ОКОФ: 330.28.41.31 — Машины гибочные, кромкогибочные и правильные для.
| Классификатор | Код | Расшифровка | Число дочерних кодов |
|---|---|---|---|
| ОКОФ | 330.28.41.31 | Машины гибочные, кромкогибочные и правильные для обработки металлов | 3 |
Код 330.28.41.31 включён в классификацию основных средств:
| Группа | Раздел | Сроки амортизации | Примечание |
|---|---|---|---|
| Пятая группа | Машины и оборудование | имущество со сроком полезного использования свыше 7 лет до 10 лет включительно |
Уточняющие коды
Запись в классификаторе с кодом 330.28.41.31 содержит 3 уточняющих (дочерних) кода.
| 330.28.41.31.110 | Машины гибочные металлообрабатывающие |
| 330.28.41.31.120 | Машины кромкогибочные металлообрабатывающие |
| 330.28.41.31.130 | Машины правильные металлообрабатывающие |
Схема
Схема иерархии в классификаторе ОКОФ для кода 330.28.41.31:
Комментарии
По коду 330.28.41.31 классификатора ОКОФ пока нет комментариев пользователей.
Оставьте комментарий, если 1) у вас есть дополнительная информация по коду классификатора, 2) заметили ошибки и неточности, 3) хотите задать вопрос, ответ на который могут дать другие пользователи сайта.
Все поля формы обязательны для заполнения. При отправке комментария Вы соглашаетесь с политикой конфиденциальности.
Виды станков для гибки листового металла
Технологический процесс гибки металлических листов считается одним из популярнейших на производстве металлоконструкций. Таким способом изготавливаются зажимы, отливы, доборы, коньки, элементы кровли, детали для металлоконструкций. Для того чтобы согнуть такой твердый материал как металл нужен гибочный станок для листового металла.

Конструкция и сферы применения листогибочного станка
Станки для гибки листового металла применяются в домашних мастерских, на заводах. Устройства имеют одинаковый принцип работы. Изменяются только тип привода. Конструкция листогиба:
Листогибы комплектуются специальным ножом для разрезания металлических листов. Он представляет собой отдельный инструмент, который навешивается на станок. Мастеру нужно приложить усилия, чтобы провести им по всей ширине заготовки. Острые диски разрежут тонколистовой материал по выставленному размеру.
Листогибы применяются в разных направлениях промышленности:
Разновидности и конструкция гибочных станков
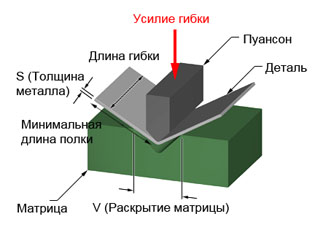
Универсальный гибочный станок
Универсальный. При работе этого станка, лист укладывают в закрепленную матрицу и при содействии пуансона ему придают требуемую форму. Пуансоны выполняют в нескольких исполнения, которые отличаются друг от друга формой и размерами, например, углом. На матрице, как правило, выполняют паз в форме угла.
Универсальные прессы легко перенастраиваются и способны решить множество технологических задач.
Поворотный. Этот станок состоит из траверсы, так называют гибочную балку, гибочной балки и заднего упора. Прижимная балка необходима для фиксации листа металла к станине. Сгибание листа осуществляет гибочная балка. По сути, она и есть главный рабочий элемент этого станка.
 Ротационный гибочный станок
Ротационный гибочный станок 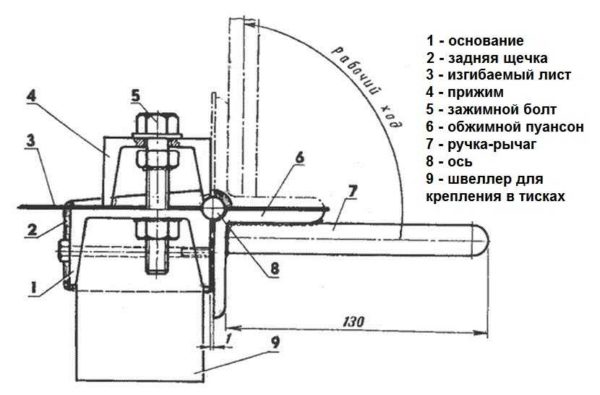 Поворотно-гибочный станок
Поворотно-гибочный станок
Ротационный. В конструкцию такого оборудования может входить несколько валов (валков). Они вращаются вокруг своей оси. Кроме того рабочие валки могут перемещаться в вертикальной плоскости. Лист металла помещают в пространство между валами и перемещая их по вертикали регулируют будущий радиус гибки. После того, как лист пройдет между вращающимися валами он получит требуемую форму.
Станок для гибки металла может работать от мускульной силы человека, гидравлического, пневматического, электрического (электромеханического) или механического привода.
Для работы с металлом небольшой толщины применяют фальцегибочные или фальцепрокатные станки. Их широко применяют при работе с кровельным листом, создании вентиляционных коробов и пр.
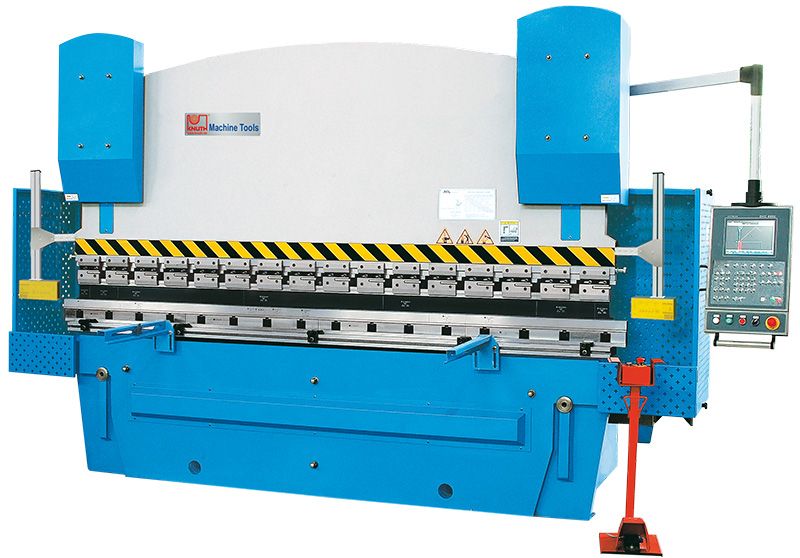
Виды гибочных станков

В состав гибочных станков входит угломер. Его применяют при установке угла, под которым должен быть изогнут лист. Кроме этого узла, не последнюю роль играют ограничители, регулирующие предельную высоту получаемого изделия.
Рабочая длина гибки и предельная толщина металла у каждого типа станка строго индивидуальна.
На практике применяют следующие типы гибочных станков.

Ручное оборудование для гибки металла
Ручное оборудование обладает небольшими габаритами, может быть легко перевезено из одного места в другое. Его применяют на единичном производстве. На ручных станках выполняют работы по получению деталей, выполненных из разных материалов, например, алюминия, меди, оцинкованной стали. Работа на таком станке не требует какой-либо специальной подготовки.

Электромеханическое оборудование для гибки металла
Механическое оборудование использует в своей работе энергию маховика, специально для этого раскручиваемый. Станки с электромеханическим приводом работают за счет приводной станции, которые включают в свой состав электрический двигатель, редуктор, ремни или цепи. Гидравлические агрегаты работают от энергии получаемой от гидравлического цилиндра.

Кстати, для бережного гиба листов, особенно тех, на которые нанесено покрытие, применяют листогибы, применяющие сжатый воздух.
Существуют и такие устройства, как электромагнитные. Их довольно часто применяют при изготовлении ящиков и коробов. Рабочим инструментом в таком оборудовании являются мощные электромагниты, под воздействием которых происходит гибка листа.
Преимущества и недостатки гибочных станков
Расчет усилия гибки позволяет создать прочное изделие
Применение гибочных станков позволяет создавать цельные конструкции, причем в составе такого изделия возможно получение разносторонних гибов и углов.
Но, надо понимать и то, что гибочное оборудование довольно дорого стоит. Операции по изгибу листов обладают высокой трудоемкостью, особенно если эти работы выполняют на оборудовании, предназначенном для ручных работ.
Но перечисленные недостатки с лихвой компенсируются качеством получаемых изделий.
Принцип работы различных листогибочных станков
Технологическое оборудование, применяемое на современном производстве по созданию металлических конструкций, позволяет получать из листового материала готовые детали с разными габаритами и формами.
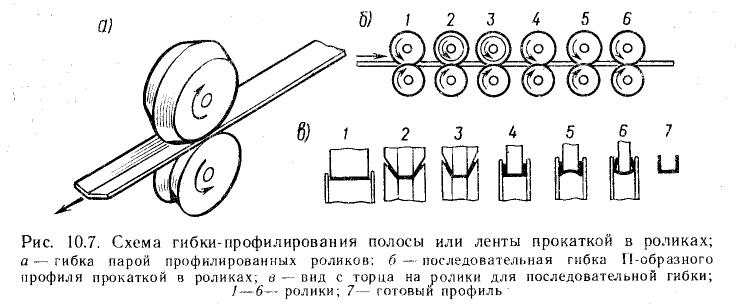
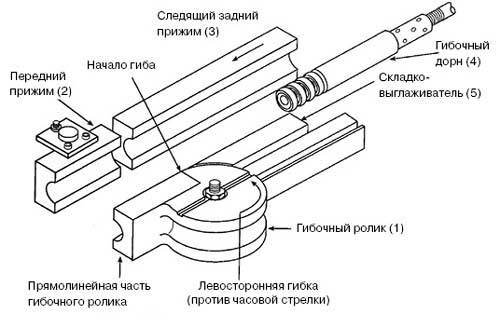
Гибка прокаткой в роликах
Ручные листогибы
Эти конструкции имеют ряд особенностей, в частности, у них существуют ограничения на глубину закладки заготовки, максимальной толщины металла, его шириной, точнее длиной гибки. Чем тоньше металл, тем длина гибки больше. Чаще всего, их применяют для гибки тонколистового металла.

Гибка ручным листогибом
Работа ручной установки строится следующим образом:
Верхней балкой лист прижимается к рабочему столу. Необходимый угол гиба получают путем подъема нижней, поворотной балки. Используя это станок необходимо иметь в виду то, что толщина листа, который может быть обработан, не должна превышать 2 мм.
Ручные листогибы обладают небольшой массой, и это позволяет их использовать и в стационарных условиях, и непосредственно на рабочем месте, например, на строительной площадке.
Гидравлические листогибы
Эти станки используют в качестве источника энергии жидкость. Насос, встроенный в систему, он создает избыточное давление, под действием которого плунжер, передвигает подвижную поперечную балку.
Лист, подлежащий обработке, прижимают к рабочему столу, и движение поперечной балки выполняет, правку и гибку листа.
Листогибы этого класса используют для обработки заготовок по всей длине рабочего стола, кроме того, с их помощью выполняют глубокую вытяжку металла.
Гидравлические цилиндры отличаются точностью позиционирования и высокой эффективностью работы. Их применение позволяет контролировать величину перемещения, скорость и движение частей гидравлической системы.
Электромеханические листогибы
Конструкция этого оборудования состоит из станины, поворотной балки для загиба листа. Кроме поворотной балки, на станке устанавливают балку собранную из профильных сенментов, которая прижимает лист. Для безопасности оператора на станке этого типа реализовано педальное управление.

Листогибы этого типа позволяют выполнять гибку металла с большой длиной. Их используют для обработки разных материалов, в том числе оцинковку, холоднокатаную сталь толщиной 2,5 мм.
Станки этого типа задействуют на производстве отливов, подоконников, конструкций для вентиляционных систем.
Гибка металла и ее основные способы
Гибка листа
Следует понимать, что операции гиба металла не ограничиваются работой с листовым металлом. При создании металлоконструкций разного назначения возникает потребность в использовании гнутых труб или профиля.
Радиусная гибка листа
Радиусная гибка листового металла выполняется на вышеописанном оборудовании. При ее исполнении важно подобрать правильный линейный размер заготовки. Проектировщик должен помнить о том, что длина заготовки, должна быть чуть больше, чем длина готовой детали. Это связано со спецификой гибочной операции. Дело в том, что при изменении положения одной части листа относительно другой, внутренние слои металла сжимаются, а наружные вытягиваются. То есть перед тем как выполнять радиусную гибку металла необходимо тщательно просчитать геометрические параметры заготовки.
Для расчета радиуса гиба достаточно использовать табличные данные, которые можно найти практически в любом инженерном справочнике.
Преимущества гибки металла на станках с ЧПУ
Все чаще и чаще использование оборудования, работающего под управлением компьютера, становится нормой, нежели исключение. Такие станки можно увидеть практически на любом производстве, причем, вне зависимости от его масштабов. Использование специализированного ПО, позволяет не только поднять скорость обработки деталей, но и приводит к заметной экономии металла, повышению точности обработки заготовок.
Работа по обработке заготовок на гибочных станках под управлением ЧПУ выглядит следующим образом:
Использование систем управления позволяет добиться определенных преимуществ, перед другими способами обработки металла:
Кроме названных параметров нельзя не упомянуть и то, что работа по изготовлению продукцию может выполняться в режиме 7/24 без привлечения дополнительных человеческих ресурсов.
Гибка металла этапы технологического процесса
Процесс гибки металла состоит из нескольких шагов:
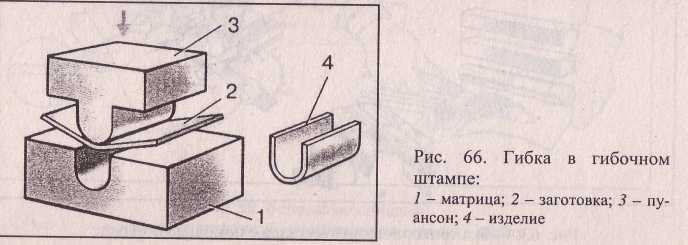
Гибка металла в гибочном штампе
При выявлении каких-либо дефектов, необходимо внести изменения или в настройки оборудования или в текст управляющей программы.
Только после прохождения технического контроля деталь может быть допущена к дальнейшему использованию. В противном случае некондиционную продукцию надо отправлять или на переделку, или на утилизацию.
Гибка металла последующая обработка
По сути, гибочные операции носят промежуточных характер при изготовлении определенных узлов, например, элементов металлических лестниц. То есть, после гибки, полученные детали, отправляют на сборочное производство, где их устанавливают на место определенное в рабочей документации на изделие.
Если изделие не будет использоваться в составе других конструкций, то на ее поверхность наносят защитное коррозионно-стойкое покрытие. Это может быть грунтовка типа ГФ 21, или порошковая краска. Все зависит от назначения и условий эксплуатации готового изделия.
Зачем нужен самодельный листогиб
Для того, что бы изготовить станок подобного рода необходимо иметь, как минимум эскизную документацию. Ее всегда можно найти в сети интернет, где ее можно или просто скачать, или купить. Но лучше всего изучить работу действующего ручного станка и полученные знания реализовать в металле.

На самом деле, для сооружения такого станка, потребуется некоторое количество метало проката, листового материала, сварочный аппарат и слесарный инструмент.
Листогиб своими руками
Станок для гибки листового металла состоит из следующих основных компонентов:
При изготовлении такого станка мастер должен помнить, что он управляется мускульной силой и поэтом рассчитывать на то, что можно будет обрабатывать металл с толщиной до 2 мм.
Основание для станка
Для изготовления станины потребуется некоторое количество профильного металлопроката. Это может быть швеллер или двутавровая балка.

Станина — основание для станка
При ее сборке необходимо помнить о том, что конструкция должна обладать жесткостью. От этого параметра зависит качество обработки металла.
Прижимное устройство
В качестве прижима, в серийно выпускаемом оборудовании применяют стальные плиты. В самодельном станке можно использовать профильный прокат, например, швеллер No 12.

Прижимное устройство самодельного листогиба
Роликовый нож

Все дело в том, что для изготовления роликовых ножниц, как впрочем, и других, применяют инструментальные стали. Для получения рабочих органов необходимо использовать термическую обработку, а в домашних условиях это выполнить вряд ли получиться.
Обслуживание и техника безопасности
К работе на листогибах могут быть допущены лица, которые обладают квалификацией слесаря МСР. Перед началом работы персонал должен пройти соответствующее обучение и сдать квалификационные экзамены.
Персонал, который будет работать на листогиба должен пройти первичный инструктаж по безопасности.
Между тем, на станках предназначенных для гибки листового металла, предусмотрены определенные меры безопасности, например, на некоторых моделях, поворотная балка или плита могут быть приведены в движение только после нажатия оператором двух управляющих кнопок. Такое решение позволит избежать травм рук оператора.

Управляющая панель листогиба
На некоторых моделях для запуска механизма необходимо еще и нажимать педаль.
В конструкции механического оборудования, предусмотрено наличие концевых датчиков, ограничивающих ход пуансона или поворотной плиты. Кроме этого, безопасность работ обеспечивают различного вида ограждения, которые ограничивают допуск оператора в рабочую зону.
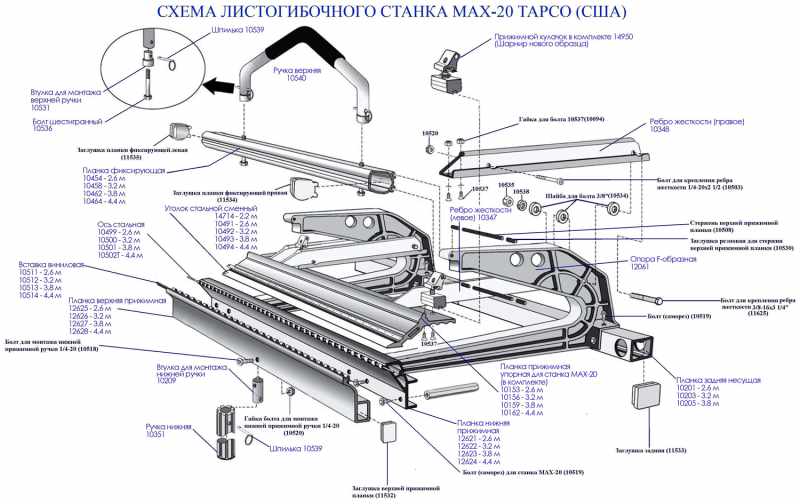
Схема листогибного станка
Они установлены таким образом, что даже отключение одной из них приведет к тому, что станок просто не включится.
ОКОФ ОК 013-2014 330.28.41.31, амортизационные группы, налоговые льготы и переходный ключ к ОКОФ ОК 013-94 и ОКПД2 ОК 034-2014
Общая информация
| Код: | 330.28.41.31 |
| Описание: | Машины гибочные, кромкогибочные и правильные для обработки металлов |
| Примечание: Информация об изменениях, которые произошли с выбранным кодом. |
‘ data-html=»true» data-title=’ ×’>
‘ data-html=»true» data-title=’ ×’>
Актуально для классификаторов ОКОФ (ОК 013-2014 СНС 2008), ОКПД2 (ОК 034-2014 КПЕС 2008) и ОКВЭД 2 (ОК 029-2014 КДЕС Ред. 2).
‘ data-html=»true» data-title=’ ×’>
Актуально для классификаторов ОКОФ (ОК 013-2014 СНС 2008), ОКПД2 (ОК 034-2014 КПЕС 2008) и ОКВЭД 2 (ОК 029-2014 КДЕС Ред. 2).
‘ data-html=»true» data-title=’ ×’>
‘ data-html=»true» data-title=’ ×’>
Свернуть
Дочерние коды (кодов: 3)
Тщательно изучите сообщения, помеченные знаком ВНИМАНИЕ.
Сведения об амортизационных группах
Правильность набора амортизационных групп к коду можно подтвердить с помощью ссылок в информационно-правовой системе ГАРАНТ, размещенных в соответствующем столбце таблицы.
Курсивом выделены амортизационные группы, не определенные коду напрямую в Постановлении, а унаследованные от кода более высокого уровня, согласно иерархической структуре классификатора.
Признаки идентификации недвижимого имущества по ОКОФ
‘ data-html=»true» data-title=’ ×’>
Свернуть
Сведения о налоговых льготах
Информация о льготах указана на основании соответствующих Постановлений Правительства РФ, действующих на указанную дату ввода объекта в эксплуатацию. Условие применения льготы описано в примечаниях к конкретному постановлению.
Для более подробной информации нажимайте на кнопки со знаком вопроса ? в заголовках подразделов, описывающего конкретные виды льгот.
Тщательно изучите сообщения, помеченные знаком ВНИМАНИЕ.
Сведения об отнесении к энергоэффективным объектам
В случае ошибки в применении льготы есть риск налоговых санкций!
Для подтверждения обоснованности применения льготы необходимо сопоставить технические характеристики объекта учета и критерии, установленные постановлением, а также убедиться в правильности классификации основного средства по коду ОКОФ (ОК 013-94).
Курсивом выделены сведения, унаследованные от кодов более высокого уровня.
Для данного кода на выбранный год отсутствуют сведения об отнесении к энергоэффективным объектам, для которых не указан класс энергетической эффективности.
Применить специальный коэффициент к норме амортизации по конкретному объекту, классифицированному этим кодом, можно при одновременном выполнении двух условий (см. п. 4 ст. 259.3 НК РФ) :
Сведения об отнесении к сетям общего пользования
В случае ошибки в применении льготы есть риск налоговых санкций!
Для подтверждения обоснованности применения льготы необходимо убедиться в соответствии функционального назначения объекта учета и правильности классификации основного средства кодом ОКОФ (ОК 013-2014 СНС 2008).
Курсивом выделены сведения, унаследованные от кодов более высокого уровня.
Для данного кода на выбранный год отсутствуют сведения об отнесении к сетям общего пользования.
Сведения об отнесении к инновационным объектам
В случае ошибки в применении льготы есть риск налоговых санкций!
Информация приведена в соответствии с Распоряжением Правительства РФ от 20 июня 2017 г. N 1299-р. Для подтверждения обоснованности применения льготы необходимо сопоставить технические характеристики объекта учета и критерии, установленные постановлением, а также убедиться в правильности классификации ОС кодом ОКОФ.
Курсивом выделены сведения, унаследованные от кодов более высокого уровня.
Тщательно изучите сообщения, помеченные знаком ВНИМАНИЕ.
Имеются возможности применения льгот. Курсивом выделены сведения, унаследованные от кодов более высокого уровня.
В случае ошибки в применении льготы есть риск налоговых санкций!
Для применения льготы проверьте соответствие наименования объекта указанному в столбце Наименование, согласно НТД, существенных особенностей объекта характеристикам инновационных объектов (см. столбец Существенные характеристики) и технических характеристик объекта показателям для инновационных объектов (см. столбец Показатель).
Наименование, согласно НТД Наименование объекта, который может быть отнесен к объектам, использующим наилучшие доступные технологии, в соответствии с определением. Сведения об отнесении к объектам водоснабжения и водоотведенияВ случае ошибки в применении льготы есть риск налоговых санкций! Для подтверждения обоснованности применения льготы необходимо сопоставить технические характеристики объекта учета и характеристики, установленные Постановлением, а также убедиться в правильности классификации ОС кодом ОКОФ. Курсивом выделены сведения, унаследованные от кодов более высокого уровня. Для данного кода на выбранный год отсутствуют сведения об отнесении к объектам водоснабжения и водоотведения. Переходные ключиДокументы-основания, использованные при создании переходных ключей, можно узнать из справки к соответствующим подразделам (Левый переходный ключ или Правый переходный ключ). Левый: ОКПД2 (ОК 034-2014 КПЕС 2008) (кодов: 1)Показаны коды, образованные от данного кода ОКОФ2 (ОК 013-2014 СНС 2008) по двум принципам:  Когда мы говорим о двигателе автомобиля, мы обычно  Когда мы садимся за руль автомобиля, мы полагаемся  Когда мы садимся за руль автомобиля, первое, что берем |
|---|
