Многоточечная машина контактной сварки

НПО «Росстройтех» представляет полуавтоматическую линию серии WP с отличной производительностью до 3000 кв.м. (
5 тонн) в смену и новую серию WP Plus до 5000 кв.м. (
10,5 тонн) в смену со скоростью сварки до 80 прутков в минуту! Линия серии WP ориентирована на средние объемы производства сетки разного из проволоки диаметра для собственных нужд и на продажу, конструктивные особенности линии обеспечивают размещение полномасштабного производства на ограниченных площадях.
ЗАПРОС СТОИМОСТИ
Базовый комплект WP
Базовая комплектация линии состоит из сварочного портала WP-2000, модуля подачи продольных прутков (лотковый или серво при длине 6000 мм), модуля продольного перемещения сетки, пакетировщика (рабочая длина 1000-6000 мм).
Дополнительные опции:
Преимущества и особенности линии серии WP
— Компактность
Линия занимает немного места в производственном цеху, по сравнению с аналогичными моделями других производителей. Габариты самой линии длина 11 м. х ширина 3 м., по сравнению с линией с бухт. Самый компактный полуавтомат.
— Экономичность/производительность.
Оптимальное соотношение стоимости самой линии и выход (объем) готовой продукции. Средняя производительность в смену 4000-5000 кг готовой сетки.
— Гибкость настройки.
Универсальность, быстрая перенастройка на разный диаметр проволоки для производства сетки. Есть возможность исполнения кратковременных и срочных заказов.
— Экономичность в создании сырьевых запасов.
Нет необходимости закупки крупных запасов однообразной проволоки, свобода использования оборотных средств.
Принцип работы
Линия сварки серии WP работают с нарезанными в размер прутками проволоки диаметров от 3 до 6 мм. С помощью правильно-отрезного станка СПО-70 оператор готовит продольные и поперечные прутки. Продольные прутки заряжаются через модуль подачи, поперечные прутки заряжаются в бункер подачи. Модуль подачи продольных прутков необходим для того чтобы варить сетку в непрерывном режиме. Процесс сварки сетки начинается с нажатия кнопки «Старт» оператором по готовности подачи продольных и поперечных прутков. Прутки подаются в сварочный портал, сваривается первый поперечный пруток. Затем подъезжает сервокаретка с захватами, цепляет сетку за первый сваренный пруток и протягивает на требуемую величину ячейки. После этого сварка сетки происходит в автоматическом режиме при регулярной подаче поперечного прутка, и соответствующем смещении каретки на последующий шаг. Шаги между поперечными прутками регулируются с помощью сервопривода. Перемещение сервопривода происходит по заданной программе сварки карты сетки. После сварки всей длины сетки, готовая сетка перемещается в пакетировщик, где происходит укладка в штабель на паллете.
Технические особенности и назначение модулей
— Модуль подачи продольных прутков. Модуль подачи продольных прутков обеспечивает загрузку новых прутков к сварочному порталу в процессе производства предыдущей сетки. Модуль бывает лоткового типа и каретка на сервоприводе
(для 6000 мм длины). Скорость подачи прутков для непрерывной сварки сетки в автоматическом режиме позволяет сократить количество операторов до 1 человека.
— Бункер подачи поперечных прутков. Откатной механизм позволяет производить настройку в удобных условиях. Отлаженная многоступенчатая система подачи прутков: магнит перекидывает прутки на диск, затем на захваты и т.п. На протяжении всего пути до фактической сварки пруток передается механизмами, никакого «свободного полета». Это позволяет производить сварку на скоростях до 60 прутков в минуту.
— Сварочные электроды. Прочная и износоустойчивая порошковая технология, сплав Карбид-Титана. Благодаря использованию специальных медных перемычек время переналадки продольной ячейки сокращается до 5 мин.
— Торцеватели. Для того чтобы сетка приобрела красивый товарный вид с ровными краями используются торцеватели при подаче прутков на сварку.
— Пульт дистанционного управления. Повышается мобильность и эффективность работы операторов, а также скорость реакции на события. Кроме того, оптимизация затрат на обслуживание линии позволяет сократить одного оператора.
WP Plus
После проведения ряда испытаний с учетом анализа пожеланий наших клиентов мы создали серию сварочных машин WP Plus. В ней учтены наиболее современные требования к скорости и качеству сварки, а также использован опыт промышленного дизайна европейских моделей. При проектировании мы оптимизировали затраты по созданию новой серии WP Plus для того чтобы конкурировать с итальянскими, немецкими и австрийскими аналогами полуавтоматических машин в данном сегменте. Тем самым интенсивное применений станка WP Plus гарантирует уровень оборудования и мощность, сравнимые с европейскими, но по умеренной российской цене.
1. В машине WP Plus проведена переработка конструкции бункера, позволяющая увеличить до 30% скорость подачи поперечных прутков.
2. Повышена мощность сервопривода каретки для роста динамики и возможности перемещения готовой сетки с высокую скорость.
3. Усилена конструкция основной рамы сварочной машины, при этом возросла устойчивость к вибрации, позволяющая работать в условиях высокой интенсивности при росте объема производства готовой сетки в 1,5 раза.
Сервис, пусконаладка
Наше оборудование простое и надежное. Но если возникают проблемы, мы стараемся как можно скорее их решить. Оперативное решение срочных проблем клиентов позволяют исключить простои оборудования. Поэтому у нас отлаженная система клиентского сервиса: телефонные консультации по наиболее актуальным вопросам – быстрое решение возникших сложностей.
Мы делаем так, чтобы станок заработал «здесь и сейчас».
Выездные команды специалистов на месте решают комплексные многоэтапные задачи. Пуско-наладочные работы ограничены сроками запуска производства, поэтому мы планируем все заранее. Наши специалисты отвечают за каждый этап работы и тестируют на месте работоспособность оборудования.
Мы соберем оборудование так, чтобы производство работало беспрерывно.
Технические характеристики сварочных порталов
Сварочный портал
WP-1000
WP-1500
WP-2000
WP Plus
Под заказ
от 50×50 до 200х200 (*) плавно
от 50×50 до 200х200 (*) плавно
Многоточечные сварочные машины в России

Многоэлектродные машины и линии контактной сварки для изготовления металлических сеток и арматурных каркасов. Имеем опыт реальных поставок.

Продается автоматическая линия для производства сварной сетки в картах. Ячейки продольные от 100 до 400 с любым шагом, поперечные от 50 до 400мм.

многоточечная линия контактной сварки WP2000 в отличном состоянии, наработка 500 часов диаметр свариваемых прутков А-3 до 8 мм максимальная длинна.

МТМ-289. Предназначена для контактной точечной сварки арматурных сеток шириной до 2000 мм с ячейкой от 100х100 до 100х300 мм из прутков круглого.

Предназначен для контактной многоэлектродной точечной сварки арматурных сеток шириной до 2000 мм, с ячейкой от 50х50 мм до 200х200 мм из прутков.

Станок многоточечной контактной сварки МТМ10-1000 предназначен для изготовления сварных, арматурных сеток методом контактной сварки в.

Станок многоконтактной сварки мтм20-1000 предназначен для изготовления сварных, арматурных сеток методом контактной сварки в полуавтоматическом.

Машина подключена, в идеальном рабочем состоянии, демонстрация в любое время с 9:00 до 18:00.Звоните по телефону спрашивайте. Возможен торг, обмен.

Группа компаний Siman более 15 лет специализируется на выпуске производственного оборудования для сварных сеток. В нашем ассортименте имеются.
Сварочная линия типа G 12/96-PV, производства австрийской компании EVG. Для производства сварных строительных арматурных сеток. Идеальное.

Станок для сварки арматурной сетки, подробности по телефону. Станок для сварки арматурной сетки, дорожной, кладочной, различные диаметры и шаг.

Сварочная машина серии WFE оснащена двумя подвижными головками со сварочными электродами, которые перемещаются по верхней балке в зависимости от.

Добрый день! Организация реализует сеткосварочную машину производства Австрия EVG. Оборудование находиться в идеальном рабочем состоянии. Вся.

Сварочная машина МТМ-289.03 предназначена для сварки арматурных сеток шириной до 3800 мм в составе автоматизированных линий. ноСварочная машина.
Продается линия по производству георешетки методом ультразвуковой сварки. Комплект оборудования включает в себя: 1. Станину с тремя сменными.

Станок для сварки арматурных каркасов свай К 182-00.00.00 ПС Станок для сварки арматурных каркасов свай предназначен для автоматической сварки.


Станок многоконтактной сварки мтм20-2000 предназначен для изготовления сварных, арматурных сеток методом контактной сварки в полуавтоматическом.

Машина точечная МТ 15-2т предназначена для мелкосерийного производства кладочной сварной сетки из проволоки В1, Вр1, диаметрами предпочтительнее.

Контактная точечная сварка CHOWEL ASP-200 Входное напряжение сети (В) 380, 60Гц Номинальная мощность (кВА) 200 Максимальная мощность (кВА) 660.
Предлагаем Автоматический сварочный комплекс АСК 2000.40 +компрессор U30+ 2 ресивера по 900 л+41 бухтодержатель. Доставка. Предлагаем.

Станок многоточечной контактной сварки мтм15-1500 предназначен для изготовления сварных, арматурных сеток методом контактной сварки в.

Линия для производства сварной сетки Цена

Станок ручной линии контактной сварки строительной сетки РЛ-2000/110Р Год изготовления: 2012. Технические характеристики: линия оснащена подвижной.
Продаю многоэлектродную машину контактной сварки МТМС 10х35 для производства сетки кладочной, арматурных каркасов (ширина сетки до 2000 мм).

Зачастую, когда речь заходит о продаже сетчатых ограждений, возникает вопрос об их последующем сбыте. Действительно, зачем производить, если.

Продаю машину многоточечной, многоэлектродной сварки типа МТМ-32, г/в 1994. В комплекте с пакетировщикоми подающим устройством. В исправном.

КМС-2500К3 для промышленного производства заборных ограждений с идеальным качеством сваренных изделий по плоскостности и геометрии, которое.

Компания Siman предлагает самые популярные в СНГ многоконтактные станки для выпуска сварных металлических сеток в рулонах с различным диаметром.
Реализуем машину многоэлектродной сварки МТМ-289. Комплектная, рабочая, подключена к сети. Год выпуска 2011. В хорошем состоянии. Находится.



Широкосеточная автоматическая машина поточной сварки сетчатых заборов WP-3000 со встроенным формирователем ребер жесткости. На протяжении всего.

Станок многоточечной контактной сварки предназначен для изготовления сварных, арматурных сеток методом контактной сварки в полуавтоматическом.
Многоточечные сварочные машины купить в России вы можете на сайте Оборудуй.ком. У нас самый широкий выбор предложений от продавцов со всей России. Если вы хотите продать свое оборудование, технику или инструмент, то просто добавьте бесплатно свое объявление
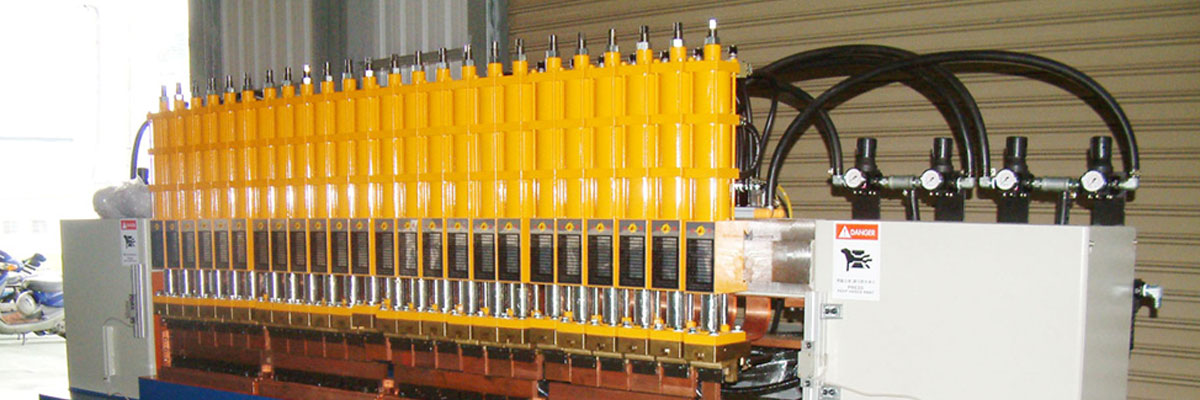
Автоматические многоточечные сварочные машины
Автоматическая многоточечная сварочная машина
Руководство по эксплуатации
Пневматические многоточечные сварочные машины, изготавливаемые компанией Golden Spot, проходят строгий контроль качества. Это не только способствует росту производительности машин, но и также снижению уровня брака.
Обязательно следует изучить данное «Руководство по эксплуатации» перед началом работы для того, чтобы понять принцип работы оборудования и повысить его производительность.
Данная машина контактной сварки оборудована полупроводниковым электронным выключателем, синхронным регулятором на ИС и сенсорным выключателем, которые удобны не только для проведения регулировки, но также и для изменения состояний. В цилиндре сжатия применена конструкция прямой сборки, в скользящей части которой используются подшипники, где не используется масло, с целью обеспечения высокоскоростной работы и увеличения срока эксплуатации. Поэтому при проведении сравнения с другой машиной для точечной сварки компания уверена, что этот тип сварочной машины обеспечивает наилучшие характеристики.
Содержание:
I. Технические требования
II. Источник питания
III. Расположение провода и шланга
IV. Приготовление к сварке
V. Контрастное табло значений давления электрода и сварочного тока
VI. Обслуживание оборудования
VII. Отладка оборудования
VIII. Приложение
a. Чертежи машины
b. Схема цепи
c. Схема соединения проводов
Спецификации
| Модель | Мощность, КВА | Номинальное напряжение, В | Номинальная частота, Гц | Максимальный ток короткого замыкания, А | Максимальное нагнетательное давление, кг | Число цилиндров | Ширина сварки, мм | Габариты, ШхВхД | |
| Многоточечная машина для точечной сварки | SA-800DD | 80 | 220/380 | 50/60 | 16,000 | 500 | 10 | 1200 | 2800x1700x700 |
| SA-1000DD | 100 | 220/380 | 50/60 | 18,000 | 500 | 12 | 1200 | 2800x1700x700 | |
| SA-1200DD | 120 | 220/380 | 50/60 | 20,000 | 500 | 12 | 1500 | 3100x1700x700 | |
| SA-1500DD | 150 | 220/380 | 50/60 | 22,000 | 500 | 14 | 1500 | 3100x1700x700 | |
| SA-2000DD | 200 | 220/380 | 50/60 | 38,000 | 500 | 16 | 1800 | 3100x1700x700 | |
| Машина многоточечной сварки со столом автоподачи | SA-800AF | 80 | 220/380 | 50/60 | 16,000 | 500 | 10 | 900 | |
| SA-1000AF | 100 | 220/380 | 50/60 | 18,000 | 500 | 12 | 900 | ||
| SA-1200AF | 120 | 220/380 | 50/60 | 20,000 | 500 | 12 | 1200 | ||
| SA-1500AF | 150 | 220/440 | 50/60 | 22,000 | 500 | 14 | 1200 | ||
| SA-2000AF | 200 | 220/440 | 50/60 | 38,000 | 500 | 16 | 1500 |
Замечание: максимальный ток сварки составляет около 90% от максимального тока короткого замыкания.
Режим работы при номинальной мощности составит 9,7% при максимальном токе сварки.
Контроллер
| Модель | SA-серия |
| Тип | T-9000CC |
| Напряжение (220 В) | 220 В ± 10 % |
| Напряжение (380 В) | 380 В ± 10 % |
| Максимальное напряжение сварки (220 В) | 220 В ± 10 % |
| Максимальное напряжение сварки (380 В) | 380 В ± 10 %/td> |
| Номинальная частота | 50/60 Гц |
| Метод | синхронный |
| Основное время | 1-99 Гц |
| Период сварки (I) | 0-99 Гц |
| Время охлаждения | 0-99 Гц |
| Период сварки (II) | 0-99 Гц |
| Время выдержки | 0-99 Гц |
| Время открытия | 0-99 Гц |
| Время выключения | 0-99 Гц |
| Время возрастания тока | 0-99 Гц |
| Диапазон регулировки тока (I) | 100-130% |
| Диапазон регулировки тока (II) | 100-130% |
| Тип подачи-отключения сварочного тока | полупроводниковый |
| Число систем управления | 2 |
| Сглаживание скачков напряжения | да |
| Способ регулировки времени | cенсорный переключатель |
Источник питания
Расстояние между машиной для точечной сварки и трансформатором должно составлять 20 метров. Сварочная машина должна находиться на определенном расстоянии от источников влажности, пыли, газа, кислоты, щелочи и горючих материалов. Расстояние между местом монтажа и стеной должно составлять, по крайней мере, 30 метров. При необходимости использования устройства сварки, устройство сварки должно быть установлено, и его основной корпус должен быть изолирован, его электрод должен быть очищен и установлен. В противном случае, он может генерировать различные потоки искр.
| Модель | SA-800AF SA-800DD | SA-1000AF SA-1000DD | SA-1200AF SA-1200DD | SA-1500AF SA-1500DD | SA-2000AF SA-2000DD | ||||||
| Источник питания 220 В | Мощность прерывателя | A | 300 | 400 | 500 | 600 2 | 80 | 100 | 125 | 150 | 200 |
| Источник питания 380 В | Мощность прерывателя | A | 3-фазы 200 | 3-фазы 250 | 3-фазы 300 | 3-фазы 400 | 3-фазы 500 | ||||
| Мощность плавкого предохранителя | A | 150 | 175 | 210 | 300 | 400 | |||||
| Сечение входного питающего кабеля | мм 2 | >60 | >60 | >80 | >100 | >150 | |||||
| Водяное охлаждение | Давление воды | кг/см 2 | 1-3 | 1-3 | 1-3 | 1-3 | 1-3 | ||||
| Расход воды | л/мин | 40 | 40 | 40 | 50 | 80 | |||||
| Температура воды | ºC | 5K | >5K | >5K | >5K | >5K | |||||
| Сжатый воздух | л/мин | 61 | 73 | 73 | 86 | 98 | |||||
| Заземление | Сечение провода | мм | >14 | >14 | >14 | >14 | >14 | ||||
Подключение к сети. Расположение проводов и трубопровода
1. Силовая коробка, расположенная на боковой стороне аппарата, является соединением с источником питания.
2. В случае, если мощность источника питания недостаточна, сечение провода мало или номинальное напряжение превышает указанное в характеристиках на 10%, то для обеспечения необходимых режимов сварки рекомендуется изменить входную мощность.
3. Каждый аппарат сварки должен иметь свой собственный рубильник питания. Если два или более аппарата используют один рубильник, то могут возникнуть перегрузки, сбои в работе и т.д.
4. Питание контроллера. В системе питания контроллера не используются провода.
7. Установка ножного переключателя. Штепсель ножного переключателя, расположенный в нижней части корпуса, необходимо вставить в гнездо, а затем затянуть гайку.
Подготовка к сварке
Следует прочитать следующие инструкции для того, чтобы понять принцип работы аппарата и обеспечить хорошее качество сварочных работ.
1. Убедитесь, что вода поступает в систему охлаждения с нужной скоростью и температурой. Кран подачи воды должен быть открыт, и вода должна вытекать из всех сливных отверстий. Температура воды должна быть ниже 30°С. В случае применения системы циркуляции воды необходимо следить за температурой воды. Высокая температура или недостаточное количество воды может повлиять на скорость и качество сварки. В случае течи воды существует опасность возгорания трансформатора.
3. Регулировка хода цилиндра. Для регулировки хода цилиндра при сварке специальных материалов необходимо нажать на ножной переключатель и утопить стержень в правой нижней части цилиндра. Когда ножной переключатель отпущен и стержень вынут, цилиндр возвращается в первоначальное состояние.
* Данная регулировка производится только при сварке материалов с особыми свойствами.
4. Регулировка зазора между электродами. Зазор между верхним и нижним электродами зависит от свариваемого материала. Фактически, чем меньше зазор, тем быстрее идет процесс сварки.
5. Регулировка скорости подъема и опускания электродов. Скорости подъема и опускания электродов регулируются раздельно. Регулятор в верхней части цилиндра отвечает за скорость подъема, регулятор в нижней части – за скорость опускания. При повороте регуляторов вправо скорость увеличивается, при повороте влево – уменьшается. В процессе работы скорость имеет тенденцию меняться из-за вибрации.
Увеличение давления
| Давление сжатого воздуха, кг/см 2 | 1 | 2 | 3 | 4 | 5 |
| Давление электрода (500 кг) | 100 | 210 | 315 | 420 | 520 |
| Давление электрода (1000 кг) | 250 | 485 | 720 | 950 | 1150 |
Технический осмотр и обслуживание
1. В процессе работы необходимо проверить:
1-1 Переключатель питания, который должен быть в положении ВКЛ.
1-2 Источник сжатого воздуха. Проверить в отсутствии утечек воздуха и наличии смазки.
1-3 Система охлаждения включена, давление достаточно и слив воды происходит нормально. Следует проверить отсутствие засора.
1-4 Изоляцию ножного переключателя.
1-5 Изоляцию всех основных узлов аппарата во избежание поражения электрическим током.
1-6 Медное покрытие электродов должно быть чистым и без повреждений.
1-7 Заземление должно быть подключено.
1-8 Для предотвращения поражения электрическим током следует следить за изоляцией силовой коробки.
1-9 Запрещается протягивать руки в рабочую зону аппарата во время работы.
2. При отключении аппарата:
2-1 Источник питания должен быть отключен.
2-2 Системы охлаждения и пневматики должны быть отключены.
3. Обслуживание:
3-1 Проверить цилиндры и электромагнитный клапан на предмет утечки.
3-2 В случае неправильной работы цилиндров может произойти износ уплотнительных колец и поломка электромагнитного клапана.



