Как настроить швейную машину своими руками
Содержание
Каждый мастер должен знать, как настроить свою швейную машинку для работы с разными тканями. Основные особенности регулировки описаны в инструкции, которую нужно обязательно изучить сразу после покупки оборудования. Заводские настройки рассчитаны на ткани средней плотности, но они также могут сбиться, и придётся сразу настраивать строчку своими руками.
Общие принципы
Сразу отметим, что настройка электромеханических швейных машин выполняется с помощью специальных регуляторов, а компьютерные модели сочетают электронную регулировку с механической. Длительность процесса зависит от сложности конструкции конкретной модели и продуманности её панели управления.
Обязательно сверяйтесь с инструкцией, поскольку параметры машин и способы регулировки могут значительно отличаться друг от друга.
Настройка швейной машинки
Далее рассмотрим базовые регулировки машины для получения качественных строчек. Начнём с наиболее простых параметров, а в конце изучим возможные проблемы.
Тип, длина и ширина стежка
Несмотря на элементарность, регулировка этих значений может повлиять на качество готового изделия. Для разных материалов и задач производитель машины предусмотрел специальные строчки (для трикотажа, потайные, для обработки края), которым рекомендованы конкретные значения длины и ширины. Даже прямая строчка не может быть одинаковой для тонкой и толстой ткани. Чем тоньше ткань, тем меньшую длину стежка следует задать, а вот на толстой пальтовой ткани или коже стежок должен быть 3-4 мм.
Ширина зигзага также должна устанавливать в зависимости от типа ткани и задачи. Широкая строчка может стянуть тонкую ткань, а узкий зигзаг не сможет качественно обработать припуск рыхлых толстых материалов.
Подбирайте для каждой ткани специальные иглы и нитки, а также оптимальный баланс длины и ширины стежка. Всегда пробуйте строчку перед началом на лоскуте той же ткани.
Натяжение нитей
Строчка швейной машины должна быть настроена таким образом, чтобы узел переплетения верхней и нижней нити находился внутри ткани, и не был заметен ни с лицевой, ни с изнаночной стороны. Если регулировка натяжения нитей в машине механическая, то для верхней нити на корпусе будет расположен специальный регулятор.
На тестовой строчке нужно проверить, виден ли узел переплетения:
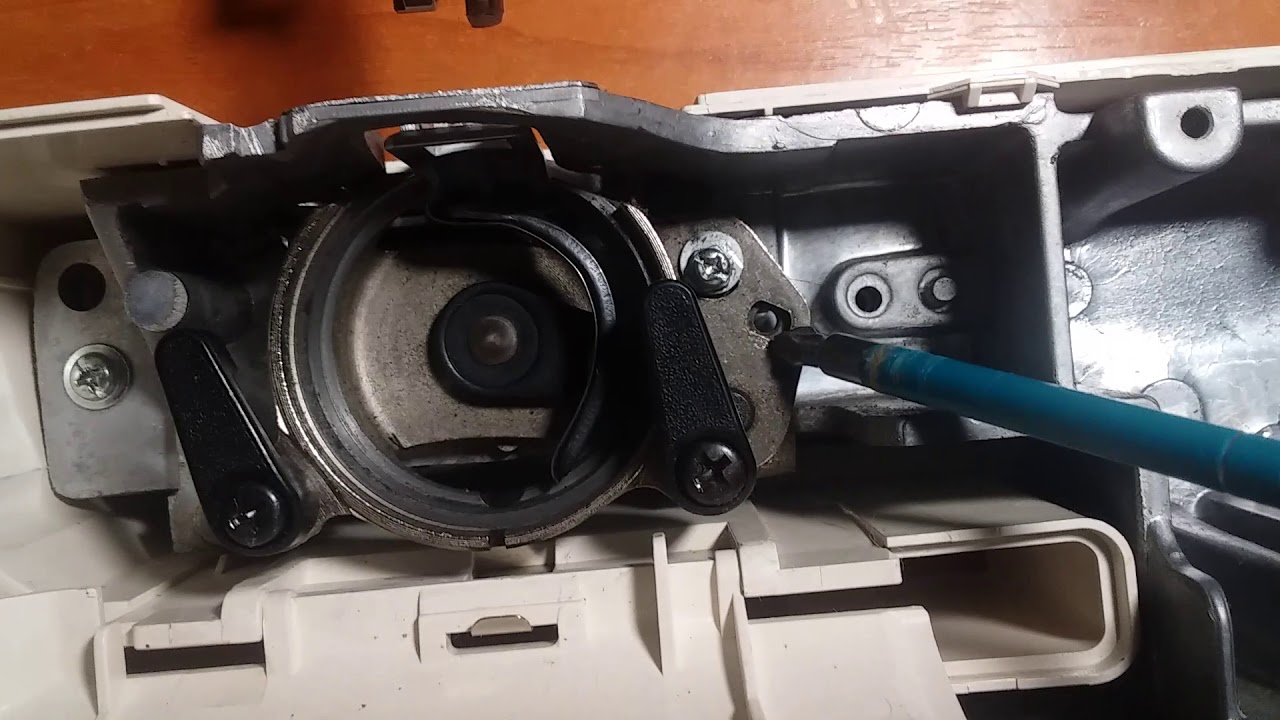
Натяжение нижней нити меняется специальным винтом на челноке и к этому узлу следует обращаться только в крайнем случае, если изменения верхней нити не дают желаемого результата. На машинах с вертикальным челноком проверяют, насколько легко вытягивается нить из колпачка. Для этого следует взять кончик нити заправленной в колпачок шпульки и приподнять вверх всё устройство. В идеале, висящий на нитке челночный колпачок должен опуститься на 2-3 см. Если он никак не реагирует на подвешивание – натяжение чрезмерное, а если опускается быстро – слабое. Для регулировки специальной отвёрткой подкручивают маленький винт на боковой части колпачка, не более чем на пол-оборота.
В машинах с горизонтальным челноком за натяжение отвечает винт на челночном устройстве, доступ к которому может отличаться в разных машинах. Иногда может понадобиться снятие игольной пластины. Если винт закрыт пломбой, значит, производитель не предусматривает возможность такой настройки и разблокировка этого места лишит машину гарантии.
Перед тем, как крутить любой винт, следует запомнить, в каком положении он находится, чтобы иметь возможность вернуться к первоначальной настройке узла.
На рынке также представлены современные модели с автоматической настройкой натяжения и электронным управлением.
Настройка давления лапки
На некоторых машинах предусмотрена ручная настройка силы давления прижимной лапки, которая используется при пошиве толстых и тонких тканей. Для плотных материалов давление увеличивают, для тонких – уменьшают. Регулировка производится поворотом винта, который обычно находится в верхней части корпуса или регулятором на левой боковой части.
Некоторые современные машины предлагают автоматическую или электронную настройку давления лапки.
Другие узлы настройки
Для исправной машины сочетание вышеперечисленных параметров позволит получить качественную строчку. Если проблемы остаются, потребуются более сложные манипуляции, которые может быть сложно сделать своими руками и потребуется вызвать мастера.
Взаимодействие иглы и челнока
Когда на пробной строчке появляются пропуски стежков, проверяют качество иглы, ниток, игольной пластины и натяжение нитей. Если все эти узлы исправны, неисправность может скрываться в месте встречи иглы и носика челнока. Для диагностики необходимо:
При обнаружении проблемы в зазоре между иглой и челноком следует обратиться к специалисту, особенно в случае действующей гарантии.
Проблемы с педалью
Поломка регулятора оборотов в ножной педали может значительно повлиять на удобство шитья. Машина будет строчить на высокой скорости при малейшем нажатии или «не слушаться» педали. Возможно, будет достаточно провести простую очистку механизма, разобрав корпус устройства. Но если внутренние контакты регулятора окислились, и очистка не помогла, потребуется полная замена регулятора или педали.
Настройка после простоя
Если машина долго не использовалась, перед настройкой необходимо провести чистку и смазку металлических компонентов. Остатки ниток и пыль выметают жёсткой кистью. Специальным машинным маслом для швейного оборудования смазывают металлические детали, подвергающиеся трению. Смазку удобно наносить медицинским шприцем.
После процедуры машину запускаю на маленькой скорости без ниток, чтобы смазка распределилась по всему механизму, затем выполняют пробную строчку.
Меры предосторожности
Рекомендуем соблюдать следующие принципы ухода и настройки швейной техники:
Информацию о том, как самому настроить швейную машину можно найти также в видео-инструкциях, выложенных на сайте Швейный советник или на официальных каналах производителей. Проводите проверку строчки и настройку перед началом работы над каждым новым проектом, начиная с подбора иглы и ниток.
Настройка швейной машинки: как отрегулировать собственноручно
Настроить швейную машинку можно в домашних условиях. Важно знать устройство модели. Приступать к настройке без базовых теоретических знаний не стоит. Рекомендуется узнать основные правила эксплуатации и ухода. А также рассмотреть правила регулировки машинки.
Основные правила эксплуатации
Настройка швейной машины пройдет без проблем, если ознакомиться с основными правилами эксплуатации устройства и соблюдать их. Точные требования описаны в инструкции к каждой модели. Но есть базовые рекомендации, которые помогут разобраться с разными машинками:
Важно! Не все машинки требуют смазки.
Причины поломок
Наладка швейных машин должна происходить только после выяснения причины поломки. Мастера выделяют несколько основных неполадок:
Важно! Мастера часто замечают поломки игл в машинках Artista.
Какие параметры можно отрегулировать
Регулировка бытовой швейной машины не занимает много времени. Параметров, которые можно регулировать, немного.
Важно! Виляющий челнок машинок Bernina нередко гнет иглы и рвет нити.
Что нужно для настройки швейного агрегата
Настройка швейной машинки зачастую не требует специальных инструментов. В домашних условиях используют шприц для введения смазки. А также отвертку для подкручивания болтов. Регулировка параметров происходит без инструментов. Они могут понадобиться, если произошла поломка. Но в таком случае машинку относят к мастеру, который починит устройство.
Новые модели машинок, таких линеек как Brother продаются в комплекте со всем необходимым для настройки оборудованием.
Инструкция по намотке нитки на шпульку
Настройка машинок дома не требует больших усилий. С намоткой нитки на шпульку справиться любая владельца швейного агрегата.
Важно! При полном заполнении шпулька прекращает вращаться.
Устранение стука
Наладчик всегда знает, как избавиться от стука. Швеи часто сталкиваются с такой проблемой при работе на агрегате «Подольск». Для этого дергают маховик в осевом направлении от машинки. В большинстве случаев хитрость помогает. Иногда приходится разбирать устройство. Требуется выкрутка ограничителя в виде винта под приводом. Снимать маховик. А также шпульку и втулку. Мастер надевает шайбу, которую может сделать самостоятельно. Такой трюк помогает избавиться от стука на долгое время.
Правила настройки современных машин
Ремонт и настройка современных швейных машинок отличается. В домашних условиях регулировка происходит немного иначе. В комплекте с новой моделью с электрическим приводом покупатель получает колесики-регуляторы для ручной настройки, например, как с Janome.
Задействуют пружину, прижимающую нить при намотке. Затем продевают верхнюю нить через ушки, регулятор напряжения, нитепротягиватель, скобы, иглу. Давление лапки регулируют пружиной.
Чтобы регулировка не привела к поломке, используют инструкцию к отдельной модели. Применяют инструменты, которые приложены к машинке. Не используют других подручных средств. В случае возникновения неполадок, обращаются к мастеру.
 Из чего состоит современная швейная машинка
Из чего состоит современная швейная машинка
Настройка длины и вида стежка
Производитель предусмотрел разные виды строчек для всех материалов. Для трикотажа или плотных тканей подбираются строки отдельно. Влияет также цель пошива. Поэтому на машинке устанавливается длина и ширина.
Важно! Чем тоньше ткань, тем короче должен быть стежок.
Устанавливается ширина зигзага и других видов строчек. Под эти параметры подбираются виды иголок. Каждая строчка имеет предназначение.
В инструкции к машинкам производители указывают соответствие стежков, материала, нитей и игл. Поэтому подобрать их несложно.
 Регулировка длины стежка
Регулировка длины стежка
Настройка взаимодействия иглы и челнока швейной машины
Челнок должен правильно взаимодействовать с иглой швейной машинки. Особенно важен параметр, если выполняется зигзаг. Устанавливается положение носика петлителя выше ушка иглы на несколько миллиметров.
Нос челнока в норме проходит вплотную с иглой. В таком случае не образуются пропуски. Отношение регулируют, ослабив винт ключом и удерживая маховое колесо рукой. Игла должна опускаться в самую нижнюю точку и встречается с челноком при подъеме на 1,8 мм.
Швейный агрегат следует отнести к мастеру, если не удается наладить взаимодействие.
Крепление игловодителя и натяжителя
Часто машинка перестает работать из-за обрыва и петляния верхней нитки. Происходят пропуски, строки получаются неравномерными. Все зависит от крепления регулятора натяжения. Натяжитель шатается или выпадает. Игловодитель смещается вверх вместе с иглой.
Чтобы исправить ситуацию, следует ослабить винт, отрегулировать положение. Лезвия и канавка иглы должны правильно соприкасаться. Если возникают проблемы, проверяют взаимодействие иглы и челнока.
Регулирование натяжения верхней нити
Регулировка натяжения помогает справиться с проблемой неровных и некрасивых строк. Чаще всего оно чрезмерное. Для уменьшения натяжения верхней нити проворачивают регулятор по направлению убывания числовых отметок. Поворачивают при этом не сразу на все деление. Периодически проверяют строчки. Нижняя нить не должна проглядывать на верхней стороне. Если регулировка не получается, стараются исправить нижнюю нить.
 Регулировка натяжения нитей
Регулировка натяжения нитей
Регулирование натяжения нижней нити
Проверяют натяжение нижней нити при помощи съемного челнока. Если его подвесить за кончик нитки, которая идет со шпульки, и при этом не раскручивает ее, требуется послабление. Если происходит сильное раскручивание шпульки — натяжение, наоборот, слабое.
Отверткой поворачивают регулировочный винт по часовой стрелке для увеличения. Для уменьшения — против часовой. Затем проводят проверку. Прокручивают до тех пор, пока челнок не спустится на несколько см. Для правильной регулировки периодически прокладывают тестовые строки.
 Заправка нижней нити
Заправка нижней нити
Регулировка высоты зубчатой планки
Зубчатая планка влияет на перемещение материала относительно машинки и иглы. Когда иголка протыкает ткань, верхняя часть рейки должна быть на уровне рабочей поверхности. При неправильной установки высоты происходит шитье на одном месте или разрывы ткани. Нередко строки получаются неровными. Качество пошива падает.
Для регулировки необходимо поднять рычаг лапки и переместить рейку в нормальное положение. Оно указано в инструкции. Маховик проворачивают к себе.
 Регулировка высоты рейки
Регулировка высоты рейки
Высота зубцов для продвижения ткани
Часто зубья недостаточно подняты над пластиной. Высоту регулируют. Для этого откидывают машину. Затем ослабляют винт и устанавливают высоту. В норме над пластиной в средней части возвышаются только зубья. При этом передняя часть выше задней на 0,5 мм. В сложных случаях приходится устанавливать между площадкой и зубцами прокладки.
 Регулировка высоты зубцов
Регулировка высоты зубцов
Заправка нижней нитки в шпульный колпачок
Для заправки нижней нити в шпульный колпачок достаточно проделать несколько шагов. Как заправлять:
У современных машинок челнок вертикальный или горизонтальный. В вертикальном положении с ним проще работать. Но швеи утверждают, что рекомендуется приобретать модель с горизонтальным устройством. Он более надежный.
 Заправка нижней нитки
Заправка нижней нитки
Смазка механизмов
Смазка деталей швейной машинки необходима для продолжения срока ее эксплуатации. Из-за силы трения механизмы быстро изнашиваются. При частом шитье требуется ежемесячная смазка. Если швея редко садится за машинку — хватит 3-х раз в полгода.
Самый старый способ смазки — использование растительного масла. Но оно быстро испаряется, а также окисляется. Моторное масло выбирают с небольшой вязкостью.
Важно! Нельзя использовать солидол или литол.
Для современных моделей производители рекомендуют приобретать магазинные специальные составы. Для точной дозировки используют обычный шприц.
Установка давления лапки на ткань
От того, с какой силой давит лапка на ткань, зависит равномерность стежков и качество пошива изделий. Чтобы отрегулировать этот показатель на старых машинках использовали винт, расположенный на стержне. В современных устройствах есть регулятор, который находиться сверху на корпусе. Им пользуются согласно инструкции.
Важно! Компьютеризированные модели не требуют такой настройки.
Самостоятельная настройка машинок «Подольск» не занимает много времени. Эти агрегаты отличаются умением работать с плотными тканями. Чтобы изделия получались качественными, важно правильно подготовить устройство.
Настройку начинают с заправки нити. Затем устанавливают иглу. После чего заправляют верхнюю нить справа налево. Маховик вращают на себя, ручку — от себя. При простаивании машинки лапку поднимают.
Швейная машинка «Чайка»: настройка и регулировка
«Зингер», «Чайка», «Веритас» или другие машинки настраиваются по аналогичным принципам. Отличается регулировка современных машинок, там часть операций происходит в автоматическом режиме.
«Чайку» начинают настраивать с установления иглы и нитки. Затем регулируют натяжение. Располагают катушку вверху. Продевают нить по всему механизму.
Важно! Особенностей в подготовке к шитью нет.
Настройка мини-машинок
Даже маленькая машинка настраивается аналогично. В основном это современные модели. Проводить их подготовку к работе рекомендуется строго по инструкции. Мастера рекомендуют не приобретать такие устройства. Их часто приносят на починку. Однако найти детали или исправить их сложно. Чаще всего агрегаты не подлежат ремонту. В них используются непрочные детали.
Настройка ручных машин
Настройка машинок в виде степлера отличается. Швее достаточно намотать нитки на катушку, которая идет в комплекте. А затем вставить ее в устройство сбоку. Рекомендуется применять только для пошива из тонких тканей не на постоянной основе.
Профилактический уход
Чтобы шитье приносило удовольствие, необходимо позаботиться о профилактике загрязнений и поломок. За любой машинкой следует ухаживать.
Правила профилактического ухода:
Чтобы машинка прослужила долго, следует ухаживать за ней. А также правильно регулировать все параметры и подготавливать к работе. Есть последовательность, которой стоит придерживаться. К современным моделям производители дают индивидуальные рекомендации по настройке.
Настройка петлителя на швейной машине
Настройка и способы работы на плоскошовной машине
Базовые сведения о плоскошовных машинах
Двойной цепной стежок формирует шов на одной игле и одном петлителе (двухниточный). Тип стежка – 401. Два параллельных шва (2 иглы, 2 петлителя и 4 нитки) или 3 параллельных шва (3 иглы, 3 петлителя и 6 ниток) часто используется для спортивного трикотажа, рабочей одежды и пр.
Многоигольные швейные машины (4. 6, 9, 12 и 25 игл) с таким же количеством петлителей используют для производства детской, спортивной, женской одежды и пр.


2. При использовании раскладчика (ширителя), можно из плоского шва без верхней перекрывающей нитки, в котором петлитель работает под тканью, образовать плоский шов с верхней перекрывающей ниткой (стежки тип 602, тип 605). Плоский шов с использованием верхней перекрывающей нитки используют для декоративной отделки, распошива оверлочных швов, окантовки изделий бейкой и пр.

Плоские швы включают в себя и разновидность плоского шва, образованного 4-мя иглами (тип 607).

3. Как переносить швейную машину.
Плоскошовные машины очень тяжелые (40-45 кг). Поэтому рекомендуется переносить их, как показано на рисунке.

4. Установка ремня и регулировка натяжения.
Установите ремень на шкив машины и шкив мотора. Отрегулируйте натяжение ремня так, чтобы при нажатии на ремень в середине он прогибался вовнутрь до 2 см.

5. Название частей швейной машины.

6. Проверка уровня масла.
Рекомендуется ежедневно проверять уровень масла, чтобы убедиться в том, что масло находится на уровне между верхней и нижней риской.

7. Проверка циркуляции масла.
Посмотрите в окошко для контроля масляной системы и убедитесь, что масло циркулирует по частям машины, когда она работает.

8. Смена масла.
Полную смену масла рекомендуется проводить каждые 6 месяцев. Если старое (отработанное грязное) масло используется долгое время, то происходит потеря его свойств, загрязнение системы смазки и внутренних частей машины. Циркуляция масла может прекратиться, что может привести к поломке машины. Чтобы поменять масло, необходимо выкрутить винт (1) и удалить остатки старого масла из отверстия. Винт (1) закрутите. Выверните винт (2) и залейте масло до верхнего уровня.

9. Проверка масляного фильтра.
Рекомендуется регулярно проверять состояние масляного фильтра. Замену масляного фильтра необходимо обязательно выполнять одновременно с заменой масла в машине!

10. Ручная смазка.
Ручная смазка не требуется, когда машина работает ежедневно. Если машина не работала много дней, тогда добавьте одну-две капли масла в места, указанные на рисунке.

11. Направление вращения мотора и смена направления.
Направление вращения мотора машины – по часовой стрелке (как указано на рисунке). Если направление вращения противоположное – смените верхнюю и нижнюю позицию штекера.

12. Заправка ниток.
Способ заправки ниток зависит от вида ниток, длины стежка, расстояния между иглами и других факторов. Заправьте нитки так, как показано на рисунке и согласно примечанию.

На машине с автоматической обрезкой ниток прижимные тарелки рекомендуется крепить на иглодержатель; на машине без автоматической обрезки ниток – на скобу на головке машины.

Если напуск игольных ниток маленький и петлитель его неуверенно захватывает, проденьте игольные нитки, как показывают пунктирные линии А.

При небольшой длине стежка и маленьком межигольном расстоянии заправьте верхнюю перекрывающую нитку, как показывают линии В и С, Также выполните вариант С, если раскладчик выбирает много нитки при заправке способом В.
Если длина стежка большая и межигольное расстояние тоже большое, заправьте игольные нитки, как показывает линия D.

Если используете эластичную нитку, заправьте верхнюю перекрывающую нитку, как показывает линия Е.

При использовании эластичной нитки в петлителе, заправьте нитку, как показывает пунктирная линия F.
13. Типы игольных пластин.
Существуют разные типы игольных пластин согласно количеству игл, расстоянию между иглами и назначению. Количество игл, в основном, две или три. У некоторых машин – четыре. Для каждого межигольного расстояния и количества игл рекомендуется использовать соответствующие игольные пластины.
Основные расстояния между игл (NG) указаны в следующей таблице:
Игольная пластина имеет палец (см. рис.), который играет важную роль в формировании стежка.

Простой стачной стежок.


Распошив оверлочного шва.

Притачивание эластичной тесьмы – резинки (машина с ножом).

14. Типы прижимных лапок.
Существуют разные виды прижимных лапок согласно количеству игл, расстоянию между иглами и назначению. Прижимная лапка имеет палец (см. рис.), который играет важную роль в формировании стежка.
Прижимная лапка для пошива c верхней перекрывающей ниткой.

Прижимная лапка для пошива без верхней перекрывающей нитки.

Простой стачной стежок.


Распошив оверлочного шва.

Притачивание эластичной тесьмы – резинки (машина с ножом).

15. Функции транспортера.
Транспортер состоит из двух зубчатых реек: одна расположена перед иглами – дифференциальный транспортёр, другая позади них – основной транспортёр. Величина перемещения основного транспортера определяет длину стежка. Дифференциальный транспортёр позволяет предотвращать сжатие или растяжение (посадку) ткани.
При стачивании эластичных тканей, таких как трикотаж, величина перемещения дифференциального транспортёра должна быть больше, чем основного. Тогда будет предотвращено вытягивание шва. (см. рисунок ниже).
Для пошива жестких (неэластичных) материалов рекомендуется, наоборот, величину перемещения дифференциального транспортера делать меньше, чем перемещение основного транспортера, таким образом, устраняя посадку материала.


Изменение величины дифференциала производится путем перемещения рычага вверх/вниз по направляющему пазу (см. рисунок ниже).

Чтобы изменить длину стежка, слегка нажмите кнопку (см. рис.) и, удерживая ее, поворачивайте шкив верхнего вала до тех пор пока она не уйдёт немного глубже. Удерживая кнопку в утопленном положении, поворачивайте шкив в направлении знака (+) для увеличения длины стежка и в направлении знака (-) для его уменьшения. Длина стежка – выставленное по риске значение на шкиве.
Длину стежка, следует изменять после регулировки дифференциального транспортёра, когда шов уже был выровнен.

16. Регулятор натяжения.
Регулятор натяжения обеспечивает баланс ниток. Сбалансированная строчка достигается путем регулировки давления тарелочек на подаваемые нитки. Более сильное давление рекомендуется устанавливать для игольной нитки, менее сильное – для ниток петлителя и раскладчика (ширителя).

17. Нитепритягиватель и направитель игольной нитки.
Регулировкой положений нитепритягивателя и направителя игольной нитки можно изменять количество подаваемой нитки. Величины подаваемых ниток должны соответствовать обрабатываемым материалам (тонкие – толстые и пр.), длине стежка, расстоянию между иглами. Регулировки осуществлять в соответствии с рисунком ниже.

18. Давление прижимной лапки.
Давление прижимной лапки должно соответствовать обрабатываемым материалам и рабочей скорости машины. Регулировки осуществлять в соответствии с рисунком.

19. Движение (работа) петлителя.
Если смотреть на машину спереди, то во время работы петлитель будет совершать движение по дуге, качаясь из стороны в сторону. Если смотреть на машину сверху, то траекторию движения петлителя можно описать эллипсом. Петлитель обращается вокруг игл, причем при движении игл вниз петлитель движется за иглами по направлению справа налево, при движении игл вверх – перед иглами в обратном направлении.

20. Движение (работа) заднего игольного предохранителя.
Задний игольный предохранитель движется вперед, из крайнего заднего положения к иглам, в то время, как петлитель движется справа налево. Когда иглы опускаются, петлитель движется за иглами, задний игольный предохранитель движется к оператору (вплотную к иглам) и слегка отгибает крайнюю правую иглу к оператору. Когда петлитель движется спереди игл, игольный предохранитель отклоняется в исходное положение.

21. Замасливатели.
В процессе работы машины иглы движутся, возникает трение игл и ниток с материалами, которое приводит к нагреву игл. С увеличением скорости машины нагрев игл увеличивается. Для устранения нагрева игл используют силиконовую смазку острия иглы. Силикон заливают в замасливатели, откуда он поступает к остриям игл.

22. Формирование цепного стежка.
Иглы начинают подниматься из крайнего нижнего положения в то время как петлитель начинает движение влево из краенего правого.

Петлитель проходит через петли игольных ниток, а ширитель раскладывает верхнюю нитку.

Ткань перемещается, а петлитель в противоположном направлении. Ширитель в крайнем левом положении.

Иглы начинают опускаться, петлитель начинает движение вправо из крайнего левого. Левая игла захватила верхнюю перекрывающую нитку.

Иглы проходят в отверстия, образованные нитью петлителя и игольными нитями. Верхняя перекрывающая нить сбрасывается с ширителя.

Петли игольных нитей, которые удерживались петлителем, освобождаются, и начинается затяжка петли.

23. Угол наклона транспортёра.
• Наклон транспортёра назад

Передний край транспортёра поднимается при повороте регулировочного винта против часовой стрелки. При этом компенсируется растяжимость ткани и улучшается её перемещение.
• Наклон транспортёра вперёд

Передний край транспортёра опускается при повороте регулировочного винта по часовой стрелке. При этом ткань подтягивается и ликвидируется посадка.
В верхнем положении транспортёр может быть выровнен относительно поверхности игольной пластины или находится под углом к ней.
При стачивании эластичных тканей, транспортёр приподнят со стороны швеи. В этом случае ткань транспортируется легче и без растяжения.
При стачивании жёстких, не эластичных, тканей, транспортёр должен быть опущен со стороны швеи или выровнен относительно поверхности игольной пластины. В этом случае транспортировка ткани затруднена, и она немного растягивается между основным и дифференциальным транспортёром. В результате устраняется посадка ткани.
Правильная регулировка угла наклона очень важна для нормальной работы дифференциального транспортёра. Если угол его наклона слишком большой (в зависимости от толщины ткани) то правильная работа дифференциального транспортёра будет затруднена.
Для регулировки угла наклона транспортёра, снимите заглушку (1) и ослабьте стопорный винт (2). Снимите винтовую заглушку (3). При повороте регулировочного винта (4) по часовой стрелке передний край транспортёра опускается, против часовой стрелки, поднимается.

24. Дифференциальный транспортёр.
Предыдущие модели плоскошовных машин были оборудованы только одним транспортёром. (Основным транспортёром). Работая на таких машинах, швея должна была контролировать подачу ткани вручную, подавая больше ткани при стачивании эластичных материалов и оттягивая её при пошиве жёстких. Таким образом, устранялись эффекты растяжения и посадки. Развитие технологий привело к созданию дифференциального транспортёра, который позволил автоматизировать этот процесс.
Когда в процессе возвратно-поступательного движения двух транспортёров, дистанция между ними постепенно изменяется, увеличиваясь или уменьшаясь, такой механизм называется дифференциальным. Когда путь дифференциального транспортёра больше чем основного, это прямая (нормальная) дифференциация. Когда путь дифференциального транспортёра меньше чем основного – обратная (реверсивная) дифференциация.


25. Соотношение дифференциальных подач.
Соотношение дифференциальных подач это отношение пути основного транспортёра к дифференциальному.
Например, если основной транспортёр проходит путь 3 мм, а дифференциальный 6 мм (максимально возможный), то их соотношение 3 мм : 6 мм, т.е. 1 : 2 (прямая дифференциация). Путь дифференциального транспортёра в два раза больше основного.
Если, например, путь основного транспортёра 3 мм, а дифференциального 1.5 мм (минимально возможная), то их соотношение 3 мм : 1.5 мм, т.е. 1 : 0.5 (обратная дифференциация).
Швейная машина, в которой возможна регулировка соотношения дифференциальных подач, как показано в примерах, называется машиной с соотношением дифференциальных подач от 1 : 0.5 до 1 : 2.

У плоскошовных машин, как и у оверлоков, существует два различных механизма и два способа дифференциации подач.
1. Зависимый механизм.
Перемещение дифференциального транспортёра изменяется пропорционально перемещению основного транспортёра. Если соотношение дифференциальных подач установлено 1:2 в то время как, основной транспортёр перемещается на 3 мм, а дифференциальный на 6 мм, то при изменении перемещения основного транспортёра до 2 мм, величина перемещения дифференциального уменьшится до 4 мм.
Такой механизм называется зависимым.

Соотношение дифференциальных подач меняется в то время, как была изменена длина стежка. В основном, на машинах с механизмом такого типа, длина стежка изменяется путём нажатия на кнопку.


2. Независимый механизм.
В машинах с независимым механизмом дифференциальных подач, величина перемещений основного и дифференциального транспортёров, устанавливается раздельно. Величина перемещения дифференциального транспортёра останется такой же, если не была отрегулирована, после увеличения или уменьшения пути перемещения основного транспортёра.
Если путь дифференциального транспортёра 6 мм, а основного 3 мм, и соотношение подач 1:2, то оставив неизменным перемещение дифференциального транспортёра 6 мм, но уменьшив путь основного до 2 мм, мы изменим соотношение дифференциальных подач до 1:3.
Так как перемещение дифференциального транспортёра не изменяется вследствие регулировки перемещения основного транспортёра, соотношение дифференциальных подач должно быть отрегулировано каждый раз при изменении длины стежка.
Существует два способа регулировки дифференциальных подач: поворот эксцентрика или по шкале.
Конструкция машин с независимым механизмом регулировки соотношения дифференциальных подач проще и как следствие цена ниже. Так же, этот тип машин лучше использовать в тех случаях, когда необходима большая разница соотношения подач.
Существует три типа машин с независимым механизмом регулировки соотношения дифференциальных подач см. (А), (В) и (С).
А. Перемещения основного и дифференциального транспортёра регулируются посредством изменения положения эксцентриков. Длина стежка, перемещения транспортёров и соотношение дифференциальных подач, при желании, могут быть отрегулированы.

В. Перемещение основного транспортёра регулируется посредством изменения положения эксцентрика. Перемещение дифференциального транспортёра регулируется по шкале. При желании, перемещение основного транспортёра может быть отрегулировано. Величина перемещения дифференциального транспортёра устанавливается по шкале и фиксируется стопорной гайкой.

С. Перемещения основного и дифференциального транспортёра регулируются по шкале. Значения величины перемещения транспортёров устанавливаются по шкале и фиксируются.

26. Синхронизация.
В плоскошовных машинах главный вал и верхний вал соединены между собой синхронизирующим ремнём. Вращения главного и верхнего валов, должны быть синхронизированы, каждый раз после замены ремня или любых других деталей связанных с синхронизацией их вращения. Другими словами, время подхода петлителя, движение на который передаётся через главный вал, к иглам, движение на которые передаётся через верхний вал, должно быть приведено в соответствие. С другой стороны, синхронизация это регулировка совпадения соответствующих меток, размеров или использующихся калибров.
Отправная точка синхронизации это крайнее верхнее положение игл. В некоторых моделях машин петлитель не находится в крайнем правом положении в то время, как иглы в крайнем верхнем. Синхронизация достигается в то время, когда происходит опережение или отставание от игл на 20°.
Раскладчик находится в крайнем правом положении когда верхний вал, передающий движение на него и на иглы, повёрнут на 20° от крайнего верхнего положения игл. Когда же иглы находятся в крайней верхней точке, раскладчик отстаёт на 20° от них. Из за того, что очень сложно определить угол поворота вала, для регулировок используются различные опосредованные методы, например, регулировка может быть выполнена принимая во внимание то, что когда раскладчик находится в крайнем правом положении, иглы смещены на 2 мм ниже своей крайней верхней точки.
Для более лёгкой регулировки на деталях некоторых машин нанесены установочные риски. Тогда синхронизация может быть выполнена следующим образом:
1. Синхронизация хода петлителя.

2. Синхронизация отклонения петлителя.

3. Синхронизация раскладчика.

4. Синхронизация игольного предохранителя.

5. Синхронизация нитепритягивателя игольных нитей.

6. Синхронизация перемещения транспортёра вверх-вниз. Фиксировано.
7. Синхронизация продольного перемещения транспортёра. Фиксировано.
Синхронизация работы, указанных выше механизмов, оказывает огромное влияние на формирование стежка и качество строчки. Поэтому, все операции должны быть выполнены максимально точно.
27. Позиционирование игловодителя.
Установка высоты игловодителя определяется из условия, что при подходе к центру иглы, кончик петлителя должен находиться выше верхней кромки ушка на 1.0 – 1.5 мм. При этом расстояние от кончика иглы до поверхности игольной пластины будет различным, в зависимости от расстояния между иглами. Регулировка высоты производится по левой игле. Необходимо убедиться, что при подходе петлителя к осевой линии левой иглы, расстояние от его кончика до верхней кромки ушка составляет 1.0 – 1.5 мм (стандарт 1.3), при соблюдении необходимых зазоров между петлителем и иглой.

28. Расстояние между иглой и петлителем.
Это расстояние понимается, как расстояние от осевой линии правой иглы до кончика петлителя, когда он находится в крайнем правом положении. Этот параметр зависит от расстояния между иглами.
Однако, расстояние от кончика петлителя до центра игловодителя (осевая линия центральной иглы, когда машина 3-х игольная) всегда постоянно и не зависит от межигольного расстояния. Расстояние между иглой и петлителем должно быть отрегулировано каждый раз после синхронизации движения игл и петлителя, если был заменен синхронизирующий ремень или ослабли винты, фиксирующие параметры синхронизации.

Расстояние = 6 мм – (межигольное расстояние  2).
2).
6 мм – (4 2) = 4 мм (при межигольном расстоянии 4 мм).
6 мм – (5.6 2) = 3.2 мм (при межигольном расстоянии 5.6 мм).
29. Отклонение петлителя.
При петлеобразовании петлитель движется вокруг игл по эллиптической траектории. В плоскошовных машинах, при движении петлителя за иглами его кончик должен слегка касаться игл.
Расстояние, на которое петлитель будет отклоняться от продольной оси эллипса можно отрегулировать.
Когда отклонение мало, игла может быть погнута или сломана если петлитель заденет её, с другой стороны при слишком большом расстоянии от петлителя до игл будет происходить пропуск стежков.
Степень касания определённая. Нет необходимости регулировать отклонение петлителя, если только Вы не заменили иглы на иглы большего размера.
На некоторых моделях машин отклонение петлителя фиксировано и его регулировка не предусмотрена.
На некоторых машинах, при изменении отклонения петлителя изменяется синхронизация движения петлителя и игл, на других нет.

Каждый раз после регулировки отклонения петлителя, необходимо синхронизировать его движение и игл, а так же отрегулировать расстояние между петлителем и иглами.
30. Предохранитель иглы.
Из-за эллиптической траектории движения петлителя, зазор между ним и иглой изменяется по мере его движения справа налево.

Компенсировать эти изменения зазора помогают: задний предохранитель иглы, который его увеличивает и передний предохранитель иглы, который его уменьшает, оказывая давление на иглу в том или ином направлении.
Передний и задний предохранитель иглы можно регулировать.
Это сделано для того, чтобы можно было легко синхронизировать его работу, так как время его подхода к правой и левой игле различно, как и возможно различное положение по высоте игловодителя.
Предохранитель иглы может принимать и отклонять все иглы, правую, среднюю и левую или только одну конкретную иглу, в зависимости от выставленного угла предохранителя.
Большинство машин оснащены, описанным выше, механизмом.
Но есть и такие, в которых этот механизм отсутствует. В этом случае задний игольный предохранитель крепится к транспортёру и перемещается вместе с ним. Передний предохранитель иглы перемещается из стороны в сторону вместе с петлителем. В машинах такого рода задний предохранитель иглы должен быть отрегулирован каждый раз, когда была изменена длина стежка. Здесь, основная функция переднего предохранителя, это поджать иглы спереди.
Если предохранитель подходит к игле слишком высоко, это может привести к обрыву игольной нити. Правильная регулировка предохранителей иглы оказывает большое влияние на формирование строчки.


31. Кулачёк нитепритягивателя петлителя.
Правильное позиционирование кулачка нитепритягивателя, необходимо для нормального петлеобразования. Кулачёк должен быть позиционирован таким образом, чтобы нить петлителя была слегка натянута, в тот момент, когда петлитель, находясь перед иглами, начинает отходить назад. В противном случае стежок не будет сформирован.

Далее, нить петлителя должна быть незамедлительно ослаблена, когда игольные нити начинают сниматься с петлителя. Синхронизация процесса ослабления нити петлителя одновременно с началом его выхода из петель игольных нитей оказывает большое влияние на внешний вид шва.

32. Раскладчик (Ширитель).
Раскладчик продолжает движение влево, когда иглы уже достигли своего верхнего положения. Раскладчик начинает движение вправо, когда иглы опускаются и правая игла прошла верхнюю грань раскладчика. Когда, левая игла захватила верхнюю перекрывающую нить, она сходит с раскладчика. Синхронизация этого процесса достигается с помощью регулировки амплитуды движения раскладчика с лева на право и обратно. Так же имеет значение расстояние от раскладчика до игл и его положение по высоте, что может быть отрегулировано позиционированием вала раскладчика.

33. Нитепритягиватель и направитель игольных нитей.
Процесс формирования стежка в плоскошовных машинах с верхней перекрывающей нитью и без неё очень не прост для понимания. Здесь очень важно соблюсти баланс между всеми нитями. Например, если натяжения верхней перекрывающей нити слишком велико, петлитель может не захватить одну из игольных нитей, что приведёт к пропуску стежка. Натяжение всех нитей должно быть по возможности небольшим, но достаточным для нормального формирования строчки. Натяжение нити не регулируется в зависимости от толщины ткани или длины стежка, но положение нитепритягивателя и направителей должно быть отрегулировано в зависимости от характеристик используемых нитей т.е необходимого количества (длины) их подачи.

34. Нитевытягиватель.
Функция нитевытягивателя это вытягивание игольных нитей и помощь в формировании петли напуска.
Он должен быть отрегулирован так, чтобы вступать в контакт с игольными нитями в тот момент, когда иглы проходят в треугольнике между петлитем и его нитью.
Нетевытягиватель не должен касаться игольных нитей до этого момента.

35. Палец в игольной пластине и палец на прижимной лапке.
Пальцы в игольной пластине и на прижимной лапке имеют большое значение при формировании строчки. Затяжка игольных нитей зависит от толщины пальца в игольной пластине.

36. Типы плоских швов.
Все плоские швы разделены на две группы в зависимости от наличия верхней перекрывающей нити.
1. Плоский шов без верхней перекрывающей нити.
2. Плоский шов с верхней перекрывающей нитью.
Две базовые группы делятся на большое количество подгрупп в зависимости от следующих факторов:
В основном на плоскошовных машинах выполняются следующие операции:



Составитель: Патлах В.В.
http://patlah.ru
© «Энциклопедия Технологий и Методик» Патлах В.В. 1993-2007 гг.



