Настройка краскопульта для покраски автомобиля
Здравствуйте читатели блога kuzov.info!
В этой статье рассмотрим основы настройки краскопульта для покраски автомобиля.
Смысл похож на открывание замка сейфа с определённой комбинацией: вращение отдельных дисков кодового замка не даст ничего, только при полном совпадении всей комбинации дверца открывается.
Большинство покрасочных пистолетов имеют 3 базовых регулировки, которыми можно настроить краскопульт на оптимальное распыление какого-либо материала. Это подача краски, подача воздуха и регулировка формы факела.
Как работают регуляторы краскопульта?

Как настроить краскопульт для покраски автомобиля?
Цель настроек — добиться «облака» при распылении. Это будет говорить о хорошем расщеплении краски воздухом.
Вообще, нужно вывести свою технику настройки краскопульта. Смысл такой, что нужно начать с основных рекомендаций, а со временем экспериментировать и настраивать краскопульт так, как Вам удобнее.
Регулятор подачи воздуха
Когда этот регулятор полностью закручен по часовой стрелке, то подача воздуха закрыта. Можно экспериментальным путём отрегулировать подачу воздуха. Слишком большая подача воздуха может дать излишний переопыл. Также, будет получаться сухое ЛКП.
Слишком маленькая подача воздуха может быть причиной плохого расщепления воздухом краски на мелкие капли. Будут заметны крупные капли на поверхности при распылении. Не будет образовываться правильного «облака» распыления.
Многие маляры используют регулятор давления, который устанавливается на входе воздушного шланга в покрасочный пистолет. Это самый корректный способ поставить рекомендованное для распыления давление воздуха. Если использовать регулятор, который стоит на компрессоре, то нужно помнить, что на каждый метр воздушного шланга происходит падение давления. То есть выставленное на компрессоре давление будет отличаться от давления, которое будет на краскопульте.
Регулятор подачи краски
Поворачивая регулятор подачи краски по часовой стрелке, сокращается подача краски.
Настройку этого параметра лучше производить, выкрутив на максимум подачу краски и факела. Теперь, чтобы выставить нужное давление, нужно нажать на курок наполовину, так, чтобы пошёл воздух. Теперь на регуляторе давления, который идёт на входе в пистолет, выставляете нужное давление. Теперь можно нажать курок сильнее, чтобы начала распыляться краска. Нужно сделать пробное распыление на какую-нибудь поверхность для тестирования (к примеру, маскировочную бумагу) и посмотреть, как выглядит распылённая краска. После изменения факела, нужно снова проверить давление воздуха, так как оно поменяется при сокращении ширины факела. Теперь нужно настроить подачу краски.
Если подача слабая, то потребуется много времени для нанесения краски на поверхность. Если подача слишком большая, то может возникнуть проблема с недостаточным объёмом воздуха для распыления большого объёма поступающей краски.
При увеличении подачи краски, нужно увеличивать подачу воздуха и скорость движения краскопульта во время покраски. Обе эти регулировки влияют на скорость покраски поверхности.
Некоторые маляры выкручивают подачу краски полностью, при этом ускоряя движение краскопульта при покраске и немного увеличивая расстояние до поверхности. Преимущество такой настройки в том, что у Вас гарантированно будет хорошо укрывать и растекаться краска и лак при любой температуре. Недостатком является то, что при недостаточном навыке можно наделать подтёков.
Регулятор формы факела
Этот регулятор изменяет форму факела при распылении.
Некоторые маляры выкручивают регулятор факела полностью, но есть некоторые тонкости при такой настройке. Наблюдается эффект сухости краски на краях факела. Также, недостатком может быть небольшой перерасход материала. Поэтому нужно выкрутить регулятор полностью, а потом немного закрутить обратно.
Слишком маленький факел, распылит слишком много краски в концентрированном месте. Это повлечёт за собой подтёки и полосы при окраске. Уменьшение факела должно сопровождаться уменьшением подачи распыляемого материала.
Сигарообразная форма факела
Широкий овальный факел позволяет окрашивать площадь быстрее и равномернее. Если ширина факела маленькая, то нужно сделать больше проходов, чтобы покрасить поверхность, а также в таком факеле концентрируется больше краски и возникает опасность подтёков.
Можно вращать головку распылителя и тем самым менять угол факела. Чаще всего используется факел в вертикальном положении, но также может быть применено горизонтальное положение факела. Это может понадобиться при окрашивании вертикальных узких деталей.
Настройка зависит от того, какая работа предстоит. Если Вы хотите загрунтовать небольшую площадь, то Вам нужен будет небольшой факел, чтобы опыл от грунта не разбрызгивался повсюду. При покраске всей детали целиком, факел должен быть широким, чтобы нормально нанести краску и не наделать полос.
Пробное распыление
Приклейте отрезок маскировочной бумаги на стену. На нём Вы сможете сделать пробные распыления.
Выставьте необходимое давление на краскопульте, используя регулятор. Нужно выставлять давление при нажатом курке. Сначала полностью закройте подачу воздуха, нажмите курок до состояния, когда выдувается воздух, но не краска. Далее выставьте нужное давление так, чтобы оно не менялось при выдуваемом воздухе. Далее можно отпустить курок и ваш пистолет будет настроен на необходимое давление и объём воздуха.
Теперь выкрутите на максимум регулятор ширины факела, а потом немного убавьте. После изменения факела, немного изменяется давление на входе в пистолет, поэтому нужно его подкорректировать.
Теперь закрутите полностью регулятор подачи краски. Далее откройте его на 2 полных оборота (4 полуоборота).
Можно начинать пробное распыление
Держите пистолет перед бумагой для пробного распыления ровно, на расстоянии 15–20 см. Теперь полностью нажните на курок и сразу отпустите. Тестовое распыление должно выглядеть в форме «сигары» с полным прокрасом внутри и с плавными краями по бокам (см. иллюстрацию).
Какие могут быть проблемы при тестовом распылении и в чём их причина?
Центр должен быть полностью окрашен без подтёков. Если возникают подтёки, то, возможно, краскопульт слишком близко от поверхности, либо долго распыляется краска во время теста. Если расстояние и время тестового распыления в норме, то краскопульт отрегулирован на слишком большую подачу краски. Нужно немного убавить подачу.
Нужно, чтобы покрасочный пистолет распылял как можно более мелкие капли, при этом сохранял хорошую укрывистость.
Слишком большое давление воздуха при покраске будет причиной формирования слишком маленьких капель, и краска будет разлетаться повсюду. При избыточном давлении происходит перерасход распыляемого материала. Та краска, которая долетает до поверхности, формирует сухое покрытие, которое выглядит матовым и блеклым. Высокое давление при распылении может быть причиной формирования факела в виде цифры 8. Такой факел оставляет полосы при окрашивании.
При слишком маленьком давлении капли получаются большими, что становится причиной крупной шагрени при покраске (эффект «апельсиновой корки»).
Другие факторы, влияющие на характеристики распыления
Есть другие факторы, которые влияют на характеристики распыления, которые не связаны с регулировками краскопульта.
Разбавление краски
Когда краска разбавлена, то её легче распылять, но разбавление влияет на скорость сушки. Слишком много разбавителя может вызвать проблемы в конечном результате. Обычно, не должно быть разбавителя в краски более 10%.
Расстояние от поверхности
Обычно рекомендуется расстояние от поверхности порядка 30 см. Это расстояние можно варьировать, в зависимости от вязкости краски. Если краска разведена жидко, то можно немного увеличить дистанцию от поверхности.
Скорость движения краскопульта
То, как быстро движется покрасочный пистолет, влияет на количество жидкости, которое наносится на поверхность в момент времени. При медленном движении будет формироваться более толстый слой. Быстрое движение краскопульта будет давать более тонкий слой. При слишком быстром движении плёнка ЛКП может не сформироваться, так как краски на поверхности будет мало и её капли не будут сливаться друг с другом. Но, опять же, всё зависит от настроек краскопульта и вязкости краски. Если краска разведена жидко и подача краски выкручена на максимум, то быстрая скорость движения краскопульта во время покраски – это необходимость.
Конструкция и настройка краскопульта. Часть 1/2 конструкция и комплектация.

О настройках пистолета я рассказал в этом видео:
Но возможно кто то хочет почитать на тему настройки краскопультов и узнать более подробную информацию я написал следующую статью:
Сегодня вы узнаете
1 Когда я слышу слово «покраска», я хватаюсь за пистолет…
1.1 Устройство и особенности конструкции окрасочных пистолетов
1.2 Функции и расположение регуляторов
3.3 Если манометр без регулятора
3.4 Если манометра нет вообще. Наименее точный способ
4 Если рекомендованное входное давление неизвестно. Настройка пистолетов «no name»
5 Размер факела при окраске
6 Подача краски
7 Диаметр сопла
8 Тестируем краскопульт
8.1 Тест правильности формы отпечатка факела
8.2 Тест на равномерность распределения краски в факеле
8.3 Тест на качество распыления
9 Резюме
10 Полезные материалы
10.1 Настройка краскопульта (на примере краскопультов Walcom)
10.2 Тестовые напылы
10.3 Формы отпечатков факела (в зависимости от типа воздушной
головки) и их эффективность в том или ином случае
КОГДА Я СЛЫШУ СЛОВО «ПОКРАСКА», Я ХВАТАЮСЬ ЗА ПИСТОЛЕТ…
Все пистолеты, применяющиеся в ремонтной окраске автомобилей, работают по принципу пневматического распыления. Это означает, что лакокрасочный материал, подающийся в краскораспылитель и выходящий из его сопла, разбивается на мелкие частицы потоком сжатого воздуха, «выстреливающего» с большой скоростью из отверстий воздушной головки. При этом скорость воздушного потока иногда достигает сверзвуковых скоростей. В результате образуется так называемый окрасочный факел, состоящий из частичек материала, движущихся по направлению к окрашиваемой поверхности. Долетев до поверхности, частички оседают на ней, формируя покрытие.
УСТРОЙСТВО И ОСОБЕННОСТИ КОНСТРУКЦИИ ОКРАСОЧНЫХ ПИСТОЛЕТОВ
Конструкция окрасочных пистолетов включает в себя: корпус с каналами для подачи сжатого воздуха и краски, снабженными игольчатыми клапанами, спусковой рычаг, управляющий переключением клапанов, выходное сопло для смесеобразования и формирования факела требуемой формы, резервуар (бачок) для краски, регулировочные винты для изменения расхода воздуха, краски и корректировки пятна распыла. Механизм спускового рычага устроен так, что при его нажатии сначала открывается подача сжатого воздуха. Дальнейшее нажатие приводит к срабатыванию клапана подачи краски.
ФУНКЦИИ И РАСПОЛОЖЕНИЕ РЕГУЛЯТОРОВ
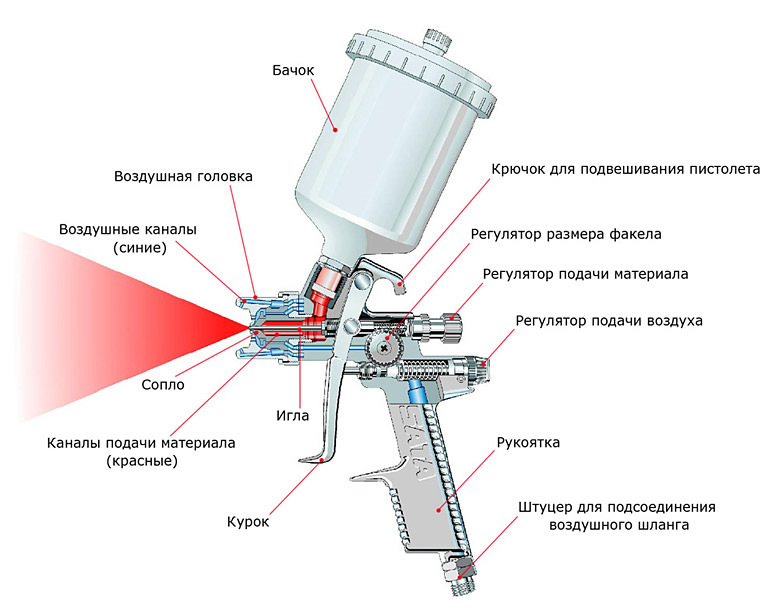
Как уже было сказано, на корпусе любого современного краскопульта имеется несколько регулировочных винтов. Первый, самый верхний (на некоторых краскопультах, как например у SATA, может располагаться сбоку), отвечает за корректировку размера и формы окрасочного факела. Второй ответственен за регулировку хода иглы и количество подаваемого материала. На многих краскопультах присутствует еще и третий винт, с помощью которого регулируется подача воздуха на входе. Как правило, он располагается внизу на рукоятке пистолета. У SATA этот винт находится «сзади» — под винтом регулировки подачи материала. Регуляторы на корпусе краскопульта SATA. Вопрос регулировки краскопульта сводится к выбору правильного соотношения «воздух — материал». При правильном балансе эти параметры позволяют добиться максимальной равномерности окрасочного факела по всей ширине, и такого же равномерно распределения лакокрасочного материала по поверхности.
СИСТЕМА ОКРАСОЧНОГО ПИСТОЛЕТА
В зависимости от величины давления сжатого воздуха на входе в краскопульт и на воздушной головке (на выходе), все окрасочные пистолеты можно разделить на три основные группы которые регламентируются документами или законодательством: конвенциональные HD (высокое давление);
HVLP (High Volume Low Pressure — большой объем воздуха и низкое давление);
EPA она же LVLP (Low Volume Low Pressure — низкий объем воздуха и низкое давление) RP, РЕУ и другие.



Наиболее точно измерить давление на выходе можно с помощью специальной тестовой воздушной головки с двумя манометрами. Для настройки и контроля давления пистолета заводы выпускают тестовые головки с двумя манометрами.

К сожалению, такие насадки в комплекте с пистолетом не идут, поэтому указанная величина контролируется косвенно, по параметру давления на входе в краскопульт. С регулировки этого параметра мы и будем начинать настройку краскопульта.
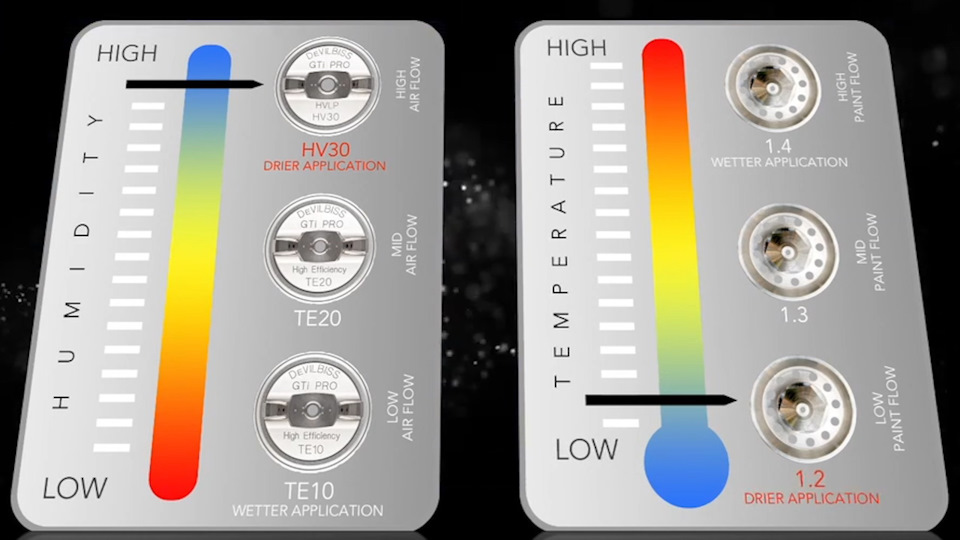
На сегодняшний день существует мнение что пистолеты HVLP — строго для базовых красок, а EPA (RP, LVLP, HTE) для акрилов и лаков, но на самом деле это не совсем так, производитель рекомендует ту или иную комплектацию, основываясь опять таки на тестах и опыте своих техников или маляров которым давали оборудование на тесты. Мало того, для идеальных условий. На самом деле такие условия не всегда идеальны и мастера используют разные материалы как по качеству так и по строению или химии. Поэтому всё больше производителей обращают внимание мастеров на то что оборудование нужно подбирать согласно условий: влажности, температуры и других параметров. Например Devilbiss опубликовал вот такую таблицу в которой приведена зависимость выбора воздушных голов и дюз к окружающим условиям:

Их таблицы видно что при более низкой влажности производитель рекомендует использовать голову ТЕ10, с большей дюзой, а значит с более крупной каплей чем при более высокой влажности, когда дюзу нужно брать меньше чтобы капля соответственно получалась мельче.
На второй таблице указано зависимость выбора головы от влажности и дюзы от температуры:
Кроме всего прочего пистолеты отличаются друг от друга не только системой но и вязкостью применяемых материалов.
Среди маляров бытует мнение что существуют краскопульты для грунта, базы и лака. На самом деле это не совсем верно, пистолеты делятся по вязкости с которыми работают эти пистолеты. так же к вязкости материала привязаны и дюзы, но выбор дюз так же даёт нам инструмент по нанесению определённой толщины покрытия, чем больше дюза тем толще слой вы можете нанести за счёт того что в факел подаётся большее количество материала.

Существует в основном 3 типа вязкости с которыми работают краскопульты:
1. Вязкость от 14 до 20 сек. Обычно это финишные материалы, лаки, краски, а так же грунты, антикоррозионные или изоляционные в версии например «мокрый по мокрому». Так же в индустрии дерева к этой вязкости относятся морилки. Обычно слой нанесения таких материалов колеблется от 5 мк. до 10 мк за один слой. Дюзы которые подбирают для таких работ и материалов это от 1,2 мм до 1,5 мм максимум.
2. Вязкость от 20 до 35 сек. Обычно это первичные грунты, грунты наполнители, но иногда под такой вязкостью выступают и финишные материалы, краски и лаки. Толщина слоя от 35 мк до 70 мк. Дюзы которые обычно предлагает производитель от 1,6 до 1,6 мм
3. Вязкость от 35 сек и выше. Особо вязкие материалы, жидкие шпаклёвки и высоконаполнительные грунты с толщиной слоя от 70 мк до 250 мк. за один слой, дюзы для этих материалов от 2,0 до 2,8 мм и выше, которые применяются в пистолетах для густых масс.
Каждый производитель лакокрасочных материалов четко указывает, какая дюза для какого материала и какого вида выполняемых работ должна использоваться. Как правило, эти рекомендации соответствуют таким значениям (или недалеки от них): базовые эмали — 1,3-1,4 мм (для светлых цветов лучше 1,3); акриловые эмали и прозрачные лаки — 1,4-1,5 мм (вязкость акриловых эмалей и лаков обычно выше чем базовой краски); жидкие первичные грунты — 1,3-1,5 мм; грунты-наполнители — 1,7-1,8 мм; жидкие шпатлевки — 2-3 мм; антигравийные покрытия — 6 мм (специальный распылитель антиграв. материалов). Нетрудно догадаться, что диаметр сопла весьма существенно влияет на количество пропускаемой краски, ее расход. Например, залить лаком большой капот с дюзой 1,3 мм будет довольно-таки проблематично (по словам некоторых маляров — застрелиться можно). Даже если подачу краски открыть на полную, пропускной способности с такой дюзой для материала такой вязкости явно будет маловато. Через дюзу 1,5 мм, при прочих равных, лакокрасочного материала проистекает уже на треть больше, чем через дюзу 1,3 мм. Разбег в значениях диаметров дюз обусловлен также и привычками маляров: кто-то любит наносить «тонко», а кто-то привык «заливать». С другой стороны современные материалы с низким VOC или по простому с высоким сухим остатком не требуют таких слоёв как старые материалы MS или даже HS, мало того они очень хорошо и легко смачивают поверхность, в итоге нет смысла наливать толстые слоя, и все чаще у мастеров можно уже увидеть дюзы 1,2 и 1,3 для базы и лака соответственно. Так же играет роль и производительность пистолета, например SAGOLA 4600 с дюзой 1,25 мм имеет такую же производительность как SATA 5500 с дюзой 1,4, при одинаковых условиях.Таким образом при выборе дюзы важно понимать для какой вязкости материала вы хотите купить оборудование и какое оборудование вы будете применять.
Но не всё так просто, казалось бы что бери побольше дюзу и будет тебе счастье, но не всё так просто, обычные головы пистолетов в сочетании с дюзами для материалов с вязкостью 14-20 сек, имеют определённое строение рассчитанное на то чтобы «вытянуть» материал с этой низкой вязкостью и его атомизировать, учитывая такую низкую вязкость сам факел устроен так чтобы именно оградить и направить материал на поверхность, чтобы он не разлетался в разные стороны, когда у вас вязкость выше, то такой материал уже намного сложнее «вытянуть» из бачка и разбить, потому, головы у таких пистолетов устроены иначе, они имеют большую вытягивающую силу и сруи воздуха из головы направлены не вдоль факела, а внутрь, чтобы разбить этот густой материал. Существуют конечно и универсальные конструкции как например Devilbiss FLG5, IWATA W400 Bellaria, но понятно что универсальное никогда не будет работать наравне со специальным оборудованием.
Несколько видео в конце для тех кто любит смотреть, а не слушать.
Качественная покраска авто, уроки Влада ЩЧ
Урок о нанесении базы и лака на заранее подготовленный кузов автомобиля…
Приветствуем автолюбитель, многоуважаемый читатель блога Rtilvaz.ru! Продолжается тема специалиста Влад ЩЧ по окраске авто.
В этой части #22 узнаем о технологии покраски автомашины металликом. Подержанный автомобиль готовится под полный перекрас.
В прошлом видео мастер показал детально об оклеивании элементов кузова перед качественной покраской авто.

Кузов автомобиля подготовлен под полный перекрас и далее узнаем о самой покраске деталей. Подробно будет показано, какие материалы и инструменты для этого понадобятся, а также будет разъяснено, как правильно наносить краску и лак.
Обзор детали и предстоящая работа
В предшествующих уроках мы узнали, как кузов полностью подготовить под покраску. Все необходимые проёмы оклеены, помещение чисто убрано.
Полы в помещении стоит полить водой, без фанатизма, но все же надо прибить пыль…
При покраске нижней части кузова, арок, краскопульт поднимет пыль с пола и попадёт в краску. Поэтому надо делать влажную уборку, чтобы произвести качественную покраску авто.
Затем весь кузов надо обезжирить, то есть протереть мокрой салфеткой и приступаем к самой покраске.
Инструменты и материалы
Перед началом работы разберём, что для этого нам потребуется. Про материалы поговорим вкратце, так как о большинстве из них уже подробно рассказано до этого. Например, в той части, где были окрашены проёмы дверей.
Нам потребуются для работы:
Для нанесения краски можно использовать систему «HVLP», однако можно воспользоваться и системой «LVLP» — особой разницы тут нет. Дюзы краскопульта стоит брать 1.3 или 1.4, предпочтительно 1.3 для базы или металлика.
Для нанесения лака потребуется краскопульт с дюзой 1.4. Это связано с тем, что лак более вязкий и его надо сильнее продавливать.
Можно использовать для базы и лака один краскопульт, но тут будет присутствовать один минус. Например, если использовать краскопульт с дюзой 1.3, то для лака этого недостаточно, и он не будет полностью выдавать необходимый факел распыла.
Если же использовать дюзу 1.4, то уже для базы это будет минус, так как она начнёт создавать потеки. Поэтому рекомендуется работать с использованием краскопультов отдельно для базы и отдельно для лака.
— растворитель 647 требуется для размешивания краски в пропорции, а также для промывки краскопультов и инструментов после работы.
— антисиликон, как это уже неоднократно рассказано, необходимо для обезжиривания всех поверхностей перед любыми операциями, связанными с подготовительными работами под покраску;
— липкая салфетка требуется для очистки поверхности деталей от мельчайшей пыли и также для снятия статики;
— рекомендуется всю краску сразу смешивать в одной ёмкости. Это вызвано тем, что даже банки из одной партии могут незначительно отличаться по тону. Если использовать каждую банку по отдельности, то после нанесения краски детали могут отличаться друг от друга.
Плюс к этому, перед использованием краски её необходимо тщательно перемешать в банке, чтобы она стала однородной по составу. И главное всегда надо брать краску с небольшим запасом, лучше пусть её немного останется, чем не хватит в процессе работы;
— ёмкость нужна для смешивания краски, по объёму она должна вмещать 3 банки в этом случае, плюс часть растворителя;
— лак, как уже говорилось раньше, берётся по определённой краске, например, краска металлик и разводится 2:1, то есть две части лака D800 и одна отвердителя D802;
— мерный стаканчик нужен для точной дозировки краски и растворителя или лака в строго определённой пропорции. На стенке стаканчика подробно нанесены все возможные варианты пропорций;
— сито необходимо для очищения краски от возможных включений и мелких комочков, которые могут находиться в краске.
Подготовка деталей под покраску
С материалами и инструментами, необходимыми для работы, мы разобрались и далее приступим непосредственно подготовке к покраске.
Вначале весь кузов требуется хорошенько обдуть сжатым воздухом, чтобы убрать возможную пыль, после этого все обезжирить. Для обезжиривания используем бумажную салфетку и антисиликон и тщательно протираем все детали, подготовленные к покраске.
После того, как протёрты все поверхности, к ним уже нельзя прикасаться руками, так как на деталях остается жир или пот от рук.
Напоследок все детали кузова протираются липкой салфеткой, чтобы убрать любые частички пыли или силикона, оставшиеся на кузове. Все это собирается на теле салфетки.
Теория настройки краскопульта и нанесение базы-металлика
Стоит ещё раз напомнить, что помещение подготавливается, то есть все чисто, сделана влажная уборка. Генеральная уборка делается, чтобы при работе не поднималась пыль, которая попадает в краску.
Плюс к этому надеваем чистую одежду, чтобы при окраске машины с одежды не сыпалась пыль. На одежде собирается пыль, когда выполняются работы по подготовке кузова. В идеале будет приобрести в магазине малярный комбинезон.
Далее разберём способ покраски, как правильно окрашивать. Прокрашивать надо будет в несколько этапов. Для начала прокрашиваются труднодоступные места, арки и проёмы.
Покраску начинаем снизу, это нижняя часть кузова, пороги. После того как будут покрашены все труднодоступные места, приступаем непосредственно к самим панелям кузова.
Один из вариантов покраски, это проход краскопультом по всей длине одной боковины кузова без перерыва, чтобы исключить какие–либо переходы. В этом случае будет прокрашиваться кузов подетально, то есть, например, крыло, затем дверь и так далее. Это все хорошо показывает мастер на видео:
Следующим действием мастер показывает, как надо настроить краскопульт к работе…
Как было уже рассказано ранее в предыдущих частях, краскопульт имеет три регулятора. Это регулятор подачи воздуха, подачи краски и регулятор настраивания факела.
Изначально делается не очень большое давление, чтобы первый слой очень хорошо ложился. На второй слой давление надо увеличить, чтобы хорошо перекрыть предыдущий слой.
Настройку краскопульта выполняют либо на какой-то ненужной панели, либо куска картона, чтобы визуально увидеть, как ложится краска.
В среднем, для первого слоя, подаётся 1.5 атм. подачи воздуха, половину подачи материала и открывается факел на 1/3. Для работы с труднодоступными местами не нужен большой факел распыла.
Для дальнейших слоёв краски краскопульт уже настраивается по-другому. Даётся несколько больше давление воздуха, это порядка от 2 до 2.5 атм., увеличивается подача краски, в среднем наполовину регулировки. Факел открывается полностью, чтобы было хорошее перекрытие.
Точно сказать о настройках и цифрах невозможно, так как все пистолеты разные и имеют свои нюансы в работе. Поэтому все надо настраивать по ситуации и опытным путём.
Нанесение первого слоя краски
Приступаем непосредственно наносить первый слой краски на детали. Сразу напоминаем, что надо использовать респиратор, чтобы не дышать парами краски, вредные для организма.
Начинаем работу с арок, затем нижней части задней панели и проёмов. На узких деталях, чтобы факел хорошо захватывал поверхность, краскопульт держим на расстоянии до детали порядка 20-40 см.
Это не обязательное условие, так как на разных элементах краскопульт приходится держать на разных расстояниях. Но все это приходит с опытом работы.
При работе, например, с акрилом или лаком, работать рекомендуется быстро, так как материал быстрее схватывается. В том случае, когда мы работаем с металликом можно позволить себе не спешить как с акрилом.
При покраске следующая полоса должна перекрывать порядка 5 см. предыдущую полосу, как по принципу черепицы на крыше.
Прокрасив часть порога у проёма, проходим краской по самому проёму двери. Затем переходим к проёму багажного отсека. Здесь надо учитывать ступенчатые плоскости, и наносится краска с учётом того, что она ложится на разные плоскости.
Для этого факел можно сделать поменьше и перекрывать деталь маленькими слоями. В любом случае аккуратность, должна быть превыше всего.
Надо также обратить своё внимание на то, что помимо краскопульта, необходимо другой рукой придерживать шланг подачи воздуха. Можно шлангом случайно задеть детали кузова и испортить всю работу. На видео мастер показал, как правильно держать шланг и краскопульт.
После покрытия краской всех труднодоступных мест переходим непосредственно к покраске самих плоскостей кузова.
При работе необходимо наносить краску, не отрываясь от детали, проходя сразу всю плоскость, а не отдельными участками. При подходе к краю детали, надо факелом заходить за деталь, не останавливаясь на конце, так как там может появиться лишняя краска поверх рабочего слоя.
После покрытия первого слоя даётся послойная сушка порядка 5-10 минут, температура в помещении около 20 градусов. Затем краску надо протереть липкой салфеткой и наносим следующий слой.
Практика нанесения первого слоя краски
Мастер показывает на видео (см. выше), как правильно наносится краска и также начинает работу с труднодоступных мест.
Результат нанесения и следующие действия
После нанесения первого слоя и послойной сушки надо внимательно осмотреть все окрашенные поверхности, на предмет выявления каких-либо небольших дефектов, неровностей. Затем, как уже было сказано выше, берётся липкая салфетка, и все покрашенные детали хорошо протираются, чтобы убрать опыл.
При этом надо работать осторожно, не давя рукой сильно на окрашенную деталь.
Липкой салфеткой протирается только нанесённая база, а по лаку уже салфетку не применяют.
При нанесении второго и последующего слоя, работу также начинаем с труднодоступных мест. В районе проёма двери слой краски делаем меньше, так как проём был уже предварительно прокрашен в этом случае.
Практика нанесения второго слоя краски
Мастер наносит второй слой, показывается сам процесс на видео.
Результат нанесения краски и дальнейшие действия
В этот момент на кузов нанесено 2.5 слоя базы, краска высохла, прошло порядка 1 часа. Кузов опять же протирается гибкой салфеткой (см. видео).
Теория нанесения лака
После того, как кузов протёрт липкой салфеткой, разводится лак и наносится на поверхность базы. На полный перекрас в этом случае, должно уйти порядка одного литра лака, на первый слой, что и было приготовлено. Это с учётом без крышки капота и багажника.
Лак также наносится с труднодоступных мест, как и при работе с базой. Первый слой должен дать слой глянца порядка 60-70%.
Регулировка краскопульта под лак
Давление воздуха на первый слой должно составлять порядка 2 атм., подача лака порядка 1/3 и факел открывается полностью.
На второй слой даётся полная подача воздуха с лаком и полностью открывается факел. При работе надо следить за слоем нанесённого лака, и следить, чтобы не было никаких потёков.
Практика нанесения первого слоя лака
Мастер на видео показывает, как надо правильно наносить лак на детали кузова.
Результат нанесения лака
При нанесении лака, чтобы не было потёков особое внимание надо уделять на торцы, кантики, ниши ручек дверей, под молдинги. После первого слоя лака даётся промежуточная сушка порядка 5-10 минут и можно наносить второй слой.
На практике пока наносится лак на вторую половину, первая уже успевает подсохнуть и можно сразу переходить на первую половину и наносить второй слой лака.
Мастер показывает полностью весь кузов после покрытия вторым слоем лака и просушкой. Видно, что лак лёг ровно без потёков, так как работа проводилась аккуратно.
Ещё пару слов скажем…
Понятны принципы и методы, как правильно покрасить кузов автомобиля своими руками. На следующем видео будет заканчиваться покраска деталей, которые остались не покрашенными, это крышка капота и крышка багажника, и некоторые другие мелочи.



