Мотоцикл Урал. Ремонт головок цилиндров в домашних условиях.

Не было печали, купила баба порося 😀
Повествую о бытии своем с мотоциклом Урал

После приобретения мотоцикла, я, с зудящими руками, кинулся его «поднимать с колен». Компрессия была нормальной, единственное что — в правом цилиндре на 1 кг ниже. Залив масла в цилиндры компрессия немного поднялась, но в правом опять же была меньше — верный признак того, что несмотря на подуставшую поршневую (овалы в цилиндрах), есть неисправность в клапанном механизме. Регулировкой я не добился повышения компрессии. Вывод — нужно смотреть клапана, их направляющие втулки и седла.
Сняв головки, я приговорил к ремонту обе, а правую — под списание. Дело обстояло так: кромки всех клапанов были острыми, как ножи, биение самих клапанов в направляющих было просто диким, а на ножках были видны следы прорыва газов — на правой головке. И на правой же головке втулка на выпускном клапане просто вывалилась вместе с клапаном, а должна сидеть с натягом 6-7 соток, то бишь нужно рассверливать отверстие под ремонтный размер или, если рассверленное отверстие под ремонтные размеры втулок не подойдет — ставить алюминиевую втулку. Более того, мои пляски с настройкой карбюраторов всегда упирался в тупик по одной причине — на мотоцикле стояли разные свечи, правая — автомобильная, с длинным телом резьбы, а левая обычная мотоциклетная. Причина проста — в правой голове убили резьбу под свечу и установили ремонтный ввертыш-втулку большей длины, под автомобильную свечу. Не камильфо… В общем геморрой :)))
Нашел в городе у одного дедушки правую головку. С виду более-менее, дефектовка выявила те же симптомы, что и у моей левой головки.
Перед ремонтом головки обязательно нужно очистить от нагара и старого масла. Много я чего перепробовал, и бензин, и всякие очистители двигателей — все херня. Вот — вещь:

Kangaroo Profoam 1000.
Если лень искать в магазинах, вот вам артикул для заказа: Kangaroo 320423
Нейтрален к алюминию, удаляет нагар на ура — наносится, втирается щеткой, оставляется на 3-5 минут, щеткой с водой убирается вместе с нагаром. Работать обязательно в очках и резиновых перчатках.
Также заказал на алиэкспресс вот такой вот прибор для измерения температуры:

Стоит в районе 500 рублей. Замеряет температуру поверхности, на который попадает лазерный указатель, работает от пальчиковой батарейки. Довольно точная штука! Очень полезная вещь.
Также давно хотел купить нормальную горелку, купил, ну что-то вроде:

К чему я все это, головки нужно избавить от старых разбитых направляющих втулок. Рассухарил клапана (делается элементарно, не буду рассказывать как), очистил головки профоамом 1000, закинул в духовку на час, температуру выставил 300 градусов. Контролировал процесс прибором выше — головки нагрелись за час до 270-280 градусов. Довел до 300 градусов горелкой и выпрессовал втулки молотком и приспособой для выпрессовки вазовских направляющих, стоит рублей 100-200. Главное в этом деле обратить внимание на усилие, с которым выходили направляющие и отметить какая к какому отверстию относится. Если вывалились без особых усилий — плохо, если выпрессовывать было непросто и усилия для ударов молоточком приходилось привлекать достаточные, значит нормас, не нужно будет заморачиваться с замером отверстий в головке.
В моем случае втулки сидели с здоровым натягом. Позаимствовав у друга микрометр, снял замеры с втулок. Согласно размеров заказал качественные чугунные втулки. Заморачиваться бронзовыми втулками и хромированным клапанами я не стал — во первых дорого, во вторых руку на ремонты такого плана не набил. Уж если косячить, то хотя бы не на большие бабки.
Что заказал:
AE VAG92366 — втулка ф=14,10 мм — на выпуск, у меня втулки были 14.08-14.09
AE VAG92175 — втулка ф=14,08 мм — на впуск, мои были 14.06-14.07
Втулки ВАГовские, проверенные оппозитчиками, устанавливаются без доработок, нужно лишь сделать отметки до какого момента их запрессовывать. Запрессовка дело нехитрое, головки опять грел до 300 градусов, втулки на полчасика кидал в морозилку. Запрессовались здорово, никаких трещин в головках не образовалось.

Далее втулки нужно пройти разверткой. После запрессовки и остывания головок втулки дают усадку и внутреннее отверстие может измениться в диаметре. Для выравнивания этого отверстия проходят по отверстию разверткой — купил развертку ф=8,029 мм и, слегка смазывая ее маслом, прошелся по втулкам. Развертка стоит копейки, что-то около 100 рублей. Уточню, диаметр ножки клапана — 7,98 мм, тепловой зазор должен быть в пределах 0,05 мм согласно книгам по ремонту.
По клапанам. Купил я клапана производства АМЗ г.Луганск, ибо китайские клапана с рынка просто редкостное говно. Диаметр ножек гуляет, выпускные клапана магнитятся. Луганские тяжело достать, но можно. Стоит комплект порядка 1500 рублей.
Следующий шаг — прирезка седел клапанов. После замены втулки в 99 случаях из 100 втулка становится в чуточку другое положение, либо ось отверстия во втулки чуть меняет свое положение. По этой причине фаски на седлах нужно перерезать под новые втулки, иначе в жизни не получится герметично притереть клапана и не будет хорошей работы двигателя. Опять же приобрел набор зенковок для этого дела — набор для прирезания седел ВАЗ классика + нива + на ЗМЗ 406 (газели, уазики). В наборе 6 зенковок, три большего диаметра — под впускные клапана, три меньшего — под выпускные. Опять же три типа зенковок под каждый клапан — одна с тупым углом под внешнюю фаску, одна с углом около 45 градусов — для рабочей фаски, и последняя с углом еще острее — для внутренней фаски. Внешние и внутренние фаски являются вспомогательными, рабочая только одна.
Прирезал седла. Долго набивал руку 🙂 Для себя отметил, что в первую очередь стоит нарезать рабочую фаску, затем нанести на клапан черным перманентным маркером полосу, закрасив всю кромку, притереть клапан, посмотреть где находится фаска на клапане, и уже затем нарезать вспомогательные фаски. Рабочая фаска должна встать посередине кромки клапана и быть шириной около 1 мм.
Мотоцикл днепр ремонт головки
Проверка и ремонт головок цилиндров и механизма газораспределения двигателя мотоциклов Урал, Днепр
Если в цилиндрах двигателя в результате потери герметичности клапанов снижается компрессия, то надо отремонтировать газораспределительный механизм. Признаки неисправности снижение мощности, затрудненный пуск двигателя увеличенный расход бензина, сильный шум в верхней части картера двигателя (там, где размещены толкатели) и в головках цилиндров.
Для ремонта надо снять головку и определить состояние деталей механизма газораспределения. Перед проверкой головки цилиндра со стенок камеры сгорания и с поверхности клапанов металлической щеткой убирают нагар. Потом головку цилиндра тщательно моют, проверяют нет ли поломок, трещин, прогорания клапанов, срывов ниток нарезки.
Для осмотра состояния пружин, направляющих, седел, клапанов и проведения необходимых замеров величины их износа, клапаны снимают при помощи специального устройства, которое дает возможность сжать и отпустить клапанные пружины. Когда нет устройства для сжатия пружины, то можно использовать накидной ключ 19×22, установленный

Рис. 2.39. Углы обработки угла клапана
Коромысла на головке цилиндра устанавливают в такой последовательности:
— вставляют стальную втулку в отверстие коромысла, нижнюю упорную шайбу, коромысло с втулкой и верхнюю опорную шайбу в кронштейны головки цилиндра;
— смазывают ось и втулку коромысла моторным маслом и вставляют ось в кронштейны головки цилиндра;
— на ось надевают плоскую и пружинную шайбу и накручивают гайку;
— ставят на место регулирующий блок, завинтив его до упора;



Можно ли облегчить выпрессовку седел клапанов?
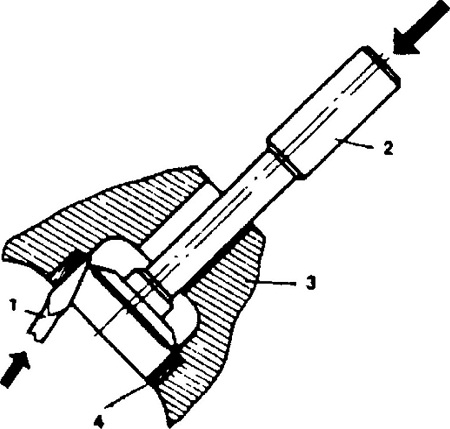
Для облегчения этой операции необходимо изготовить специальную оправку (рис. 2.45). А дальше оправку 2 вставить в головку со стороны камеры сгорания (направляющие втулки уже выпрессованы), совместив кромку оправки с разъемом седла и головки (рис. 2.46). В образовавшийся зазор с другой стороны вставить отвертку и слегка ударить по ней молотком.
А потом несильными ударами по хвостовику оправки выпрессовать седло. Внимание! Во время выпрессовки надо поворачивать оправку по диаметру седла и подклинивать ее отверткой. Операция занимает считанные минуты.

ЕСТЬ ЛИ КАКИЕ-НИБУДЬ ТЕХНИЧЕСКИЕ НЮАНСЫ ПРИ ЗАМЕНЕ МЕТАЛЛОКЕРАМИЧЕСКИХ НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ НА «УРАЛЬСКИХ» ГОЛОВКАХ ЦИЛИНДРОВ?
Да, перед запрессовкой в тело головки новую втулку необходимо выдержать в моторном масле 1,5-2 часа. После замены втулки в обязательном порядке обработать фаски седла с помощью шарошек.
КАК «РАССУХАРИТЬ» КЛАПАН, ЕСЛИ НЕТ СЪЕМНИКА?
• КАК УДАЛИТЬ СТАРУЮ КЛАПАННУЮ ВТУЛКУ?
Для удаления старой клапанной втулки потребуется оправка, изготовленная по приведенному эскизу.
обеспечивала бы свободный выход втулки вниз, вставьте оправку во втулку со стороны камеры сгорания и ударами молотка выбейте ее. Будьте внимательны: втулка довольно хрупкая, поэтому старайтесь наносить удары строго по вертикали, чтобы не разбить втулку и не повредить посадочное место под нее в головке.

Рис. 2.47. Оправка для удаления клапанной втулки Установите головку на какую-нибудь подставку, которая
Мотоцикл днепр ремонт головки
Проверка и ремонт головок цилиндров и механизма газораспределения двигателя мотоциклов Урал, Днепр
Если в цилиндрах двигателя в результате потери герметичности клапанов снижается компрессия, то надо отремонтировать газораспределительный механизм. Признаки неисправности снижение мощности, затрудненный пуск двигателя увеличенный расход бензина, сильный шум в верхней части картера двигателя (там, где размещены толкатели) и в головках цилиндров.
Для ремонта надо снять головку и определить состояние деталей механизма газораспределения. Перед проверкой головки цилиндра со стенок камеры сгорания и с поверхности клапанов металлической щеткой убирают нагар. Потом головку цилиндра тщательно моют, проверяют нет ли поломок, трещин, прогорания клапанов, срывов ниток нарезки.
Для осмотра состояния пружин, направляющих, седел, клапанов и проведения необходимых замеров величины их износа, клапаны снимают при помощи специального устройства, которое дает возможность сжать и отпустить клапанные пружины. Когда нет устройства для сжатия пружины, то можно использовать накидной ключ 19×22, установленный

Рис. 2.39. Углы обработки угла клапана
Коромысла на головке цилиндра устанавливают в такой последовательности:
— вставляют стальную втулку в отверстие коромысла, нижнюю упорную шайбу, коромысло с втулкой и верхнюю опорную шайбу в кронштейны головки цилиндра;
— смазывают ось и втулку коромысла моторным маслом и вставляют ось в кронштейны головки цилиндра;
— на ось надевают плоскую и пружинную шайбу и накручивают гайку;
— ставят на место регулирующий блок, завинтив его до упора;



Можно ли облегчить выпрессовку седел клапанов?
Для облегчения этой операции необходимо изготовить специальную оправку (рис. 2.45). А дальше оправку 2 вставить в головку со стороны камеры сгорания (направляющие втулки уже выпрессованы), совместив кромку оправки с разъемом седла и головки (рис. 2.46). В образовавшийся зазор с другой стороны вставить отвертку и слегка ударить по ней молотком.
А потом несильными ударами по хвостовику оправки выпрессовать седло. Внимание! Во время выпрессовки надо поворачивать оправку по диаметру седла и подклинивать ее отверткой. Операция занимает считанные минуты.
ЕСТЬ ЛИ КАКИЕ-НИБУДЬ ТЕХНИЧЕСКИЕ НЮАНСЫ ПРИ ЗАМЕНЕ МЕТАЛЛОКЕРАМИЧЕСКИХ НАПРАВЛЯЮЩИХ ВТУЛОК КЛАПАНОВ НА «УРАЛЬСКИХ» ГОЛОВКАХ ЦИЛИНДРОВ?
Да, перед запрессовкой в тело головки новую втулку необходимо выдержать в моторном масле 1,5-2 часа. После замены втулки в обязательном порядке обработать фаски седла с помощью шарошек.
КАК «РАССУХАРИТЬ» КЛАПАН, ЕСЛИ НЕТ СЪЕМНИКА?
• КАК УДАЛИТЬ СТАРУЮ КЛАПАННУЮ ВТУЛКУ?
Для удаления старой клапанной втулки потребуется оправка, изготовленная по приведенному эскизу.
обеспечивала бы свободный выход втулки вниз, вставьте оправку во втулку со стороны камеры сгорания и ударами молотка выбейте ее. Будьте внимательны: втулка довольно хрупкая, поэтому старайтесь наносить удары строго по вертикали, чтобы не разбить втулку и не повредить посадочное место под нее в головке.

Рис. 2.47. Оправка для удаления клапанной втулки Установите головку на какую-нибудь подставку, которая
Мотоцикл днепр ремонт головки
Ни для кого не секрет, что система газораспределения является самым слабым местом мотоциклов марки Днепр и марки Урал. Детали механизма газораспределения при работе издают лязгающий шум, особенно характерный для мотоциклов Днепр, даже на исправном двигателе каждую тысячу километров приходится выставлять зазоры, и, наконец, налицо ничтожный моторесурс головок цилиндров. Опыт капитальных ремонтов двигателей мотоциклов «Днепр», накопленный мастерской «Оппозит.соm», позволяет утверждать, что моторесурс новых головок цилиндров составляет от 10 до 20 тысяч километров. И это притом, что Киевский мотозавод установил 40-тысячный межремонтный пробег для своих двигателей. Поэтому для владельца мотоцикла «Днепр» ремонт головок цилиндров – наиболее распространенный вид ремонтных работ.
Литература, в которой изложены способы ремонта механизма газораспределения, по нашему мнению, грешит двумя крайностями. С одной стороны, серьезные работы П. Котова, Шипоты, А. Капустина, основанные на опыте работы специальных ремонтных мастерских, изобилуют специальными терминами, массой лишних для кустарного ремонта подробностей и, самое главное, требуют использования измерительных приборов и сложных приспособлений. В другую, противоположную, крайность, по нашему мнению, впадают журнал «Мото» и большинство интернет-статей.
Мастерская «Оппозит.соm» успешно применяет свою методику ремонта головок цилиндров, позволяющую добиться высоких результатов без применения дорогостоящего оборудования. Практически это означает, что головки цилиндров, восстановленные по нашей методике, по качеству значительно превосходят новые. Данная методика излагается нами здесь в упрощенном виде, для того, чтобы облегчить пользование ей владельцам мотоциклов, не имеющим необходимого опыта и располагающим скромным набором инструментов. В качестве примера используется ремонт головки цилиндра двигателя марки «МТ-10-36»; головки цилиндров мотоциклов марки «Урал» восстанавливаются аналогично.
Для замены направляющей втулки клапана необходимо изготовить специальную оправку (рис. 1). Нагреть головку цилиндров до 150 градусов, вставить оправку и выпрессовать втулку. Очистить от нагара впускной и выпускной каналы с помощью проволочных щеток-насадок для ручной электродрели. Проверить состояние отверстий под направляющие втулки. Глубокие задиры, могущие привести к прорыву газов из камеры сгорания, недопустимы.
Качество направляющих втулок для мотоциклов марок Урал и Днепр, имеющихся в продаже, не выдерживает критики, поэтому при ремонте мы используем клапанные втулки, а также ряд других деталей клапанного механизма от автомобилей марки «ВАЗ». Необходимо приобрести 4 шт. направляющих втулок выпускных клапанов (длина 0 мм), 4 пары клапанных пружин, 4 комплекта нижних упорных шайб, 4 шт. верхних тарелок клапанных пружин, 4 шт. стопорных колец.
Изготовить 4 шт. текстолитовых шайб с внешним диаметром 31 мм, внутренним 16 мм, толщиной 2,5 мм.
На втулках проточить дополнительную канавку (рис. 2). Установить в эту канавку стопорные кольца, надевая их со стороны ступенчатой фаски, чтобы не повредить поверхность сопряжения с отверстием головки (рис 3). Нагреть головку до 200-250 градусов и, надев направляющую втулку на оправку, несильными ударами запрессовать втулку в отверстие головки цилиндров. Проверить температуру головки можно каплей воды, которая должна, сворачиваясь в шарик, скатываться с поверхности головки.
Сначала шарошкой с углом в 45 градусов формируется рабочая фаска. В случае, если поясок прилегания проверочного клапана проходил по всей окружности седла и не имел изъянов поверхности, но выходил за 1,8 мм., обработку шарошкой с углом 45 градусов рекомендуется пропустить. Затем рабочую фаску подрезать сверху шарошкой с углом в 15 градусов, после чего снять фаску в нижней части седла шарошкой с углом в 75 градусов. После исправления седла можно приступать к притирке.
Пригодность клапана к дальнейшей работе определяют по его состоянию. Ступенчатый износ рабочей кромки, погнутость стержня, износ, задиры, забоины на поверхности стержня не допустимы. Изношенную рабочую кромку исправляют шлифованием в специальном станке, при остальных дефектах клапан необходимо заменить. Мотоциклисту, самостоятельно ремонтирующему двигатель своего мотоцикла, целесообразнее (с точки зрения качества ремонта) установить комплект новых клапанов.
Для притирки клапанов необходимо изготовить несложное приспособление (рис. 5). Клапан вращать с легким ударом им по седлу на 90 градусов в одну и другую стороны. Ширина притертой поверхности должна быть 1 – 1,5 мм. Клапана пометить, для того, чтобы не поменять их местами при окончательной сборке. Проверить качество притирки, нанеся карандашом на рабочую поверхность клапана поперечные черточки; от одного поворота клапана в седле с легким нажимом все они должны быть стерты. После притирки всех клапанов тщательно промыть все детали до полного удаления абразива и продуть головки сжатым воздухом. Проверить герметичность клапанов, для чего установить их на место, и прижимая клапанную тарелку к седлу, поочередно заливать керосин в выпускные и впускные каналы головок цилиндров. Керосин не должен просачиваться.
Детали протереть чистыми тряпками, после чего приступить к сборке головки цилиндров. Проверить посадку замка верхней клапанной тарелки (рис. 6). Смазать стержни клапанов моторным маслом или, что предпочтительней, молибденовой монтажной пастой и вставить клапана в направляющие втулки.
Наложить текстолитовые шайбы и нижние упорные шайбы. Установить пружины, наложить верхние клапанные тарелки. При отсутствии специального приспособления засухарить клапаны вручную, используя в качестве упора рожковый ключ 17 на 19.
Проверить состояние подшипников коромысел. Люфт в коромыслах недопустим, поскольку сильно нарушает точность регулировки клапанов. В зависимости от износа деталей конструкции заменить бронзовую втулку, палец или осевой болт. (Смотри приложение 1). Закаленные колпачки клапанов не должны иметь износа рабочей поверхности.
При монтаже коромысел проверить соприкосновение между ударником коромысла и торцом штока клапана. В работающем двигателе при подъеме клапана ударник коромысла, соприкасающийся с клапаном, описывает дугу относительно оси подшипника коромысла; в то же время шток клапана должен перемещаться по прямой, т.е. по своей направляющей. Ударник коромысла при этом перемещается взад и вперед по торцу клапана, что приводит к одностороннему износу направляющей клапана. Этот износ повышается в случае большого смещения ударника относительно центра штока клапана. Поэтому ударник клапана необходимо установить с таким расчетом, чтобы смещения были равны по обе стороны оси штока клапана. Это условие часто нарушается из-за неточного изготовления деталей головки цилиндров или при замене клапана. В таких случаях необходимо укоротить клапан или подобрать подходящий по толщине наконечник.
Наилучший результат получается тогда, когда точка соприкасания находится в центре штока клапана при 50% его подъеме. (Рис. 7). Проверку производить на собранном двигателе.
Отремонтированные указанным способом головки цилиндров существенно улучшают приемистость двигателя и обеспечивают до 40 тысяч километров безремонтной эксплуатации. Использование деталей от а\м марки «Жигули» позволяет преодолеть проблему дефицита запчастей к «Днепру», мотоциклу, фактически снятому с производства. Кроме того, ВАЗовские комплектующие превосходят оригинальные киевские и по качеству, и по доступности.
Приложение №1. Замена седла клапана.
Если седло клапана имеет большую выработку или другие изъяны, которые не удается исправить с помощью конических шарошек, то седло следует заменить новым. Эту операцию следует производить после удаления изношенных направляющих втулок клапанов. Для удаления старого седла из гнезда следует изготовить простое приспособление. Непригодный к дальнейшему использованию клапан от двигателя К750 обточить на заточном станке так, как это показано на рис. 8. Клапан вставить в отверстие для направляющей со стороны камеры сгорания, совместив его острую кромку с разъемом седла и головки. Подклинить клапан с другой стороны отверткой (рис. 9) и несильными ударами по торцу штока клапана выпрессовывать седло, периодически поворачивая клапан по диаметру седла, чтобы избежать перекоса. Для лучшей сохранности гнезда рекомендуется перед совершением этой операции головку нагреть до 100-150 градусов.
Для запрессовки нового седла клапана следует изготовить специальную оправку (Рис. 10). Перед запрессовкой головку цилиндров следует нагреть до 400 градусов. Надетое на оправку седло легкими ударами и без перекоса осадить на место. После запрессовки направляющей седло обработать коническими шарошками.
Ремонт и доработка головок Днепра
Увидел бы раньше, не продал бы своего днепра.
Проснулся ))) этим видеозаписям уже сто лет в обед!
Я как-то тоже кидал ссылку на этот видос где-то здесь. Наконец-то разместили на гланге))
несмотря на то что материал старый но актуально до сих пор! спасибо автору!
Что старый, не знал, извиняйте! Показалось нужным, и выложил. Травников Евгений(автор видео) есть вконтакте, группа Теория ДВС, также очень рекомендую.
А направляшки от таких переделок не повыпадают?
Если натяг соблюден, не выпадут
Просто меня удивляет, если все так просто, че на заводе так не делали?
На заводе много чего не делали
Хватит бухать, изучай концепцию общественной безопасности!будь мужыком 🙂
таков вопрос: а с чего у него клапаны? там где он модернизирует, ножка 7мм в диаметре
Он как-то раз говорил, что из волговских точит, но не помню, на Днепр точил или еще куда. Надо пересмотреть видюшки, чтобы точно узнать.
У Евгения имеется практичесски безграничные возможности в сфере станочного парка ясно из цикла видеороликов.
Выточить клапана из того же волговского 9мм в клапана для того же днепра с ножкой 7мм Т-образный и покрыть ножку хромом с последующей шлифовкой с точностью до сотки для него вполне реально!
если проделать все эти операции его можно лишь выкинуть, клапан надо подбирать
диаметр тарелки вроде 41 на днепре?
какая высота клапана родного?
Х..НЯ!
Пожелание первое и единственное после просмотра 10 секунд ролика:
С рук масло убрать, на развертку при работе добавить. И вообще, прежде чем хвататься за точный инструмент желательно узнать, у того у кого он его спер: как использовать то или иное приспособление, БЛТЬ!
cptGreen, вот ты сейчас реально гадость написал!



