Характеристика шовной контактной сварки. Особенности, классификация, принцип действия
Метод заключается в соединении деталей швом из отдельно расположенных литых зон – сварных точек, которые могут перекрывать или не перекрывать друг друга. Сварка с перекрытием формирует герметичный шов. При способе без перекрытия шов имеет вид ряда точек.
Особенности шовной контактной сварки
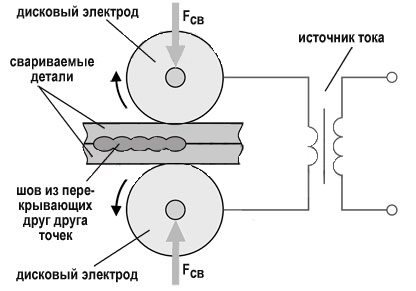
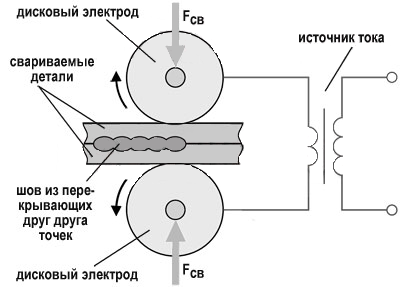
Особенность метода состоит в способе закрепления заготовок – между вращающимися роликами или оправкой и роликом. Элементы находятся под действием усилия прижима, к ним подведен электрический ток, который нагревает металл в месте соединения и расплавляет его. Если отсутствует возможность подведения роликов с обеих сторон к изделию, которое сваривается, используют односторонний способ шовной сварки.
Режимы шовной (роликовой) сварки имеют параметры, аналогичные точечной. К дополнительным параметрам, касающимся только шовного метода, относятся:
Этот вид сварки позволяет получать соединения не только нахлесточного типа, но и стыкового.
Виды, характеристика, принцип действия
В соответствии со способами передвижения деталей и подачи импульсов существует 3 вида (схем цикла) контактной шовной сварки:
Шаговая
Способ заключается в прерывистом включении сварочного тока и шагового (прерывистого) вращения роликов. Детали перемещаются на шаг. Включение питания происходит только при остановке роликов. Это способствует снижению температуры в месте контакта детали и ролика и повышению качества сварки.
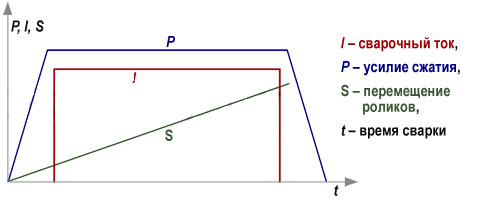
Непрерывная
Суть метода состоит в непрерывном вращении роликов с постоянным импульсом электрической энергии. Сварочный ток включен непрерывно, без пауз. Ролики с деталями находятся в постоянном движении.
Положительное качество непрерывного цикла – увеличение скорости сварки. Негативные моменты – перегрев поверхностей деталей, необходимость точного подбора давления и тока.
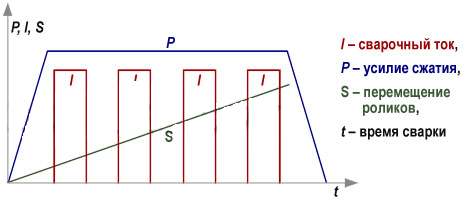
Прерывистая (импульсная)
Наиболее распространенный вид, включающий:
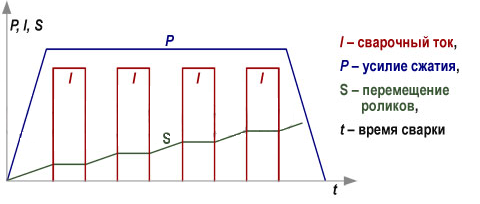
Длительность импульсов чередуется с паузами. Во время каждой подачи энергии происходит формирование сварных точек, которые в совокупности образуют сварной сплошной шов. Перекрытие литых участков с целью получения герметичного шва происходит при соблюдении определенных соотношений частоты импульсов тока и скорости вращения роликов.
Принцип работы
Металлические заготовки накладывают одну на другую и с большим усилием сжимают роликовыми электродами. На ролики подается ток, он нагревает металл и доводит до состояния плавления. Расплавленный участок кристаллизуется, образуется сварной шов.
Ролики переходят на рядом расположенную зону заготовки, подается следующий импульс тока, рабочий цикл повторяется.
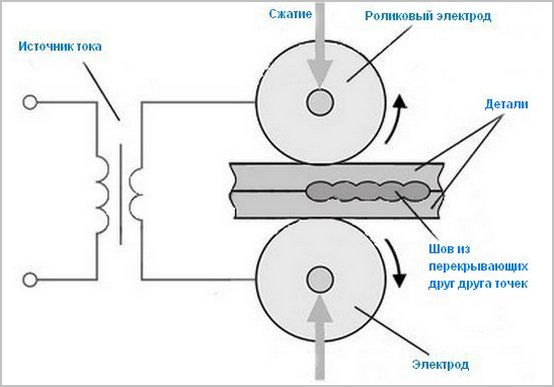
 Схема шовной контактной сварки
Схема шовной контактной сварки
Оборудование
Работа проводится на шовных машинах, которые различают по таким признакам:
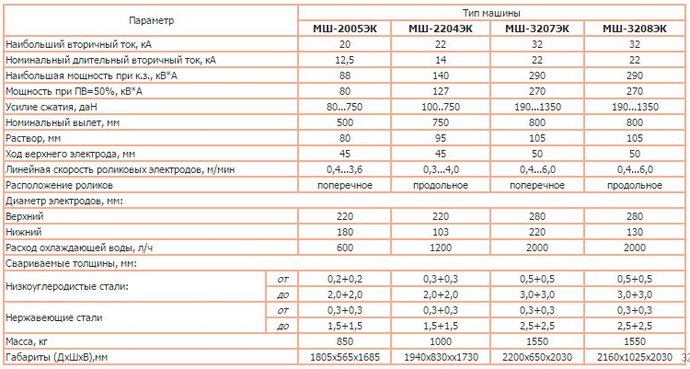
Контактные машины для шовной сварки имеют обозначения:
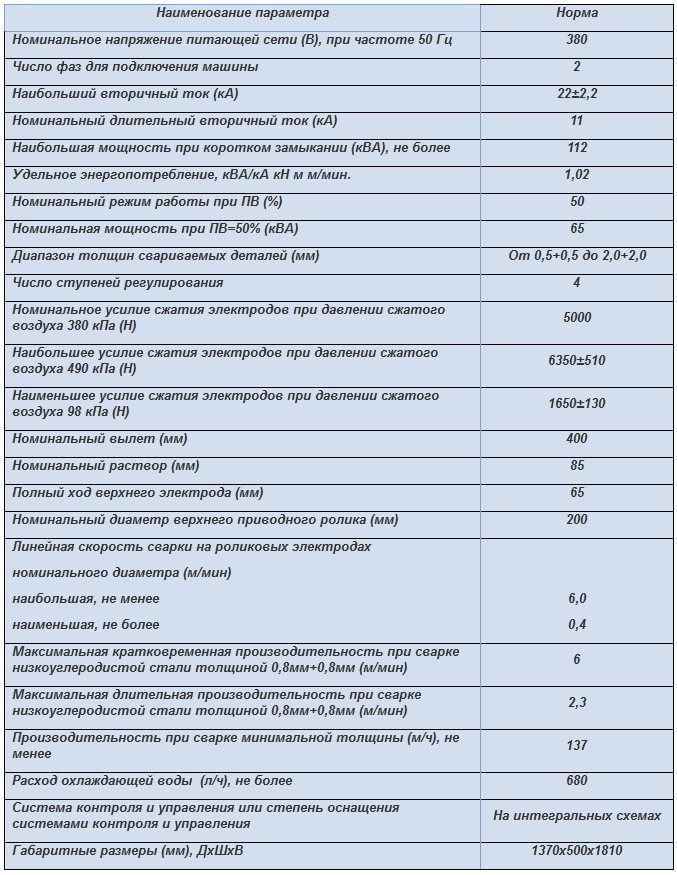
Для устройств характерны:
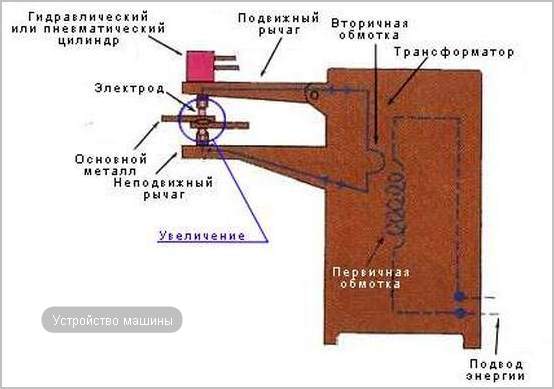
Конструкция шовной машины
Главный элемент конструкции – станина. На ней крепятся узлы:
Применение
Метод применяется для получения прочных герметических сварных соединений топливных баков и сосудов из конструкционных, легированных, коррозионно-стойких, жаропрочных сталей.
Выполняют соединения из цветных металлов. Способ также используется при сварке стальных листов с оцинкованным покрытием, луженых, освинцованных.
Преимущества и недостатки
К недостаткам относятся ограничения:
Оборудование для шовной сварки дорогостоящее и энергоемкое.
Устройство машин контактной сварки
 |
 |
|
| Общие сведения и основные параметры Все машины контактной сварки в процессе работы выполняют две основные функции — сжатие и нагрев соединяемых деталей. Машины для шовной сварки дополнительно обеспечивают движение деталей, а машины для стыковой сварки — зажатие деталей в губках (электродах). Особенности устройства машины обусловлены способом сварки. В соответствии с рассмотренными выше способами контактной сварки все машины можно разделить на две группы, существенно отличающиеся по конструкции: для точечной, рельефной, шовной сварки и для стыковой сварки. В конструкции любой машины можно выделить механическое и электрическое устройства, однако некоторые детали могут быть частями как механического, так и электрического устройств машины.
Основной частью механического устройства машины для точечной сварки (рис. 13) является корпус 1, на на котором закреплены нижний кронштейн 2 с нижней консолью 3 и электрододержателем 4 с электродом и верхний кронштейн 7. Нижний кронштейн 2 обычно выполняют переставным или передвижным (плавно) по высоте, что дает возможность регулировать расстояние между консолями в зависимости от формы и размера свариваемых деталей. На верхнем кронштейне установлен пневмопривод усилия сжатия электродов 6, с которым соединена верхняя консоль 5 с электрододержателем 4. Для управления работой пневмопривода на машине установлена соответствующая пневмоаппаратура 8. Привод усилия может быть также пневмогидравлическим, гидравлическим, пружинным и грузовым. Корпус, верхний и нижний кронштейны и консоли воспринимают усилие, развиваемое пневмоприводом, и поэтому должны иметь высокую жесткость (малые деформации от действия усилия). Корпуса машин, верхние и нижние кронштейны обычно сварные и выполнены из профильного и листового проката. Электрическое устройство машины состоит из сварочного трансформатора 10 с переключателем ступеней 11, контактора 12 и блока управления 9. Часто аппаратура управления смонтирована в отдельном шкафу. Контактор 12 подключает сварочный трансформатор к электрической питающей сети и отключает его. К электрическому устройству относится также вторичный контур машины, который образуют токоподводы, идущие от трансформатора к свариваемым деталям. Ток от трансформатора через жесткие и гибкие шины подводится к верхней 5 и нижней 3 консолям с электрододержателями 4. Нетрудно видеть, что консоли и электрододержатели с электродами участвуют в передаче сварочного тока и усилия и поэтому одновременно являются частями электрического и механического устройств машины. Все части вторичного контура изготовляют из меди или медных сплавов, имеющих высокую электропроводность. Большинство элементов вторичного контура, сварочный трансформатор и контактор имеют внутреннее водяное охлаждение. В машинах для рельефной сварки вместо электрододержателей установлены контактные плиты, для шовной сварки — электродные головки с роликами. Шовные машины снабжены приводом вращения роликов. Механическое устройство машины для стыковой сварки (рис. 14) состоит из станины 3 с направляющими, неподвижной 5 и подвижной 7 плит. На каждой из плит установлены приводы 6 зажатия свариваемых деталей с губками 4. Подвижная плита 7 соединена с приводом подачи и осадки 8. Станина 3 воспринимает большие усилия зажатия и осадки и должна без деформаций обеспечить соосность деталей в процессе сварки,
Электрическое устройство машины состоит из сварочного трансформатора 2, переключателя ступеней 1, контактора 9 и аппаратуры управления. Вторичный контур здесь проще, чем у машин других типов, он включает гибкие шины и колодки трансформатора, соединенные с губками. У большинства машин вертикально перемещаются верхние губки, обеспечивая зажатие свариваемых деталей. Пригодность той или иной машины для сварки конкретных деталей определяют по ее основным параметрам. Если машина предназначена для сварки металлов с высоким электросопротивлением (сталей, титана), то номинальный сварочный ток составляет в зависимости от типа машины 0,9-0,7 тока короткого замыкания (электроды машины замкнуты без деталей). Если машина предназначена для сварки легких сплавов, то номинальный сварочный ток практически равен току короткого замыкания. Раствор консолей — минимальное расстояние между консолями или их выступающими частями при одном из возможных положений нижней консоли. Номинальные раствор и вылет устанавливают при проектировании сварочной машины. Раствор и вылет являются характеристиками рабочего пространства машины, в значительной степени определяющими технологические возможности машины при сварке деталей различных размеров и формы. В нашей стране в основном используются обозначения типов машин контактной сварки из букв и цифр. Первой буквой обозначения могут быть: А — автомат, П — полуавтомат, М — машина, У — установка. Вторая буква характеризует способ сварки: Т — точечная, Ш — шовная, Р — рельефная и С — стыковая. Третья буква обозначения (если имеется) указывает характер сварочного тока (кроме переменного тока): К — конденсаторная машина; В — машина с выпрямлением тока во вторичном контуре (машина постоянного тока) либо число одновременно свариваемых точек — М (многоэлектродная). Различные типы машин обозначаются: МТ, MP, МШ — машины соответственно точечные, рельефные, шовные переменного тока; МТК, МШК — машины точечные и шовные конденсаторные; МТБ, МШВ — машины точечные и шовные постоянного тока; МТМ — машина точечная переменного тока многоэлектродная. Иногда в обозначении машины имеется четвертая буква, указывающая на конструктивное исполнение машины или ее специальное назначение. Например, МТВР — машина точечная постоянного тока радиального типа (с ходом верхнего электрода по дуге окружности) или АТМС — автомат многоэлектродный для сварки сетки. Кроме букв в обозначение машины входят цифры, характеризующие номинальный сварочный ток в кА и модель или исполнение (две последние цифры). Например, МТ-1618 — машина с номинальным сварочным током 16 кА, модель 18. Изменения конструкции машины или типа аппаратуры управления отражаются в номере модели. _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ _ |


 |
 |
 |
| |
| |
| |
| |
| |
| |
| |
| |
| |

 Современная техника для древоводства в работе
Современная техника для древоводства в работе