Сварка выпускного коллектора
Одной из составных частей ДВС является выпускной коллектор. В процессе эксплуатации он изнашивается. Такое характерно для автомобиля с любым пробегом. Причин для образования трещин немало: от заводского брака, некорректной сборки до динамического разрушения. При выходе детали из строя не спешите запчасть менять. Многие автосервисы специализируются на сварке выпускных коллекторов. Имея сварочный аппарат в гараже, можно реставрировать деталь своими руками. Сделать это можно несколькими методами. Коллектор производится из нержавеющих труб или чугуна. Сварке поддаются оба сплава, но любая технология со своими нюансами. Специалисты готовы поделиться опытом.

Выпускной коллектор: причины выхода из строя и обслуживание
В зависимости от марки машины и типа двигателя, на двигатель устанавливаются модели различных модификаций. Их можно разделить на две группы:
К блоку ДВС коллекторы крепятся на фланцы. При каждом такте в камеру поступают под давлением отработанные газы. Их температура достигает 900 градусов. Понятно, что деталь, работая в таком режиме, способна сломаться.
Нарушение герметичности выпускного коллектора – самый сложный дефект. Возможные ситуации:
Все эти повреждения – проблема. Для многих автомобилей процедура замены детали затягивается на месяцы – «родные» запчасти иногда приходится заказывать.
На многих СТО их восстанавливают. Сварка коллекторов в зависимости от их модификации производится методами горячей, холодной или аргоновой сварки. Работы производят разным типом оборудования, с использованием электродов или присадочной проволоки. Реставрацией можно заняться во дворе дома или гараже. Как заварить выпускной коллектор самостоятельно? Рассмотрим подробно каждый из методов.
Сварка чугунного выпускного коллектора
Температурная обработка высокоуглеродистого сплава связана с определенными трудностями:
Сварка выпускного коллектора из чугуна под силу стажистам. Новичкам лучше не браться за реставрацию детали автомобильного двигателя, или сначала нужно потренироваться на бросовых изделиях из чугуна. До недавнего времени за ремонт чугуна сварщики не брались. Шов получался с большим содержанием окалины, в зоне разогрева металл трещал. После появления специальных медесодержащих электродов, позволяющих снижать температуру в ванне расплава до +120°С, появилась возможность создавать прочные соединения.
Горячий и полугорячий способы принципиально не различаются. Трещина наплавляется медесодержащими присадками при предварительном прогреве детали. При горячем, деталь разогревают в печи до температуры +600°С, появляется малиновый отлив. Он заметен при затенении. После этого приступают к сварке. Чтобы деталь быстро не остывала, ее периодически прогревают паяльной лампой. При полугорячем способе деталь разогревают в пределах +300°С. Получается ровный шов. Очень важно поддерживать температуру во время охлаждения. Если глубина трещины большая, ее:
Делают многослойное соединение. Каждый шов обязательно проковывается, длина проходки не более 3 см. Швы для надежности соединения делают перпендикулярно. При электродуговой сварке используют электроды марки ЦЧ-4.
Холодный способ не предусматривает предварительной подготовки. Трещина наплавляется в температурном режиме до 200°С. Для работы используют специальные электроды ОЗЧ-6, ОЗЧ-2.
Прочность на излом у холодного соединения ниже. Для ответственных соединений (когда патрубок выходного коллектора отломлен полностью) лучше брать электроды МНЧ-2. При газовой сварке полуавтоматом применяют медную присадочную проволоку.
Сварка коллектора из нержавейки
Трубчатые комплектующие обычно прогорают в местах изгибов. Сложности работы с нержавейкой:
Для устранения дефектов применяется метод аргоновой сварки. Защитная атмосфера оберегает металл от окисления, из-за обдува меньше прогревается область, граничащая с рабочей зоной. Необходимо учитывать, что теплопроводность нержавейки ниже, чем у черных низкоуглеродистых сплавов. Нужна небольшая сила рабочего тока, она подбирается экспериментально. Важно соблюдать скорость образования шва. Металл варится большими проходами, чтобы не возникало межкристаллической коррозии в области соединения. Режим работы зависит от используемого оборудования.
Холодная сварка при ремонте выпускного коллектора
Небольшие дефекты заделывают с использованием специальных клеевых составов, называемых «холодной сваркой». До нанесения смеси ремонтируемую зону необходимо обезжирить. Пользоваться клеями следует строго по инструкции. Тогда получается заплата, по физическим свойствам схожа с металлом. Такой метод удобен для устранения трещин и прогаров в труднодоступных местах. Клей – лишь временная мера устранения поломки. Под большой нагрузкой горячих отходящих из цилиндров газов латанная комплектующая долго не простоит. Клеевой состав не рассчитан на динамические нагрузки, зато отлично выносит статические. Перед приобретением клея важно изучить его характеристики.
Заключение
При сбоях в работе двигателя обязательно проверяют целостность выходного коллектора. Это – наиболее уязвимая деталь, эксплуатируемая в агрессивной среде под большим давлением. При обнаружении дефекта оцените, сможете ли произвести ремонт детали самостоятельно. Не имея опыта, за такую ответственную работу лучше не браться, доверить реставрацию специалисту.
Секретный способ, как заварить выпускной чугунный коллектор, хватает на долго, 7 правил.

Недавно узнал один способ, который сэкономит вам деньги при покупке нового выпускного коллектора или сварке старого. Мой коллектор треснул из за этого лямбда начала моросить.
Итак по порядку, как сделать что бы сварка не лопнула и не отлетела и ваш варёный коллектор жил долго и счастливо😉
Первый закон джунглей будет таким

Второе что нужно учесть, сразу чтоб потом не бегать по соседям

Третье тоже не мало важное, я использовал на 100

Четвёртое одно из самых важных

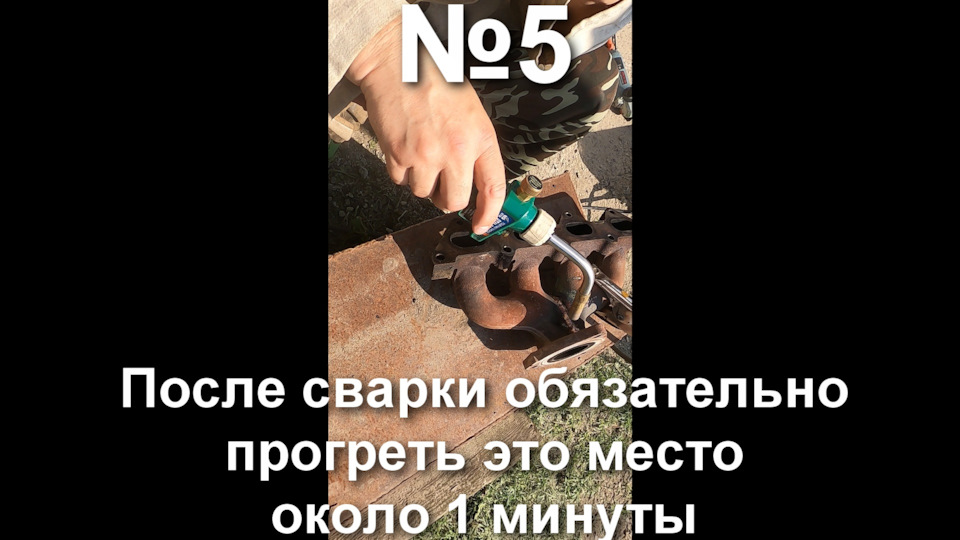
Пятое для того что бы металл охлаждался одинаково и шов не отстал сразу же
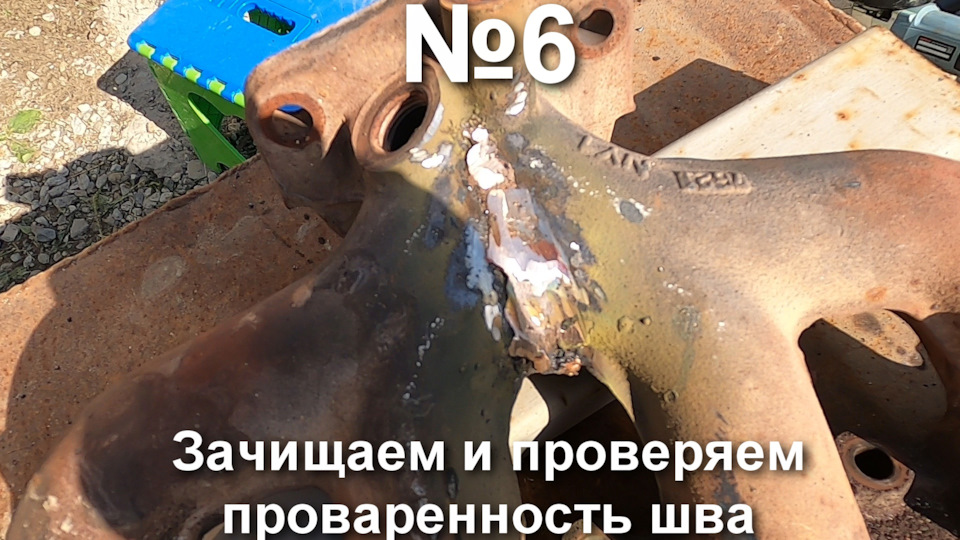
Шестой закон джунглей, отбраковка сварочного шва
И наконец последний пункт, проверка герметизации шва

Полное видео с названием электродов и объяснение почему именно эти электроды а не другие, вы увидите на моём канале по доработкам авто и экономии денег на ремонтах.
Надеюсь теперь вы поняли, что чугун можно легко заварить и ни кто не сможет доказать вам обратное! Варите коллектора правильно, всем удачи на дорогах.
Chevrolet Lacetti SW 2007, двигатель бензиновый 1.8 л., 122 л. с., передний привод, механическая коробка передач — своими руками
Машины в продаже
Комментарии 17

В принципе правильно описано, но что такое гАрелка?)))


Я на работу с пассата брал варить сначало автогеном нагрели потом электродом по нержавейки и все не чего потом не грели само остыло трещины не было.

Статья интересная но безтолковая((( трата времени и денег. В Киеве на Патона при усливоях рентгена трещины и самых последних устройств в том числе и аргон и толку 0. А через 15 тис км. Снова трещина😁 Потому выход покупка нового и 80тис без проблем.
А причина всему это брак самого колектора, и были письма гарантийные к дилера по поводу них. Это конструктивный недочёт соединения 2-3 выпускного канала на колекторе. Проблема в том что постоянно высокая температура в одной точке.
Потому совет не тратить время, нервы, и свои легкие)

Ну не знаю! Себе варил коллектор и уже больше 15-ти к и проблем нет! Всё на месте.
Да, на нем самом! Если внимательно почитать, то там написано не 15-ть лет! А 15-ть к! Значит 15косарей.
Какие 15-ть лет назад? Я тебе говорю за свой Лач! И за свой колектор! И при чему здесь ВАЗ и тд?
Ладно. Щастя, здоровля)
Специально только что сделал фото!

Специально только что сделал фото!
Катайся потом увидешь сам ) уже многие так думали. Но потом начинались глюки с лямбдой так как трещина появлялась с другой стороны;)
Если проходит 40тис то красавчик 👍
Окей! Кореш прокатал 150к, так и продал тачку😉 тогда я хз. Та же была проблема

Вов не гони, на Патона оборудование для сварки не менялось лет 40.рентген это хорошо но я не знаю людей которые каждые 10 тык его светить будут (коллектор). То что трещат это нарушение технологии сварки. Из покон веков чугун варили и все ходит. Я блок чугунный дизельный заварил со спринтера, расточили ( в 2016 году) и он ездит уже 70000 по сей день.
На разборках их нет, от слова совсем, и это ты знаешь. Лопаются они из-за забитого
катализатора на всех моторах Лачетти т Авео и это ты тоже знаешь.Тепловизор это хорошо но качество чугуна и литья может знать только рентген, а это дорого и не нужно. Стиль езды…ну такое поспорил бы. 5 коллекторов у тебя нет и это я точно знаю ( слишком хорошо тебя я знаю). Разговор ниочем. Сварка работает это факт, а вот сварщика толкового хер найдешь это тоже факт. Контакты своего разглашать не хочу уж прости
Сварка чугунного коллектор и почему не стоит покупать «КОНТРАКТ»

Пришел ко мне контрактный двигатель, по началу я был вполне таки доволен, мотор чистый, вроде косяков нету. Заявленый пробег 41 т. км. Я конечно понимаю что не может мотор в Японии за 15 лет проехать 41 тысячу, ну думаю 141 минимум.Только вот когда начал сегодня разбираться, понял, пробег там минимум 241 если не 341.
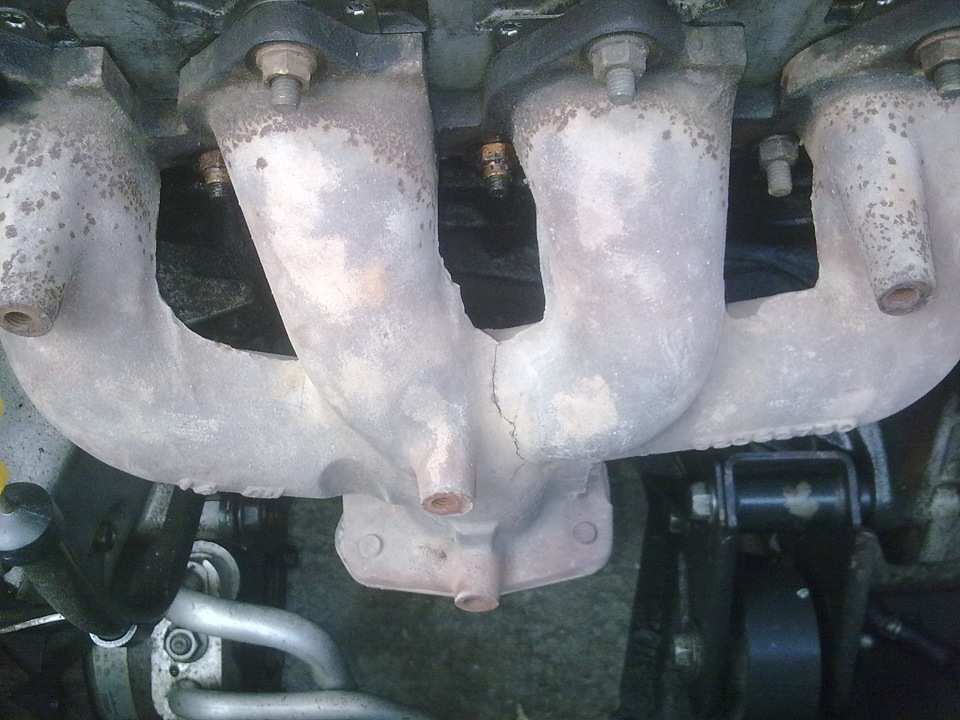
Для разворота снял термо экран с коллектора и увидел болезнь коллектора трека, он лопнутый! как оказалось в 3х местах!


Сняв коллектор я ахнул! там все в масле…


колпачки бегут, турбина походу тоже гонит масло, так как аж трасса грязи и масла из холодного хаузинга

Турбина люфтит, на сколько сильно я не знаю, но вроде без нагара, и за время простоя на крыльчатку масло не проступило, как у меня было на турбине 4Г93Т

Сняв горячую часть от коллектора увидел что турбину уже снимали с коллектора. Так как прокладка в герметике для выхлопных труб была

Дальше была обнаруженна третья трещина

Вот и получается контактный двигатель, куплен и доставлен в сумме 56 тысяч если память мне не изменяет. Мотор явно не новый. Если вам мотор не под свап, то ремонт выйдет дешевле и мотор явно будет бодрей чем контракт с японии.
Начитался как варить чугун, необходимо было или купить спец электроды по чугуну и варить по 25мм максимум на маленьком токе и не допускать глубокого проплавления чугуна, или же нагреть до температуры 700 градусов цельсия со скоростью нагрева 150-200 градусов в час.
Пошел купил 5 электродов ЛЭЗЦЧ-4 диаметром 3мм и давай варить выставив ток на 100. Варил инвертором.
Делал все по инструкции, один хрен лопалось, раз 5 варил, одно и то же. Спустя пару минут после сварки начинался треск и лопалось. Тогда я решил схитрить и сделать непонятно что.
Положил коллектор на горячую печку, достал газовую горелку, которая помогала мне прошлой зимой, и нагрел коллектор градусов до 500-600

Дальше заваривал спец электродом. Оставил остывать, и о чудо! он остыл и не лопнул!
А вот вторая трещина так легко не далась, лопнула все равно, и на нее было применен новый метод.
Я раза 3-4 прошелся по данному шву, не давая ему остыть и лопнуть. высота в итоге шва вышла миллиметров 5


Вот так вот стал выглядеть после сварки.

Но! опять настиг провал при установке коллектора. Перед установкой он пролежал 2 дня, выносил на улицу на на минус, и грел опять на печке, и все хорошо. Но при затяжке на ГБЦ он опять лопнул!
и коллектор лопается не из за температурного режима, а из за неправильно затяжке. Так как оторвало крайние раннеры.
Тут я уже снимать не стал, оставил так. Так как коллектор я варил часов 14, и варить его еще раз я уже не видел смыла, слишком много сил он выпросил у меня.
3 пошаговых инструкции сварки выпускных коллекторов
Сварка выпускных коллекторов: классификация проблем выхлопной системы + алгоритм замены треснувшего коллекторы на новый + 3 способа сварки чугунного коллектора + 3 оптимальных вариации электродов для сварки + лучший вариант сварки выпускных коллекторов из нержавейки + анализ, можно ли сварить коллектор холодной сваркой.

Вопросы о коллекторах в сети довольно распространены, и касаются они автомобилей. Если мы говорим о транспорте, то здесь возможны 2 вариант коллекторов – впускной и выпускной.
Большим нагрузкам подвержен именно первый. Высокие температуры + остатки топлива буквально «прожигают» деталь, выводя ее из строя в транспортном средстве.
Как именно происходит сварка выпускных коллекторов + имеет ли смысл ее проводить вообще, мы рассмотрим в сегодняшней статье. Приступаем.
Что такое коллектор + причины его поломок
В системе автомобиля под коллектором подразумевают впускную или выпускную деталь, расположенную по обеим частям двигателя. Как правило, элементы не имеют точек соприкосновения, к тому же, в 90% случаев выполнены из различных сплавов металла.
Задачи коллектора определяются его типом:
Структура обоих типов коллекторов также имеет большое сходство – это от 2 до 6 трубок, объединённые в одну, которые «одеваются» на цилиндры двигателя. Число трубок зависит от числа цилиндров, а в 2020 году могут встречаться как старые модели (та же «ОКА») с 2 цилиндрами, или продвинутые американские бензинопожирающие «монстры» с 6-ю цилиндрами. По классике – это 4 цилиндра.

Фото впускного коллектора представлено выше. Его подключение происходит к системе по подаче топлива + воздуха. В верхней части детали будет расположена или заслонка дросселя, или карбюратор.

Принцип работы выпускного коллектора:
Выходной коллектор + глушитель подавляют звуки от работы мотора, делая ход транспортного средства для окружающих, в звуковом плане, комфортным.

Важно: выпускной коллектор постоянно подвергается значительным температурным ударам – от 600 до 950 градусов по Цельсию. Логично предположить, что материал изготовления детали обязан иметь высокие показатели теплоустойчивости, а обеспечить это могут только тугоплавкие металлы.
Аналогичная ситуация и со сваркой. Если для залатывания коллектора будет использован низкокачественный материал, о долговечности проделанной работы не может быть и речи. В большинстве случаев отводящий коллектор дополняют специальным датчиком, который помогает отслеживать уровень кислорода в выхлопе. Он помогает корректировать состав топливной смеси, что подается в двигатель. Как итог – незримая взаимосвязь между составляющими системы.
Теперь поговорим о классификации проблем выхлопной системы.
| Проблема | Описание |
|---|---|
| Катализатор | Фильтр используется с целью задержки сажи, которая имеется в газах выхлопа. Из-за постоянного влияния высокой температуры и засорения, элементы детали плавятся крайне быстро. О неполадках сигнализирует отсутствие дыма из трубы, либо его слабое проявление с сизым оттенком. |
| Датчик кислорода | Причин поломки может быть несколько – корпус разгерметизировался, перегрев, износ, отсутствие контакта по электрической цепи или банальное механическое повреждение. |
| Гофра | Элемент глушителя цилиндрообразной формы с гофрированной трубкой внутри и внешним покрытием из нержавейки. Благодаря эластичности детали, она поглощает колебания и защищает систему от разрыва. Поломка происходит, когда забит фильтр сажи + происходит резкий скачок давления. |
| Резонатор | Часто называют малым глушителем. Расположен перед своим старшим собратом. Возможная поломка – 1-2 элемента детали прогорели. |
| Глушитель | Признаки более чем говорящие – дребезжание в месте крепления системы, снижение мощности движка и громкое звуковое сопровождение. |
| Выпускной коллектор | Возможные проблемы – разрыв патрубка или дырка в коллекторе. Признаком проблемы служит аромат выхлопных газов в помещении салона. |
Оговоренные проблемы возникают из-за влияния химических веществ, которые содержаться в смесях, распространяемых во время гололедицы. Вторая причина – износ детали. Система постоянно находится под влиянием высоких температур. Плавление и прогорание ее компонентов не диковинка.
Сварка выпускных коллекторов собственноручно: особенности и рекомендации
1) Как снять/установить выпускной коллектор в авто?
В зависимости от степени сложности проводимого ремонта, может возникнуть необходимость в покупке нового коллектора, ибо сварка обойдется по той же цене, а иногда даже дороже. Для большинства владельцев проще будет обратиться в СТО, но есть и категория автомобилистов, которые предпочитают производить мелкие ремонтные работы собственными руками.

Набор инструментов для замены старого коллектора на новый:
Покупая новый коллектор, в комплекте сразу нужно менять 2 типа прокладок – в связке коллектор/ГБЦ и коллектор/приемная трубка системы выпуска. О том, какой именно брать коллектор, скажет маркировка старого + проконсультироваться у продавца – это святое.
Алгоритм замены выхлопного коллектора:

Всего 14 шагов. Весь процесс может занять от 1 до 3 часов. Конечно же, если у человека все в порядке с прямотой рук. Если не уверены в своих способностях, лучше обратиться в сервисный центр. Дороже, но качественней.
2) Как происходит сварка выпускных коллекторов из чугуна?
Последний вариант отличается методикой прокладки швов – короткие отрезки, на которые накладываются повторные слои. Такое подход позволяет избежать коробления материала выпускного коллектора.
Классификация типов сварки
| Тип | Особенности | Популярность (из 5 ★) |
|---|---|---|
| Газовая | Методика показывает одни из лучших результатов в работе с чугуном. Предотвращается большое выгорание углерода без потери качества в швах. | ★★★★ |
| Полуавтоматом | Одно из условий успеха – качественная подготовка детали к сварке. Важно запомнить порядок выполнения действий во время процесса. Присадкой будет специализированные вариации проволоки. | ★★★ |
| TIG-сварка | Ручная сварка с применением неплавящегося электрода на основе вольфрама, где в качестве защитного газа используется аргон. Для обработки чугуна методика вполне приемлема. | ★★★★ |
| Инвертором | Тип ручной сварки с большим количеством предварительных работ, связанных с зачисткой поверхности места сварки выпускного коллектора, обезжириванием и углублением трещины до конусообразного вида расшивки. Сам процесс происходит слоями с опорой в качестве стальных шпилек. | ★★★★★ |
Если мы говорим о работе в домашних условиях, то единственный приемлемый вариант – холодная сварка инвертором. Из-за хрупкости чугуна, профаны не смогут качественно заделать даже мелкую трещину.
Какие электроды использовать:
При выявлении трещины в выпускном коллекторе, не советуется ожидать пока та приведет к срыву патрубка. Советуется как можно скорее снять деталь с двигателя и произвести ее ремонт. Для чугунных коллекторов при сварке требуется увеличение углерода – от 3% до 7%.

Если используется горячая сварка, деталь необходимо предварительно разогревать. Температура поддерживается на одном уровне (плюс/минус 10%) на протяжении всего процесса сварки. Учитывайте физические свойства чугуна – металл очень быстро остывает.

3) Особенности сварки выпускного коллектора из нержавейки

Обратите внимание: во избежание выгорания добавок в сплавах нержавейки, настоятельно рекомендуется производить сварку деталей исключительно в среде защитных газов.
Вторичное последствие – деформация детали из-за температурного режима сварки. При полном соблюдении технологии, обрабатывать фланец не потребуется. В обратном случае, получаем швы со сниженными антикоррозийными свойствами. Причина – преодоление отметки в 500 градусов. При достижении пиковой точки наступает процесс межкристаллической коррозии из-за перераспределения молекул металлов внутри сплава.
Популярные типы сварки для нержавейки:
Если речь о гаражном ремонте выпускного коллектора из нержавейки, оптимальным решением станет наложение сварочных швов электродами, имеющими ММА покрытие. Можно выбрать электрод на основе титана с рутиловым покрытием.

Менее привлекательные варианты, но тоже рабочие – это опять-таки электроды из двуоксиного титана с покрытием из кальция/карбоната магния. Толщина электрода идет по ГОСТу 10052.
Одна из вариации варки чугунного коллектора сварочным аппаратом:
4) Можно ли сварить выпускной коллектор холодной сваркой?
Хотя прямого отношения к металлическому завариванию швов холодная сварка и не имеет, некоторые мастера ее все же используют на временной основе. Применять метод советуется лишь тем личностям, кто знаком с технологией исполнения.
Когда рационально использовать холодную сварку:
Для сварки коллектора из нержавейки холодную сварку в виде клея еще можно использовать, но, если деталь из чугуна – вы только зря потратите время. На сколько хватит шва? Километров 500 от силы, но в 80% случаев сварка отлетает уже спустя 50-100 тысяч метров, так как на сдвиг и кручение шов не работает, к слову, совсем.
Подводя итоги, отметим, что наиболее рациональная сварка выпускных коллекторов – инвертор со специализированными электродами для чугуна, и сваривание ММА электродами для нержавейки. Без опыта в сварке будьте готовы к массе косяков и срывов швов. Если желаете сэкономить нервы, лучше обратиться в СТО или замените коллектор вовсе. Удачи на дорогах!



