Механизм иглы.
К этому механизму относятся игловодитель, нитепритягиватель, кулачок коленчатого вала, иглодержатель, нитенаправители, игла и игольная пластина, поводок игловодителя.
Игла и нитепритягиватель.
1. При регулировке уровня иглы игловодитель не смещается по вертикали—лыска игловодителя для крепления его в поводке недостаточной длины (укорочена сверху или снизу)
Если игла не опускается ниже, удлинить сверху лыску на 2 мм. Спиливать можно алмазным надфилем, наждачным бруском или твердым напильником. Если игла не поднимается вверх, лыску на игловодителе удлинить вниз на 2 мм
2. Поломан нитенаправитель возле иглодержателя
Поставить новый нитенаправитель. Если это невозможно, поставить новый иглодержатель другой машины, например «Чайка» 2 кл. В этом иглодержателе есть два отверстия для ниток. Можно поставить нитенаправитель петлевого типа (см. рис. 27). Для этого выпрессовать опорный штифт (для иглы), нарезать резьбу М2,5 или МЗ и вставить винт достаточной длины для упора иглы Если сорвана резьба в иглодержателе, нарезать резьбу МЗ или М3,5. Если это невозможно, поставить новый иглодержатель (можно и от машины другой марки). Иглодержатель нетрудно сделать самому.
Нитенаправитель можно сделать из скрепки, навив ее на прут диаметром 2,5 – 3 мм.
3. Игла не зажимается в иглодержателе—сорвана резьба в иглодержателе или на винте
Если сорвана резьба на винте, поставить новый винт.
4. Погнут нитепритягиватель — частый случай
Снять нитепритягиватель и выпрямить на деревянной оправе. Не выпрямлять на машине!
При работе проявить осторожность.
5. Сломан нитепритягиватель
Снять основу нитепритягивателя. Соединить сломанные части и сварить их газовой сваркой. При сварке строго следить за сохранением размеров и формы
6. Сломана верхняя проушина поводка игловодителя. Это происходит тогда, когда игловодитель в своих втулках недвижим, так как его смазали растительным маслом или клеем, а маховик все-таки стараются провернуть
Весь узел или все соединения машины раскислить смесью: растворитель № 647 и масло И8А в соотношении 1:1. Через 10 мин приступить к расшатыванию соединений. Работу выполнять очень осторожно!
Сломанную проушину можно сварить электросваркой. Главное перед сваркой поместить в проушину металлический цилиндр соответствующего диаметра. Свариваемые детали должны быть сжаты струбциной
7. Люфт игловодителя по вертикали. Люфт образовался из-за ослабления крепления рычага, на котором посажена проушина поводка. У машин типа 2М кл. ослабляется винт крепления игловодителя, у машин типа «Чайка» ослабляется крепление коленчатого рычага, его правого конца в большом кулачке, левый же конец является приводом нитепритягивателя
Закрепить винт крепления игловодителя
Нет комментариев. Определяется визуально.
8. Игла расположена в игловодителе ушком не вдоль платформы, а под углом (скошена). Причина в игловодителе. Его лыска под неверным углом к плоскости крепления иглы
Разобрать узел, снять игловодитель и алмазным надфилем или другим инструментом изменить угол плоскости лыски на игловодителе. Делать эту операцию надо осторожно, дабы не переусердствовать
Механизм игловодителя швейной машины зигзаг
Изобретение относится к швейным машинам, выполняющим зигзагообразные строчки.
Известен механизм игловодителя, например, швейной машины «Зингер 2118», выполняющей зигзагообразные строчки и имеющей челнок с вертикальной осью вращения, содержащий кривошипно-шатунный механизм, шатун которого охватывает палец изгловодителя, игловодитель, установленный в опорах корпуса швейной машины, нижней неподвижной, и верхней качающейся, связанной тягой с механизмом зигзага. Перемещение игловодителя при выполнении зигзага осуществляется по поверхности конуса вращения, вершиной которого является опора скольжения в корпусе швейной машины, а основание круг, образованный окружностью, по которой происходит вращение носика челнока.
Недостатком данного механизма является то, что конструкция не позволяет использовать данный механизм при больших величинах зигзага из-за непараллельности перемещения игловодителя и иглы при образовании зигзага, размещении пальца поводка игловодителя в нижней головке шатуна и колебаний, вследствие этого зазоров между носиком челнока и иглой в различных положениях игловодителя при образовании зигзага.
Наиболее близким для предлагаемого технического решения является механизм игловодителя известной швейной машины зигзаг с челноком, имеющим вертикально ось вращения, содержащий кривошипно-шатунный механизм, шатун которого нижней головкой с пальцем поводка игловодителя, установленного в опорах рамки, которая размещена с возможностью качания относительно вертикальной оси на опорах корпуса швейной машины.
Недостатком известного устройства является невозможность получения стабильной (без пропуска стежков) зигзагообразной строчки большой ширины в швейных машинах с вертикальной осью вращения челнока, вследствие размещения пальца поводка игловодителя в нижней головке шатуна. При такой конструкции механизма характеры движения иглы с игловодителем и носика челнока различны игла совершает плоско-параллельное движение по кругу, а носик челнока круговое движение и, вследствие этого, зазор между носиком челнока и иглой различен в разных положениях иглы при выполнении зигзага.
Цель предлагаемого изобретения получения стабильной (без пропуска стежков) зигзагообразной строчки при больших величинах зигзага в швейных машинах с челноком, имеющим вертикальную ось вращения.
Это достигается тем, что в механизме игловодителя швейной машины зигзаг, содержащем кривошипно-шатунный механизм, шатун которого нижней головкой шарнирно связан с цилиндрическим пальцем поводка игловодителя, игловодитель, установленный в опорах корпуса швейной машины, нижней и верхней, жестко связанных между собой рамкой, палец нижней головки шатуна шарнирно закреплен на конце поводка игловодителя, причем ось шарнирного соединения пальца шатуна и поводка игловодителя соосна оси качания опор игловодителя.
На фиг.1,2 изображен предлагаемый механизм игловодителя; на фиг.3 разрез А-А на фиг.2; на фиг.4 разрез Б-Б на фиг.2; на фиг.5 разрез В-В на фиг.4.
Механизм игловодителя содержит опоры игловодителя 1, 2, качающиеся на опорах 3, 4 в корпусе 5 швейной машины и жестко связанные между собой рамкой 6, игловодитель 7, перемещающийся в направляющих 8, 9 опор 1,2 кривошипно-шатунный механизм, содержащий кривошип 10, на палец 11 которого надета верхняя головка шатуна 12, нижняя головка шатуна 12 охватывает палец 13, который закреплен в шатуне 12 разжимной шайбой 14. В пазу пальца 13 штифтом 15 шарнирно закреплен поводок 16, в отверстии которого закреплен игловодитель 7 с иглой 17. Палец 13, поводок 16 и шатун 12 образуют шарнир, позволяющий поводку 16 совершать качательные движения вместе с опорами игловодителя 1, 2.
Верхняя опора игловодителя 1 связана с механизмом зигзага (не показан) тягой 18. Кривошипно-шатунный механизм кинематически связан с механизмом зигзага и челноком 19, имеющим вертикальную ось вращения, причем ось вращения челнока 19 и ось качания опор игловодителя 1, 2 совпадают. В процессе шитья носик 20 челнока 19 взаимодействует с петлей-напуском 21 в районе короткого желобка 22 иглы 17.
Работа механизма игловодителя в швейной машине зигзаг осуществляется следующим образом.
Вращательное движение главного вала швейной машины с помощью кривошипа 10, пальца 11, шатуна 12, пальца 13 и поводка 16 преобразуется в возвратно-поступательное движение игловодителя 7 с иглой 17. Опоры игловодителя 1, 2 получают качательное движение от механизма зигзага через тягу 18, игловодитель 7 с иглой 17 качается вокруг оси качания опор игловодителя 1, 2.
Челнок 19, кинематически связанный с механизмом игловодителя, совершает рабочий ход, носик 20 челнока 19 подходит к игле 17, входит в петлю-напуск 21, образовавшуюся при движении игловодителя 7 вверх, захватывает ее и обводит вокруг шпульного колпачка (не показан).
Так как игловодитель 7 с иглой 17 при выполнении зигзага совершает круговое движение по поверхности цилиндра с основанием в виде круга, ограниченным окружностью с радиусом, равным расстоянию от оси качания опор игловодителя 1, 2 до оси игловодителя 7, и, таким образом, при равенстве радиуса вращения носика 20 челнока 19 радиусу качания игловодителя 7, в момент встречи носика 20 челнока 19 с плоскостью короткого желобка 22 иглы 17 в различных положениях игловодителя ориентация плоскости короткого желобка 22 иглы 7 относительно носика 20 челнока 19 не изменяется и зазор Z между ними, непосредственно влияющий на возможность пропуска стежков, имеет постоянное значение, установленное при наладке швейной машины.
Реализация предложенного механизма игловодителя позволяет увеличить надежность швейной машины и обеспечить получение стабильной (без пропуска стежков) зигзагообразной строчки большой ширины в швейных машинах с челноком, имеющим вертикальную ось вращения.
МЕХАНИЗМ ИГЛОВОДИТЕЛЯ ШВЕЙНОЙ МАШИНЫ ЗИГЗАГ с челноком, имеющим вертикальную ось вращения, содержащий кривошипно-шатунный механизм, шатун которого нижней головкой шарнирно связан с пальцем поводка игловодителя, игловодитель, установленный в опорах корпуса швейной машины, нижней и верхней, жестко связанных между собой и размещенных с возможностью качания относительно вертикальной оси, отличающийся тем, что палец шарнирного соединения нижней головки шатуна шарнирно установлен на поводке игловодителя, причем поводок игловодителя имеет возможность поворота относительно оси качания опор игловодителя.
Анализ конструкции механизма игловодителя швейных машин с целью уменьшения дефектов, возникающих при совершении возвратно-поступательных движений
Рубрика: Технические науки
Дата публикации: 28.03.2016 2016-03-28
Статья просмотрена: 719 раз
Библиографическое описание:
Чориева, М. М. Анализ конструкции механизма игловодителя швейных машин с целью уменьшения дефектов, возникающих при совершении возвратно-поступательных движений / М. М. Чориева, С. С. Гадоев, Н. А. Чориева. — Текст : непосредственный // Молодой ученый. — 2016. — № 7 (111). — С. 213-216. — URL: https://moluch.ru/archive/111/27280/ (дата обращения: 03.12.2021).
Известны различные варианты классификации швейного оборудования: по типу выполняемых стежков, по виду обрабатываемых материалов, по специализации, по скоростным характеристикам, по виду отдельных элементов конструкции и др. Учитывая, что в последнее время много внимания уделяется автоматизации швейного производства, представляется целесообразным в основу классификации положить технологический принцип, выделив характерные элементы процесса сборки швейного изделия. Самые распространённые (47 %) — строчки по прямолинейным контурам челночным стежком, цепным двухниточным, краеобмёточным.
Машиностроительные фирмы предлагают потребителю весьма значительную номенклатуру, из которой всегда возможно выбрать то, что наиболее подходит по технологическим и экономическим показателям.
С целью анализа конструкции механизма игловодителя швейных машин рассмотрим ряд современных высокопроизводительных швейных машин зарубежных фирм.
В связи с тем, что сегодня конструктивные новинки очень быстро становятся достоянием всех машиностроительных фирм, то можно прямо сказать, что в основе машины разных производителей примерно одинаковы и отличаются не очень существенными деталями. Поэтому, для понимания вопроса достаточно рассмотреть одну из типовых машин. Что мы и будем делать в дальнейшем, беря за прототип одну из моделей известных фирм.
Известно, что швейные машины предназначены для соединения материалов, деталей швейных изделий. Если соединение производится ниточным швом, то швейная машина должна обязательно иметь: иглу, челнок или петлитель, нитепритягиватель и механизм транспортирования сшиваемых материалов. Перечисленные механизмы являются для швейной машины основными. В. Н. Гарбарук в своей книге [1] дал анализ особенностей работы и принципа действия основных исполнительных механизмов челночных швейных машин.
Успешное внедрение в производство прогрессивной технологии создало предпосылки для проектирования специальных и специализированных швейных машин, предназначенных для выполнения определенных работ и даже для достаточно четко очерченных операций швейного производства. Применение различных приспособлений, а также совершенствование отдельных рабочих агрегатов позволило увеличить коэффициент использования машин и их скоростные режимы. Согласно работы [1] различают:
Машины челночной строчки. Эти машины можно разделить на следующие подгруппы: стачивающие машины; машины потайной строчки; машины специальной строчки; машины-полуавтоматы.
В книгах [2,5] описаны устройство, работа, способы ремонта и правила эксплуатации швейных машин, выпускаемых крупными фирмами и предприятиями лёгкого машиностроения. Дана методика расчёта по определению основных технологических параметров рабочих органов швейных машин.
В челночных машинах применяются прямые иглы с одной длинной канавкой. Игла представляет собой круглый стержень с острием на одном конце и колбой — на другом. Внизу иглы есть ушко. На одной стороне, вдоль стержня иглы, имеется длинная канавка, по которой проходит швейная нитка, заправленная в ушко. Для лучшего взаимодействия иглы с носиком челнока на другой стороне стержня иглы над ушком имеется вырез, выфрезерованный по радиусу. Швейные иглы чрезвычайно разнообразны и, в зависимости от назначения, имеют различную геометрию лезвия и острия, различную длину, диаметр лезвия и другие особенности [2].
Создавая новую иглу или выбирая ее для вновь создаваемой машины из числа имеющихся, необходимо представить себе во всех деталях процесс образования стежка и изучить условия, при которых он будет протекать. В отдельных случаях, для выбора нужной иглы приходится, в соответствии с заданными условиями, проводить предварительно серию экспериментов. Поэтому, желательно, чтобы игла была наименьшей длины, ее прочность была большей и реже происходила бы поломка иглы, но при этом нужно учитывать величину ее рабочего хода. Чем он больше, тем длиннее должна быть игла. Рабочий ход ее зависит в челночной машине, в основном, от максимальной толщины сшиваемых материалов, толщины игольной пластины, расстояния между игольной пластиной и носиком челнока, величины, на которую ушко иглы должно опускаться ниже траектории носика челнока [3]. Поскольку величина опускания иглы зависит от ряда условий (упругости нитки, веса и крутки, длины петли, соответствия между шириной ушка иглы и диаметром нитки и др.), то должна быть предусмотрена возможность соответствующего изменения величины рабочего хода иглы (например, в пределах 1 2 мм). Величина рабочего хода иглы зависит также и от длины ее острия. При большей длине острия угол заточки меньше и следовательно, меньше повреждаемость нитей ткани при проколе, но при этом следует учитывать расположение шпульки внутри челнока, и не будет ли острие иглы касаться ее. Кроме того, нельзя забывать и о возрастании напряжений в игле с увеличением ее длины.
2 мм). Величина рабочего хода иглы зависит также и от длины ее острия. При большей длине острия угол заточки меньше и следовательно, меньше повреждаемость нитей ткани при проколе, но при этом следует учитывать расположение шпульки внутри челнока, и не будет ли острие иглы касаться ее. Кроме того, нельзя забывать и о возрастании напряжений в игле с увеличением ее длины.
В существующих швейных машинах двухниточного цепного стежка затягивание стежка закончится на 2–3 циклах и в затягивании стежка участвуют все рабочие органы, в том числе игла. Поэтому, при выборе длины иглы для существующих швейных машин двухниточного цепного стежка нужно также учитывать длину петли верхней нити. Поэтому, такая игла и со стороны подхода носика петлителя имеет длинную канавку с целью уменьшения трения нитки между иглой и материалом. Ясно, что наличие двух длинных канавок значительно снижает прочность иглы на изгиб. В разработанной новой технологии [4] получения двухниточного цепного стежка в швейной машине двухниточного цепного стежка затягивание верхней нити производится нитепритягивателем для верхней нити. Поэтому, в этой швейной машине используется игла, применяемая в челночных швейных машинах, т. е. игла имеющая одну длинную канавку.
Игла, в существующей швейной машине двухниточного цепного стежка выполняет: прокол швейных материалов, проведение через них петли верхней нити, заправленной в ушко иглы, образование петли-напуска верхней нити при обратном ходе иглы, предварительное затягивание петли верхней нити, прокол ниточного треугольника. Челноки применяются в швейных машинах, образующих преимущественно двухниточные (иногда однониточные, трехниточные) челночные переплетения нитей, а петлители — одно, — двух, — трехниточные и более сложные цепные переплетения [5]. Строчки с челночными переплетениями практически не распускаются и требуют наименьшего количества нитей. Однако, при их выполнении игольные (верхние) нити сильно изнашиваются, вследствие чего повышается обрывность нити и ухудшается качество изделия; кроме того, эти строчки не всегда обладают достаточной податливостью при деформации. Строчки с цепными переплетениями характеризуются большей податливостью, меньшим износом и обрывностью нити, но требуют большего качества нити. К группе механизмов петлителей, в существующих швейных машинах цепного стежка, относятся также механизмы ширителей.
Согласно [5] челночный стежок складывается из следующих операций: прокалывание материала иглой и проведение верхней нити через материал; образование иглой петли; захват и расширение петли носиком челнока; обвод петли вокруг шпули; затягивание ниток стежка; продвижение материала на величину стежка
Образование цепных стежков состоит из следующих операций: прокалывание сшиваемых материалов иглой и протягивание через них нити; образование петли; прохождение носика петлителя в петлю; продвижение материала на величину стежка; образование и подача петли нитки стежка на линию движения иглы; прохождение иглы в петлю предыдущего стежка; сбрасывание петли с петлителя; затягивание ниток стежка.
Образование петли-напуска верхней нити у ушка иглы при ее подъеме из крайнего нижнего положения является одним из главных моментов в процессе работы швейной машины [5]. В челночных швейных машинах, а также в существующих швейных машинах цепного стежка, если петля- напуск около ушка иглы получится недостаточного размера, то носик челнока или петлителя не захватит петлю-напуск, в результате чего произойдет пропуск стежка.
В виду того, что нитка обладает упругостью, в процессе подъема иглы из нижнего положения, расширение петли происходит как со стороны выреза, так и со стороны длинной канавки. Но, со стороны длинной канавки петля расширяется на несколько меньшую величину, так как нитка помещается в длинной канавке и уходит вместе с иглой при ее подъеме. При дальнейшем подъеме иглы петля еще расширяется, достигая своей наибольшей ширины со стороны выреза, где ветвь петли оказывается как бы зажатой между ушком иглы и материалом. Нить, лежащая на поверхности иглы со стороны выреза, будет испытывать со стороны материала давление. От этого давления между стержнем иглы и нитью, а также между нитью и материалом возникнет сила трения. При подъеме иглы сила трения между стержнем иглы и нитью будет увлекать верхнюю нить вслед за поднимающейся иглой. Сила же трения между нитью и материалом стремится удержать нить на месте. Но, так как коэффициент трения нити о ткань больше, чем о иглу, при ходе иглы вверх нить задерживается на уровне сшиваемых материалов, что способствует образованию петли — напуска со стороны выреза иглы [5].
Если учесть, что до момента захвата петли — напуска носиком челнока или петлителя к верхней нити подходит еще и нижняя грань ушка, то ветви нити под давлением этой грани разойдутся еще больше. Однако наблюдения показывают, что петля-напуск хорошо образуется и без давления нижней грани на нить [5]. Описанный процесс образования петли-напуска проверялся при помощи скоростной киносъемки, работающей со скоростью 2500 об/мин в швейной машине 26 класса (Россия). Так как петля-напуск образуется хорошо с двух сторон иглы, то для ограничения его образования со стороны длинной канавки в швейных машинах должен быть предусмотрен специальный ограничитель. Наличие ограничителя увеличивает ширину петли-напуска на стороне иглы, обращенной к носику челнока или петлителя.
В процессе образования челночных стежков верхняя нить теряет до 40 % прочности [6]. Причинами падения прочности являются повторные продергивания нити через ушко иглы, сшиваемые материалы, нитенаправители и тормозное устройство, а также трение о нижнюю нить в момент затягивания стежка. При проектировании челночных устройств необходимо, с одной стороны, стремиться к увеличению емкости шпули для повышения производительности машины, так как от емкости шпули будет зависеть частота ее смены, которая даже у опытной работницы занимает 20 30 С. С другой стороны, при увеличении размеров челнока увеличивается периметр петли, обводимой вокруг шпуледержателя, что приводит к увеличению числа повторных продергиваний нити через ушко иглы и сшиваемый материал, чем снижается прочность верхней нити [6].
30 С. С другой стороны, при увеличении размеров челнока увеличивается периметр петли, обводимой вокруг шпуледержателя, что приводит к увеличению числа повторных продергиваний нити через ушко иглы и сшиваемый материал, чем снижается прочность верхней нити [6].
В работе [7] отмечено, что разрушение нити от числа повторных продергиваний через ушко иглы и сшиваемые материалы зависит от ее натяжения. Каждому натяжению соответствует критическое число продергиваний, которое может выдержать нить.
Причинами наибольшего износа деталей челнока являются удары пояска шпуледержателя о торец накладной пластины [7]. Частота и сила ударов, а, следовательно, и износ растут с увеличением зазоров. Долговечность челнока может быть повышена за счет увеличения жесткости стенок его корпуса, которые ослаблены резьбовыми отверстиями, и увеличения податливости накладной пластины.
Испытания челночного комплекса машины 97 класса показали [7], что у челнока наибольший износ его направляющего паза имеет место под накладной пластиной при входе в паз направляющего зуба шпуледержателя. У пояска шпуледержателя наибольший износ наблюдается около его направляющего зуба. Это объясняется наличием ударов при входе пояска шпуледержателя в паз челнока и при подходе его направляющего зуба под торец накладной пластинки. Кроме того, износу способствуют имеющиеся на трущихся поверхностях челнока и шпуледержателя разного рода поперечные вырезы, нарушающие масляную пленку. Для уменьшения износа трущихся частей, особенно челночного комплекта, рекомендуется применять в качестве присадки к маслу дисульфид молибдена.
Однониточные и многониточные цепные строчки образовываются без применения челночных механизмов. Конструкция таких машин значительно проще, при этом исключены частые перезаправления нижней нити. Кроме того, цепные строчки, при котором увеличен расход ниток на их образование, могут удлиняться при их растяжении.
Анализ исследований швейных машин показывает, что дальнейшее совершенствование швейных машин и их рабочих органов, механизмов должен быть направлен на повышение скоростных режимов, расширению технологических возможностей, уменьшения габаритов, силовых и энергетических показателей швейных машин. С этой целью нами рекомендуется новая конструкция механизма иглы с упругой связью швейной машины.
3. Маракушев Е. А. и др., Машины швейного производства. Конструкция, расчет и основы проектирования. –Киев, Техника, 1967. — 324 с
5. Олимов К. Т. Швейные машины. Учебное пособие для профессиональных колледжей Т.: Типография издательско-полиграфической акционерной компании Шарқ, 2006.
6. Рахмонов И. М., Олимов К. Т. Теоретическое определение сил реакций в шарнирах циклического механизма с упругими элементами // Ж., Проблемы механики. — 2003. — № 6. — С. 26–29.
7. Рахмонов И. М. Разработка и обоснование параметров механизма иглы с упругим элементом универсальных швейных машин. Автореферат дисс. На соиск. Уч. степ к. т.н., Т., 2008.
Изучение конструкции механизмов игл различных швейных машин
Рубрика: Технические науки
Дата публикации: 02.06.2016 2016-06-02
Статья просмотрена: 1080 раз
Библиографическое описание:
Рахмонов, И. М. Изучение конструкции механизмов игл различных швейных машин / И. М. Рахмонов, З. Ш. Тухтаева, Д. Х. Шаропова, Д. К. Муминова. — Текст : непосредственный // Молодой ученый. — 2016. — № 11 (115). — С. 445-448. — URL: https://moluch.ru/archive/115/30626/ (дата обращения: 03.12.2021).
При изготовлении одежды применяют разнообразное оборудование, но наиболее широко используют швейные машины. Они служат для выполнения различных работ — для соединения (стачивания) деталей одежды, обметывания срезов ткани для их закрепления и предохранения от осыпания, втачивания рукавов или воротника, выметывания и закрепления петель, пришивки пуговиц и др.
Швейные машины различного назначения отличаются друг от друга по своим размерам и форме, устройству, по виду стежков и строчек, сложности выполняемых операций и др. Современные швейные промышленные машины быстроходны. Главный вал стачивающих машин обычно вращается со скоростью 3000–5000 об/мин (а зависимости от типа машины).
Швейнику очень важно знать, как нужно чистить и смазывать машину, каким образом её можно наладить для устранения неполадок в работе, для шитья тканей других видов. Для получения этих знаний нужно вначале хорошо ознакомиться с устройством машины. Нужно знать:
а) какими деталями передаются движения игле, челноку, нитеводителю, двигателю ткани;
б) какие движения совершают эти детали при вращении главного вала машины;
в) в каких местах создается при этом трение между деталями и как нужно вводить масло, чтобы уменьшить это трение;
г) что следует отрегулировать в том или другом механизме, чтобы он работал хорошо, и как это сделать.
Именно с этой целью и будет рассмотрено устройство машин. Игла, как известно, движется прямолинейно, возвратно-поступательно вниз и вверх. Маховое же колесо и главный вал совершают вращательные движения. Каким же образом происходит преобразование вращательных движений и передача игле возвратно-поступательных движений? Для этой цели использован кривошипно-шатунный (ползунный) механизм, получивший большое применение в самых различных машинах.
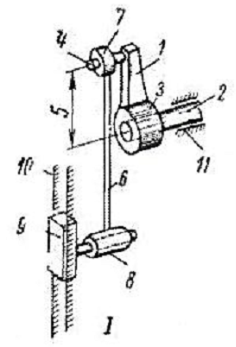
Рис. 1. Устройство кривошипно-шатунного механизма
Кривошипом называется рычаг 1, жестко закрепляемый на вращающемся валу 2. Кривошип может иметь различную форму. В нем различают ступицу 3, закрепляемую на валу, палец 4 и рычаг 1, величина 5 которого измеряется от центра вала 2 до центра пальца 4. На палец 4 кривошипа 1 надевают шатун 6, представляющий собой стержень с двумя головками. Верхнюю головку 7 шатуна и надевают на палец 4. Нижнюю же головку 8 шатуна соединяют с пальцем ползуна 9, расположенного в направляющих 10 корпуса машины. Палец ползуна свободно вкладывают внутрь головки 8. Сравнивая способы соединения кривошипа с валом, шатуна с пальцем кривошипа и пальцем ползуна, видим, что между ними есть большое различие.
Если необходимо закрепить винтом кривошип на валу в строго определенном положении, применяют винт, внутренний конец которого входит внутрь углубления, сделанного для него в валу. Такой винт часто называют стопорным, кроме него еще применяют дополнительно упорный винт. Итак, кривошип 1 (рис. 1) закрепляется на валу 2 жестко и вращается вместе с ним. Соединение же шатуна с пальцем 4 кривошипа 1 и с пальцем ползуна 9 делается не жестким, а подвижным — шарнирным. С этой целью диаметр отверстий в головках шатуна должен быть несколько больше диаметра пальцев. Верхняя головка 7 шатуна 6 (рис. 1) свободно надевается на палец 4 кривошипа 1. Внутрь нижней головки 8 шатуна 6 свободно вкладывается палец ползуна 9.
Ясно, что зазор между головками шатуна и пальцами должен быть очень небольшим, чтобы только обеспечить свободу движения деталей относительно друг друга. Для выяснения того, почему необходимо шарнирное соединение шатуна с пальцем кривошипа и пальцем ползуна, посмотрим, как работает кривошипно-шатунный механизм.
Устройство механизма иглы, как видно, сходно с устройством кривошипно-шатунного механизма, показанного на рис. 1. При вращении главного вала 3 и кривошипа 6 шатун 9 совершает плоскопараллельные движения, опускаясь при этом и поднимаясь. Действуя на шпильку 10, он опускает и поднимает как ее, так и закрепленный в ее хомутике игловодитель 12. Верхней 13 и нижней 14 направляющими игловодителя служат две втулки, вложенные в отверстие головки машины и закрепленные в ней винтами. Для облегчения игловодителя 12 его делают коротким и поэтому верхняя направляющая представляет собой трубку достаточно большой длины. Иглу 16 устанавливают внутри иглодержателя в упор и коротким желобком вправо, так как именно с этой стороны носик челнока подходит к игле. При наладке машины нужно расположить ушко иглы очень точно по высоте относительно носика челнока. Если ушко иглы расположено не на должной высоте, нужно переместить вручную вверх или вниз игловодитель, предварительно ослабив закрепление игловодителя внутри хомутика 10 соединительной шпильки.
Нормального размера зазор между иглой и ниткой создается при движении иглы вверх в среднем на 2,5 мм из крайнего нижнего положения. Наиболее расширенная часть зазора со стороны короткого желобка иглы оказывается в среднем на высоте 1,5 ÷ 2,5 мм над верхней гранью ушка иглы. Исходя из этого, можно считать, что при нижнем крайнем положении ушко иглы должно быть ниже линии движения носика челнока в среднем на 4,5 ÷ 5,0 мм. Если снять игольную пластинку и выдвинуть задвижную пластинку на платформе машины, то при хорошем освещении можно будет видеть взаимное расположение иглы и челнока. При крайнем нижнем положении иглы носик челнока не находится на линии иглы, а отстоит от нее вправо (если смотреть с фронта машины) примерно на 6–7 мм.
При этом верхняя кромка ушка иглы должна быть на 2 мм ниже носика челнока. Этот момент очень важен, так как именно теперь происходит попадание носика челнока в зазор между иглой и ниткой. Очень важно, чтобы носик челнока подходил к игле своевременно. Но если нормальный зазор образуется позже из-за меньшей упругости нитки или по другим причинам, то в этом случае носик челнока должен подходить к линии иглы позже, например, после подъема иглы на 3 мм. Чтобы взаимное положение челнока и иглы сохранялось прежним, нужно в этом случае, ослабив винты, повернуть слегка челнок на челночном валу и еще больше отвести носик челнока от иглы, чтобы он позже подходил к линии иглы.
Игловодитель же придется несколько опустить (на 0,5÷1 мм). Кроме своевременности подхода носика челнока к игле очень важно проверить, как эти детали расположены относительно друг друга в момент захвата петли. Носик челнока должен проходить мимо иглы, почти касаясь ее. Расстояние между плоскостью носика челнока и иглой должно быть не больше 0,1 мм. Раньше было сказано, что в игле со стороны короткого желобка есть выемка. Внутри этой выемки и должен быть в этот момент носик челнока. Если этого нет, нужно проверить, чем это вызвано. Может быть погнута игла, тогда её нужно сменить. Носик челнока может далеко отстоять от иглы, тогда нужно, ослабив винты на челноке, продвинуть челнок по валу в направлении к игле.
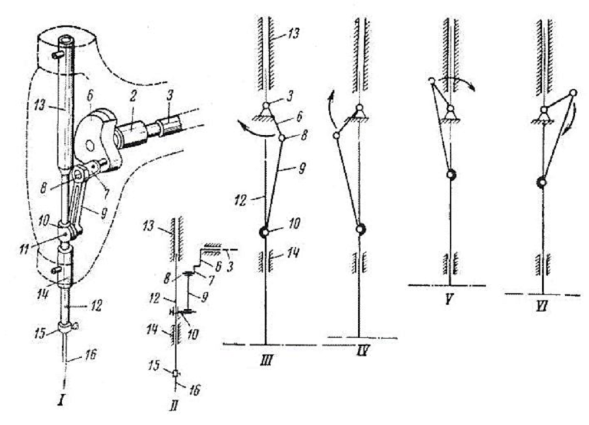
Рис. 2. Схема механизма иглы
Если ушко иглы оказывается выше или ниже, чем нужно, следует, ослабив винт хомутика шпильки, несколько опустить или поднять игловодитель. Очень важно, чтобы при этом игловодитель не повертывался, иначе короткий желобок не будет точно обращен к носику челнока. После регулировки и точной проверки положения иглы следует хорошо закрепить винт 11 в хомутике шпильки (рис. 2). В противном случае при проколе, когда игла преодолевает сопротивление тканей, игловодитель может сместиться вверх внутри хомутика, и положение иглы относительно носика опять станет неправильным. На рисунке 2 кроме конструктивной схемы механизма иглы даны пространственная (рис. 2, II) и плоская (рис. 2, III) кинематические схемы этого механизма. Сравнивая конструктивную и пространственную схемы, можно найти между ними большое сходство, но выполняется пространственная схема проще. При этом не нужно показывать точную форму деталей и можно пользоваться условными изображениями отдельных деталей (звеньев) и их соединений.
Плоская схема изображена со стороны фронта машины в направлении оси главного вала. В этом случае условных изображений в схеме больше. Так, места соединения головки шатуна 9 с пальцем кривошипа 8 и с пальцем шпильки 10 изображены в виде кружочков. Так показывают шарнирные соединения. Главный вал также изображен в виде шарнира в корпусе машины. На плоских схемах хорошо видно, какое положение будут занимать детали механизма при вращении главного вала. Так, из рисунка 3 видно, что после поворота главного вала на некоторый угол шатун отклонится влево, а игловодитель несколько поднимется из крайнего нижнего положения. Если в плоской схеме все детали изображены в масштабе, можно не только сказать, в каком направлении двигались детали механизма, но и определить величину пути. При смазке машины смазочное масло должно быть пущено внутрь подшипников 1 или 2. Для этого над ними в рукаве машины находятся трубочки с заложенными внутрь них смазочными подушечками. Масло из трубочек через отверстия во втулках попадает внутрь подшипников и оказывается между отшлифованным участком (цапфой) вала и втулкой подшипника.
Таким образом, в работе механизма иглы необходимо прежде всего обращать внимание на положение иглы по высоте. В крайнем верхнем положении острие иглы не должно выступать ниже подошвы прижимной лапки в её поднятом положении.



