МАШИНЫ ДЛЯ РЕЛЬЕФНОЙ СВАРКИ
Рис. 27. Машина МР-8001 для рельефной сварки
12. Техническая характеристика машин для рельефной сварки
Число ступеней регулирования коэффициента трансформации
Пределы изменения вторичного напряжения, В Расстояние между электродными плнтамн, мм:
Вертикальный ход верхней плиты (рабочий — f — дополнительный), мм
Установочное перемещение нижней плиты, мм
Максимальное усилие сжатия плит, кгс
Быстродействие, ход/мин, при ходе, мм;
Рекомендуемое число одновременно свариваемых рельефов при толщине деталей, мм:
Примечание. Вылет (до центра плиты) 300 мм.
трансформаторами 5 (рис. 27), расположенными по обе стороны сварной силовой стойки 4, выполненной в виде скобы. Шток пневматического привода 3 сжатия соединен с ползуном направляющего устройства 2 на подшипниках качения через блок тарельчатых пружин, что обеспечивает большую подвижность верхней электродной плиты. Предусмотрена возможность перемещения нижней контактной плиты 1 по вертикали, что расширяет технологические возможности машин. В машине предусмотрено как последовательное, так и параллельное соединение первичных обмоток сварочных трансформаторов, благодаря чему в 2 раза увеличивается диапазон регулирования коэффициента трансформации. Техническая характеристика машин для рельефной сварки приведена в табл. 12.
Для герметизации корпусов полупроводниковых приборов и интегральных схем применяют полуавтоматические рельефные конденсаторные машины серии МРК.
На рис. 28 изображена машина типа МРК-2001, предназначенная для рельефной сварки корпусов полупроводниковых приборов диаметром 3—9 мм. Машина имеет сварной корпус 7, внутри которого размещен сварочный трансформатор 8. Токоподводы 9 и 10 соединяют трансформатор с нижним неподвижным электродом 12 и верхним электродом 5, установленным на штоке диафрагменного привода 6 сжатия электродов. На вертикальном вале электромеханического механизма 11 шагового вращения закреплена планшайба, на которой установлены двенадцать сварочных головок 4. Верхние промежуточные электрододержатели головок закреплены в шарнирных параллелограммах 3, которые с помощью вертикальных толкателей с роликом 13 на конце поднимаются в местах загрузки в верхнее положение. Нижние промежуточные электрододержатели 2 подпружинены.
Токоподводы и планшайба с электродными головками размещены внутри скафандра 1, который обеспечивает возможность сварки в контролируемой атмосфере. В скафандре имеются четыре отверстия с закрепленными на их горловинах резиновыми перчатками с крагами, через которые два рабочих, обслуживающих полуавтомат, вводят руки для ручной установки свариваемых деталей в промежуточные электроды сварочных головок. Сваренные изделия снимаются автоматически съемником. Технические данные машин серии МРК приведены в табл. 13.
13. Техническая характеристика машин серии МРК
Машины для рельефной сварки
Машины для рельефной сварки во многом схожи с точечными. В отличие от последних они имеют плиты для крепления оснастки сварочной машины, а если необходимо, и специальные приспособления. Машины должны иметь повышенную жесткость станины, консолей и минимальные поперечные смещения ползуна при движении. Это обеспечивает параллельность электродных плит. Привод должен иметь лучшие динамические характеристики, а в мощных машинах — повышенное усилие для проковки. Электрическая часть должна обеспечивать плавное нарастание тока, модуляцию переднего фронта или его пульсирующее включение, необходимое для предотвращения выплесков и повышения стойкости электродов.
Электротехническая промышленность в течение многих лет выпускала машины для рельефной сварки общего назначения серии МРП мощностью 100—600 кВА. При их разработке широко использовались узлы точечных машин типа МТП. Машины оснащались игнитронными асинхронными контакторами и электронным реле РВЭ-7, а машины мощностью свыше 300 кВА— еще и регуляторами РВЭ-8, позволяющими осуществлять пульсирующее включение сварочного тока.
Машины этой серии не вполне удовлетворяли возросшим требованиям и поэтому сняты с производства, но до сих пор значительное количество этого оборудования находится в эксплуатации. Основные недостатки машин этой серии; несовершенство электрической аппаратуры, низкие динамические свойства привода, завышенная электрическая мощность из-за больших размеров вторичного контура.
Взамен этой серии промышленность выпускает машины для рельефной сварки общего назначения двух серий. Серия легких машин MP, рассчитанная на сварочные токи 16, 25, 40 кА (табл. 29), существенно отличается от машин серии МРП лучшими динамическими характеристиками пневмопривода. Уменьшение размеров вторичного контура за счет более рационального расположения трансформатора снизило мощность этих машин. Общая масса оборудования уменьшилась на 15—25%. Ток в машинах этой серии коммутируется тиристорными контакторами. Циклом
сварки управляет совершенная бесконтактная аппаратура, позволяющая осуществлять плавное регулирование тока, модуляцию и многоимпульсные включения. Возможно осуществление цикла с переменным усилием на электродах.
| Показатели | MP-1617 | МР-2517 | МР-4017 |
| Номинальный сварочный ток, кА | 16 | 25 | 40 |
| Номинальная мощность, кВА | 70 | 160 | 430 |
| ПВ, % | 20 | 20 | 20 |
| Производительность (рабочий ход 20 мм), ходов в минуту | 160 | 120 | 70 |
| Пределы регулирования вторичного напряжения, В | 3,25—4,5 | 3,56—5,35 | 5—9,85 |
| Максимальное усилие на электродах, кгс | 800 | 1600 | 2500 |
| Максимальный ход верхней электродной плиты (рабочий + дополнительный), мм | 80 | 100 | 120 |
| Установочное перемещение нижней плиты, мм | 70 | 100 | 100 |
| Вылет электродов, мм | 385 | 410 | 410 |
| Расстояние между электродными плитами, мм | 80—220 | 150—320 | 150—340 |
| Размеры электродных плит, мм | 170Х 170 | 220X220 | 220X220 |
| Габаритные размеры, мм | 2100Х 1500 Х560 | 2300 X1800 Х600 | |
| Масса, кг | 450 | 620 | 1200 |
Примечание. Расстояние от станины до центра электродных плит 300 мм.
Для рельефной сварки изделий с большим числом рельефов выпускается новая серия тяжелых машин, рассчитанная на сварочные токи 63, 80 и 100 кА (табл. 30). Базовой машиной этой серии послужила машина МР-6303 (ток 63 кА и усилие сжатия плит 3200 кгс). Остальные типоразмеры этой серии образуются при замене сварочных трансформаторов и приводов сжатия.
| Показатели | МР-6303 | МР-8001 | MP-10003 |
| Номинальный сварочный ток, кА | 63 | 80 | 100 |
| Номинальная мощность при ПВ= 20%, кВА | 600 | 850 | 1200 |
| Производительность (рабочий ход 20 мин), ходов в минуту | 60 | 60 | 60 |
| Пределы регулирования вторичного напряжения, В | 2,28—9,14 | 2,5—10,0 | 3,25—13,0 |
| Вторичное напряжение на номинальной ступени, В | 8 | 8,85 | 10,2 |
| Максимальное усилие на электродах (в зависимости от конструктивного исполнения), кгс | 2000-5000 | 3200-5000 | 5000-8000 |
| Ход верхней электродной плиты (рабочий + дополнительный), мм | 50+ 150 | 50+ 150 | 50+ 150 |
| Установочное перемещение нижней плиты, мм | 200 | 200 | 200 |
| Расстояние между электродными плитами, мм | 50—450 | 50—450 | 50—450 |
| Размеры электродных плит, мм: | |||
| верхней | 300X300 | 300Х 300 | 300Х 300 |
| нижней | 300X400 | 300X400 | 300X400 |
| Габаритные размеры, мм | 3100Х 1550 Х1030 | 3100Х 1550 X 1030 | 3300 X 1600 X 1030 |
| Масса, кг | 3000 | 3200 | 4500 |
Примечание. Расстояние от станины до центра электродных плит 300 мм.
Сварочный корпус машины выполнен в виде жесткой скобы (рис. 106). Два сварочных трансформатора, установленных по сторонам корпуса, параллельно подключены к сварочному контуру машины. Привод сжатия машины пневматический с направляющим устройством на подшипниках качения. Ползун направляющего устройства соединен со штоком пневмопривода через блок тарельчатых пружин. Все это значительно улучшает динамическую характеристику привода. В зависимости от модификации машины максимальные усилия сжатия изменяются от 2000 до 8000 кгс.

Рис. 106. Машины для рельефной сварки типа МР-6303:
1 — стол; 2 — направляющее устройство; 3 — пневматический привод; 4 — сварной корпус; 5 — сварочный трансформатор
Машина комплектуется станцией питания и управления, выполненной на бесконтактных элементах. Станция обеспечивает подачу трех импульсов сварочного тока с независимым регулированием величины и длительности паузы между ними, плавное нарастание силового импульса сварочного тока и разделение сварочного тока на пульсации. Эта же аппаратура регулирует подачу команд для выключения повышенного усилия сжатия электродов для проковки. Прерывают ток игнитроны.
В массовом производстве, где целесообразна рельефная сварка, не всегда подходят машины общего назначения. К числу таких примеров можно отнести сварку изделия с большим числом кольцевых рельефов значительных диаметров, расположенных на большой площади. Для сварки таких соединений требуются мощные машины с двумя сварочными трансформаторами, расположенными друг против друга. Применение двух трансформаторов увеличивает мощность машины, а их расположение обеспечивает более равномерное распределение сварочного тока.
Машины изготовляют с использованием узлов машин общего назначения. На рис. 107 показана одна из таких машин, разработанная и изготовленная в ИЭС им. Е.О. Патона. Основные технические данные этой машины: силы сварочного тока 120 кА; усилие сжатия 5100 кгс. Последовательность и регулирование всех этапов полного термомеханического цикла обеспечивается тиристорным регулятором времени РВТУ-200.

Рис. 107. Двухтрансформаторный пресс типа К-602
Если позволяют размеры и конструкции изделия, то его можно сваривать на двух сварочных прессах, установленных друг против друга (рис. 108).
Рис. 108. Одновременная рельефная сварка на двух однотрансформаторных машинах
Энергетические преимущества и более равномерное распределение тока по рельефам можно получить на машинах постоянного тока. Во ВНИИЭСО разработаны машины трех типоразмеров: МРВ-6301, МРВ-4001, MP В-8001. Наиболее целесообразно применение таких машин, когда требуется большее расстояние до центра электродных плит. К специальным машинам, распространенным в автомобильной промышленности, относится машина для сварки тормозных колодок, изготовляемых рельефной сваркой. Современные машины этого типа представляют собой роликовые прессы. Их производительность зависит от степени автоматизации и размеров свариваемого изделия. Для разгрузки сети мощные машины этого типа изготовляют трехфазными с выпрямлением тока во вторичном контуре (рис. 109). Массовое производство тормозных колодок возможно и на рельефной машине общего назначения, имеющей специальную оснастку, однако производительность значительно снижается. Повысить производительность можно, применив сдвоенные многоэлектродные машины с горизонтальным столом.
Рис. 109. Трехфазный роликовый пресс для сварки тормозных колодок
Одним из примеров эффективного применения рельефной сварки может быть сварка сепараторов подшипников вместо клепки. Для этой цели создано специализированное сварочное оборудование. Конденсаторные машины КСП-2, КСП-4 и КСП-5, рассчитанные на токи 25, 35, 60 кА (амплитудные значения), позволяют сваривать одновременно семь-восемь рельефов на стальных сепараторах из стали толщиной 1—1,5 мм. Машины оснащены пятипозиционными поворотными столами, приводимыми в действие механизмом червячного типа с цевочным зацеплением, который обеспечивает циклическое вращение стола с точной остановкой на заданной позиции без применения стопора. Для предотвращения выплесков при сварке во вторичный контур машин смонтировано секционированное индуктивное сопротивление, а верхние электроды подпружинены. Производительность машин 1200—1400 изделий в час.
Машина контактной рельефной сварки МРТ-4001, 2013 года выпуска, заводской №002, производитель ООО «Техносвар КС», Россия.






| Статус: | Торги не состоялись |
| Регион: | Челябинская область |
| Начало приёма заявок: | 22.06.2020 10:00 |
| Конец приёма заявок: | 31.07.2020 10:00 |
| Конец приема ценовых предложений: | 31.07.2020 11:00 |
| Начало приёма заявок на периоде: | 24.07.2020 10:00 |
| Конец приёма заявок на периоде: | 31.07.2020 10:00 |
| Тип торгов: | ОТПП Подсказка |
| Секция торгов: | Банкротство |
| Площадка: | АСТ |
| Организатор торгов: | Дюрягин Сергей Витальевич Подсказка |
| Информация о должнике: | ООО «ЧЕЛЖБИ-1» |
Регион: Челябинская область
Текущая цена: 389 196,00 ₽
Начальная стоимость: 457 880,00 ₽
Порядок ознакомления с имуществом (предприятием) должника: Инвентаризационная опись, отчеты об оценке размещены в ЕФРСБ. Лица, заинтересованные в участии в торгах, вправе произвести осмотр в рабочие дни в согласованное с представителем Конкурсного управляющего время (тел. 8(351)2251634, e-mail: mozhayceva@gmail.com).
Общая информация:
Машина контактной рельефной сварки МРТ-4001, 2013 года выпуска, заводской №002, производитель ООО «Техносвар КС», Россия.
Наименование: ОБЩЕСТВО С ОГРАНИЧЕННОЙ ОТВЕТСТВЕННОСТЬЮ «ЧЕЛЯБИНСКИЙ ЗАВОД ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ №1»


Наименование: Дюрягин Сергей Витальевич
Телефон: 7 (922) 2396894
ФИО контактного лица: Дюрягин Сергей Витальевич
E-mail контактного лица: arbitr_torgi@mail.ru
Телефон контактного лица: 89222396894
Регистрационный номер: 3313
Фамилия, имя, отчество: Можайцева Мария Юрьевна
СРО: Ассоциация «Саморегулируемая организация арбитражных управляющих «Южный Урал»
Адрес электронной почты: arbitr_torgi@mail.ru
Номер телефона: 89222396894
| Начало приема заявок | Конец приема заявок | Конец периода | Текущая цена, ₽ | Размер задатка, ₽ |
|---|---|---|---|---|
Примечание. Расстояние от станины до центра электродных плит 300 мм.
Для рельефной сварки изделий с большим числом рельефов выпускается новая серия тяжелых машин, рассчитанная на сварочные токи 63, 80 и 100 кА (табл. 30). Базовой машиной этой серии послужила машина МР-6303 (ток 63 кА и усилие сжатия плит 3200 кгс). Остальные типоразмеры этой серии образуются при замене сварочных трансформаторов и приводов сжатия.
Примечание. Расстояние от станины до центра электродных плит 300 мм.
Сварочный корпус машины выполнен в виде жесткой скобы (рис. 106). Два сварочных трансформатора, установленных по сторонам корпуса, параллельно подключены к сварочному контуру машины. Привод сжатия машины пневматический с направляющим устройством на подшипниках качения. Ползун направляющего устройства соединен со штоком пневмопривода через блок тарельчатых пружин. Все это значительно улучшает динамическую характеристику привода. В зависимости от модификации машины максимальные усилия сжатия изменяются от 2000 до 8000 кгс.
Рис. 106. Машины для рельефной сварки типа МР-6303:
1 — стол; 2 — направляющее устройство; 3 — пневматический привод; 4 — сварной корпус; 5 — сварочный трансформатор
Машина комплектуется станцией питания и управления, выполненной на бесконтактных элементах. Станция обеспечивает подачу трех импульсов сварочного тока с независимым регулированием величины и длительности паузы между ними, плавное нарастание силового импульса сварочного тока и разделение сварочного тока на пульсации. Эта же аппаратура регулирует подачу команд для выключения повышенного усилия сжатия электродов для проковки. Прерывают ток игнитроны.
В массовом производстве, где целесообразна рельефная сварка, не всегда подходят машины общего назначения. К числу таких примеров можно отнести сварку изделия с большим числом кольцевых рельефов значительных диаметров, расположенных на большой площади. Для сварки таких соединений требуются мощные машины с двумя сварочными трансформаторами, расположенными друг против друга. Применение двух трансформаторов увеличивает мощность машины, а их расположение обеспечивает более равномерное распределение сварочного тока.
Машины изготовляют с использованием узлов машин общего назначения. На рис. 107 показана одна из таких машин, разработанная и изготовленная в ИЭС им. Е.О. Патона. Основные технические данные этой машины: силы сварочного тока 120 кА; усилие сжатия 5100 кгс. Последовательность и регулирование всех этапов полного термомеханического цикла обеспечивается тиристорным регулятором времени РВТУ-200.
Рис. 107. Двухтрансформаторный пресс типа К-602
Если позволяют размеры и конструкции изделия, то его можно сваривать на двух сварочных прессах, установленных друг против друга (рис. 108).
Рис. 108. Одновременная рельефная сварка на двух однотрансформаторных машинах
Энергетические преимущества и более равномерное распределение тока по рельефам можно получить на машинах постоянного тока. Во ВНИИЭСО разработаны машины трех типоразмеров: МРВ-6301, МРВ-4001, MP В-8001. Наиболее целесообразно применение таких машин, когда требуется большее расстояние до центра электродных плит. К специальным машинам, распространенным в автомобильной промышленности, относится машина для сварки тормозных колодок, изготовляемых рельефной сваркой. Современные машины этого типа представляют собой роликовые прессы. Их производительность зависит от степени автоматизации и размеров свариваемого изделия. Для разгрузки сети мощные машины этого типа изготовляют трехфазными с выпрямлением тока во вторичном контуре (рис. 109). Массовое производство тормозных колодок возможно и на рельефной машине общего назначения, имеющей специальную оснастку, однако производительность значительно снижается. Повысить производительность можно, применив сдвоенные многоэлектродные машины с горизонтальным столом.
Рис. 109. Трехфазный роликовый пресс для сварки тормозных колодок
Одним из примеров эффективного применения рельефной сварки может быть сварка сепараторов подшипников вместо клепки. Для этой цели создано специализированное сварочное оборудование. Конденсаторные машины КСП-2, КСП-4 и КСП-5, рассчитанные на токи 25, 35, 60 кА (амплитудные значения), позволяют сваривать одновременно семь-восемь рельефов на стальных сепараторах из стали толщиной 1—1,5 мм. Машины оснащены пятипозиционными поворотными столами, приводимыми в действие механизмом червячного типа с цевочным зацеплением, который обеспечивает циклическое вращение стола с точной остановкой на заданной позиции без применения стопора. Для предотвращения выплесков при сварке во вторичный контур машин смонтировано секционированное индуктивное сопротивление, а верхние электроды подпружинены. Производительность машин 1200—1400 изделий в час.
Машины контактной сварки рельефные


«Афалина Челябинск» — компания, предлагающая российским организациям традиционное и технически новое строительное оборудование. Мы предлагаем не просто оборудование, а современные высокотехнологичные решения. Ассортимент оборудования динамично расширяетс

Представляем гигантский выбор наименований оборудования и оснастки для обработки изделий на сайте. Компания обладает колоссальным опытом разработки и внедрения на предприятия нового технологического оборудования.

«Афалина Челябинск» — компания, предлагающая российским организациям традиционное и технически новое строительное оборудование. Мы предлагаем не просто оборудование, а современные высокотехнологичные решения. Ассортимент оборудования динамично расширяетс
Широкий выбор специализированного промышленного оборудования от ведущих мировых и российских производителей. Компания обладает колоссальным опытом разработки и внедрения на предприятия нового технологического оборудования.
Представляем гигантский выбор услуг для внедрения на предприятия производственного или строительного характера. Оптимальные цены, высокое качество обслуживания и продукции.
«Афалина Челябинск» — компания, предлагающая российским организациям традиционное и технически новое строительное оборудование. Мы предлагаем не просто оборудование, а современные высокотехнологичные решения. Ассортимент оборудования динамично расширяетс
Весь перечень услуг от компании НОВА-Механика. Компания обладает колоссальным опытом разработки и внедрения на предприятия нового технологического оборудования.
Доставка большого ассортимента дерево и металлообрабатывающего оборудования и запчастей к ним и многое другое в нашем каталоге. НОВА-Механика поставляет оборудование, соответствующее задачам и требованиям предприятия.
«Афалина Челябинск» — компания, предлагающая российским организациям традиционное и технически новое строительное оборудование. Мы предлагаем не просто оборудование, а современные высокотехнологичные решения. Ассортимент оборудования динамично расширяетс
Представляем гигантский выбор дерево и металлообрабатывающего оборудования и запчастей к ним от ведущих мировых и российских производителей. НОВА-Механика поставляет оборудование, соответствующее задачам и требованиям предприятия.
«Афалина Челябинск» — компания, предлагающая российским организациям традиционное и технически новое строительное оборудование. Мы предлагаем не просто оборудование, а современные высокотехнологичные решения. Ассортимент оборудования динамично расширяетс
«Афалина Челябинск» — компания, предлагающая российским организациям традиционное и технически новое строительное оборудование. Мы предлагаем не просто оборудование, а современные высокотехнологичные решения. Ассортимент оборудования динамично расширяетс
«Афалина Челябинск» — компания, предлагающая российским организациям традиционное и технически новое строительное оборудование. Мы предлагаем не просто оборудование, а современные высокотехнологичные решения. Ассортимент оборудования динамично расширяетс
Вся номенклатура дерево и металлообрабатывающего оборудования и запчастей к ним для вашего предприятия. Наши специалисты всегда готовы оказать услуги по наладочным и ремонтным работам по гарантии и постгарантийному обслуживанию.
Афалина Челябинск — компания, предлагающая российским организациям традиционную и технически новую машину обеспечивающую контактную сварку. Мы предлагаем не просто машину, а современные высокотехнологичные решения. Ассортимент машин динамично расширяется
Машины рельефной сварки
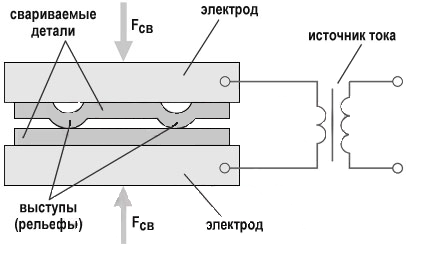
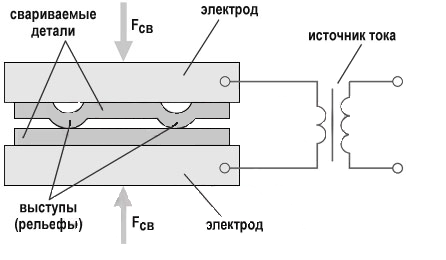
Машины рельефной сварки — это оборудование, которое позволяет производить соединение металлических изделий методом рельефной сварки. В свою очередь, рельефная сварка представляет собой разновидность контактной сварки. В процессе рельефной сварки формируется соединение металлических поверхностей на отдельных участках, которые обусловлены их геометрической формой (в число таких участков могут входить и выступы, находящиеся на поверхности). Если сравнивать данный метод с другими методами контактной сварки, то стоит отметить, что их специфика во многом схожа.
В процессе рельефной сварки участок металлической поверхности, где образуется сварное соединение, доводиться до плавления, а затем металл:
Данные особенности технологии позволяют говорить о большом количестве достоинств рельефной сварки. К преимуществам данного метода можно отнести:
Рельефная сварка используется для сваривания стальных заготовок, изделий, изготовленных из титана, деталей из твердых цветных металлов, а также для соединения поверхностей с небольшим сечением и толщиной, произведенных из различных сплавов (например, в приборостроительной отрасли промышленности). В зависимости от того, какую конструкцию и расположение имеют свариваемые заготовки, существует несколько групп рельефных соединений:
Первый тип соединений, нахлесточные соединения, на сегодняшний день считается самым распространенным. К примеру, для сваривания стальных заготовок, а также заготовок, изготовленных из сплавов титана, применяется одиночный круглый рельеф в форме сферы. В том случае, когда длина нахлестки не велика, используются рельефы удлиненной формы — это делает возможным получение соединения требуемой площади и требуемой прочности. Для сваривания металлических заготовок, толщина которых достигает 0,4-0,6 миллиметра, чаще всего, применяются кольцевые рельефы, которые являются более прочными и в меньшей степени подлежат смятию под действием силы сжатия до того момента, когда включается сварочный ток.
Сварка заготовок, состоящих из сплавов (сплавы алюминия и другие), которые обладают низкой жаропрочностью, осуществляется при помощи сплошных рельефов. Данный тип рельефов обладает высокой стойкостью, кроме того, применение таких рельефов характеризуется получением сварочных соединений со сформированным литым ядром. В свою очередь, при рельефной сварке заготовок, обладающих разной толщиной, рельефы различных форм и высоты, отличающиеся компактностью, осуществляются при помощи холодной высадки.
Для небольших изделий из разных типов металла, толщина которых составляет менее 0,3-0,4 миллиметра, более рационально делать рельефы пирамидного типа с сечением в виде треугольника или трапеции, при этом размещать такие рельефы необходимо на металле с более высокой электро- и теплопроводностью. В этом случае место сварки по размеру может равняться одному квадратному миллиметру и меньше.
При проведении рельефной сварки изделий, толщина которых колеблется от десяти до двадцати пяти миллиметров и более, штамповка рельефов более трудна, поэтому производить ее стоит с использованием дополнительных вставок. В некоторых случаях эти вставки могут быть изготовлены из другого материала — таким образом удается повысить свариваемость и легировать металл литого ядра.
Еще одна группа рельефных соединений, тавровые соединения, представляют собой технологию сварки, в которой одна из заготовок присоединяется к развитой поверхности другой заготовки своей торцевой поверхностью. Тавровые соединения можно классифицировать следующим образом:
Первые обладают рельефом в форме сферы или конуса. С помощью таких рельефов можно соединять трубы и втулки с листовым металлом, образуя геометрическое соединение. Такие же соединения можно получать и методом острой грани — элементы ввариваются в отверстие листового материала или трубы.
Последним типом соединения, который также получил достаточное распространение, является крестообразное рельефное соединение. Данный тип применяется при работе с проволокой, трубами и стержнями. Такой рельеф формируется естественным путем, отталкиваясь от формы обрабатываемых заготовок.
Стоит заметить, что вне зависимости от типа рельефной сварки, подготовка изделий к обработке осуществляется таким же образом, как и подготовка к точечной сварке.
Предыдущая статья

Машины контактной сварки
На сегодняшний день система контактной сварки получила довольно широкое распространение — оборудование данного типа используется как в производственных целях, так и в бытовых.
Следующая статья
Сварочные электрододержатели для дуговой сварки
Сварочный электрододержатель — это приспособление, которое используется для крепления сварочного электрода.

Внимание! Изображения товара, приведенные на сайте svarka.dukon.ru, включая цвет, размер, могут отличаться от реального внешнего вида товара. Возможны изменения конструкций, технических характеристик, внешнего вида, комплектации товара, не ухудшающие его потребительских качеств, без предварительного уведомления потребителя. В случае любых сомнений перед покупкой уточняйте технические характеристики и комплектацию на официальном сайте производителя, а также у менеджеров отдела продаж. Внешний вид, наличие необходимых характеристик и комплектации проверяйте в момент получения товара.
Окончательная цена может отличаться от цен, указанных на сайте.
Все права на любые материалы, опубликованные на сайте, защищены в соответствии с российским и международным законодательством об интеллектуальной собственности.
Любое использование текстовых, фото, аудио и видеоматериалов возможно только с письменного согласия правообладателя.
Обратный звонок
Оставьте ваш телефон и наш менеджер свяжется с вами в ближайщее время
Инверторные машины контактной точечной и рельефной сварки TECNA (Италия)


Машины TECNA разработаны с учетом самых высоких требований заказчиков предъявляемых к оборудованию для контактной сварки. Новый дизайн машин облегчает управление машиной. Панель блока управления расположена на передней части машины, под углом, для комфортного считывания информации с блока. Шланги, клапана, регулятор давления – расположены в верхней части машины для легкого доступа для облуживания.
Основные преимущества:
Преимущества инверторной технологии
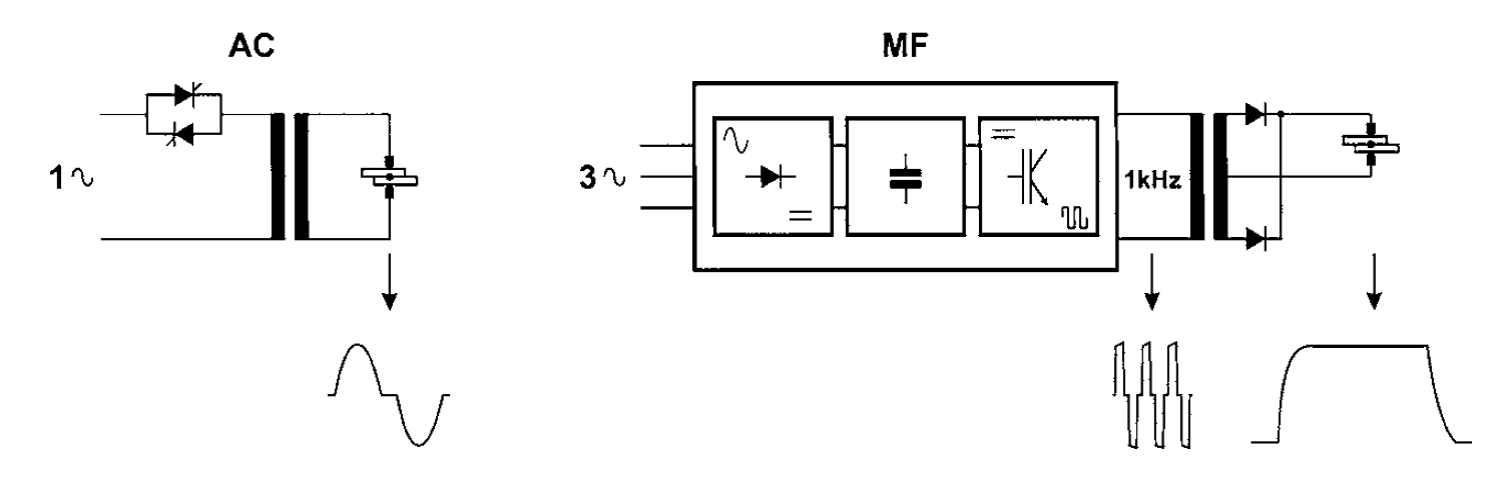
Преимущества сварки на токе средней частоты
Вследствие этого инверторная технология приводит к значительному улучшению качества сварки, дает возможность предельно точной регулировки времени сварки и сварочного тока, увеличивает производительность и снижает себестоимость.



