2 | 2,032 | 2,092 | 2,074 | 2,12 | 0,0054 | 3,14158 | 28,0544 | 33 |
| 2,12 | 2,154 | 2,214 | 2,195 | 2,243 | 0,00484 | 3,52988 | 31,5219 | 34 |
| 2,24 | 2,274 | 2,336 | 2,316 | 2,366 | 0,00434 | 3,9408 | 35,1914 | 34 |
| 2,36 | 2,393 | 2,459 | 2,436 | 2,488 | 0,00391 | 4,37434 | 36,0629 | 34 |
| 2,5 | 2,533 | 2,601 | 2,577 | 2,631 | 0,00348 | 4,90873 | 43,335 | 34 |
| 2,65 | 2,682 | 2,754 | 2,728 | 2,784 | 0,0031 | 5,51544 | 49,2529 | 34 |
| 2,8 | 2,831 | 2,907 | 2,878 | 2,938 | 0,00278 | 6,1575 | 54,9865 | 34 |
| 3 | 3,03 | 3,11 | 3,078 | 3,142 | 0,00242 | 7,06857 | 63,1224 | 34 |
РЕКОМЕНДАЦИИ ПО НАСТРОЙКЕ РАСКЛАДКИ НА ПРИМЕРЕ НАМОТКИ СВАРОЧНОЙ ПРОВОЛОКИ ДИАМЕТРОМ 1.2 ММ НА МЕТАЛЛИЧЕСКУЮ КАССЕТУ К-300 НА СТАНКЕ СН-10СП-300 С ИНТЕЛЛЕКТУАЛЬНЫМ РАСКЛАДЧИКОМ.
Суть техпроцесса намотки сварочной проволоки виток к витку заключается в укладке витков не по винтовой линии, а прямой. Причем провода последующего слоя укладываются между проводами предыдущего. Эффект укладки проволоки по прямой линии создается путем отставания раскладчика от раскладываемой проволоки (т.е. поджим наматываемых витков к предыдущим в осевом направлении).
Интеллектуальный раскладчик представляет собой два электрических контакта в виде металлических стержней, которые находятся на водиле раскладчика. Между контактами проходит наматываемая проволока. Зазор между стержнями-контактами ориентировочно три диаметра наматываемой проволоки.
Режим интеллектуального раскладчика – это когда раскладка ведется с меньшим шагом от раскладки на диаметр проволоки (ориентировочно 8-9/10 от раскладки на диаметр проволоки).
Этот режим позволяет создавать постоянное отставание раскладчика и поджим витков в осевом направлении. Если раскладка идет, например, вправо, то при касании провода правого контакта раскладчик перемещается вправо до исчезновения контакта. Если проволока находится между контактов, то раскладка идет с записанным (меньшим) шагом раскладки. Если проволока касается левого контакта, то раскладчик стоит на месте. Если меняется направление раскладки, то действия контактов меняется на оборот.
Этот режим позволяет создавать постоянное отставание раскладчика и поджим витков в осевом направлении. Если раскладка идет, например, вправо, то при касании провода правого контакта раскладчик перемещается вправо до исчезновения контакта. Если проволока находится между контактов, то раскладка идет с записанным (меньшим) шагом раскладки. Если проволока касается левого контакта, то раскладчик стоит на месте. Если меняется направление раскладки, то действия контактов меняется на оборот.
Качество намотки первого слоя является фундаментом всей остальной намотки. Витки первого слоя должны быть уложены плотно в осевом направлении.
Настройка водила раскладчика
Ось прохождения проволоки должна быть расположена перпендикулярно оси вала намотки и посредине контактов интеллектуального раскладчика.
Ослабить винты крепления водила на рейке и выставить водило, протянув через него проволоку. Затянуть винты крепления водила на рейке.
Ослабить винты крепления интеллектуального раскладчика на водиле и, смещая узел интеллектуального раскладчика вправо или влево, установить его так, чтобы проволока находилась посредине контактов. Затянуть винты крепления.
Перевести кнопками раскладчик с протянутой проволокой к правой щеке и установить так, чтобы проволока лежала на внутренней поверхности правой щеки и посредине контактов интеллектуального раскладчика. Подвести к раскладчику правый концевик до касания с контактом.
Программа намотки сварочной проволоки диам. 1.2 мм на металлическую кассету К-300 на станке СН-10СП 300 с интеллектуальным раскладчиком. Скорость намотки ручная.
Таблица параметров намотки с комментариями
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
Программа 1 (последовательность из секций)
Внимание: Во время намотки проволоки возникают большие осевые нагрузки на щеки оправки (в пределах 2-3 т). Поэтому прижим правой щеки должен быть настроен так, чтобы к концу намотки кассеты расстояние между щеками не увеличивалось более 0,3-0,4 мм.
| |
| Главная | О технологии | Таблицы | Станок СН-10СП-300(200) | Станок СН-10СПП-300 | Станок СН-10К-600 | Устройство БСУ-2.0 | Устройство БСУВ-1.0 | Устройство БСУВ-2.0 | Другие устройства | Написать нам письмо| Адреса и телефоны Copyright © 2006-2011 by ООО «Опытно-конструкторское бюро «Зенин»  Когда мы говорим о двигателе автомобиля, мы обычно  Когда мы садимся за руль автомобиля, мы полагаемся  Когда мы садимся за руль автомобиля, первое, что берем |
