Станки для обработки труб
Трубогибочные станки с ЧПУ
Полуавтоматические дорновые трубогибы
Оборудование для обработки концов труб
Станки для пробивки и перфорации труб
Шлифовка и полировка труб
Станки для резки труб
Станки для обработки труб
Станки для обработки труб — это оборудование для формовки круглых и профильных труб, а также для обработки их поверхности.
Согласно перечню реализуемых задач трубообрабатывающее оборудование можно разделить на отдельные категории:
Трубогибочные станки различных типов
Станки для обработки концов труб
Станки для шлифовки и полировки труб
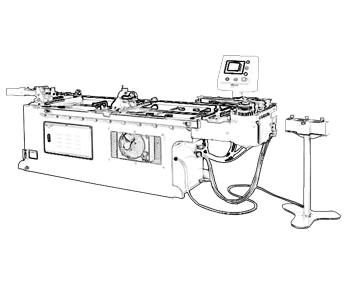
Трубогибочные станки разделяются на дорновые и бездорновые, с ЧПУ и без. Трубогибы могут использовать различные способы гибки труб. Самым точным и наиболее распространенным видом гибки труб является способ гибки намоткой, когда, когда труба гнется путем намотки на профилированный ролик. Именно такие трубогибы используются в основном в самых разных промышленных отраслях: машиностроении, аэрокосмической отрасли, автомобилестроении, в производстве систем кондиционирования, производстве каркасной мебели и многих других отраслях.
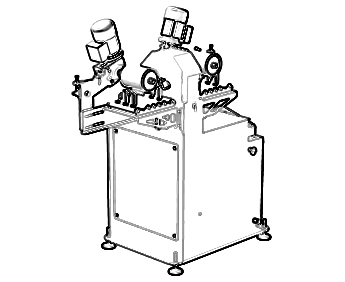
Трубогибы, использующие метод намотки, бывают дорновые и бездорновые. Бездорновые трубогибы могут быть двухголовочными (для одновременной гибки труб с двух концов – при изготовлении П-образных форм и рам).
Станки для обработки концов труб используются для торцевания труб, снятия наружной и внутренней фаски, радиусной вырубки концов труб (седловин) для подготовке трубы к сварке с другой трубой, а также для придания концу трубы специальной формы, работающей в составе системы соединения.
Машины для обработки торцов металлических труб
Фаскорезы предназначены для формирования сопрягаемой торцовой поверхности металлических труб перед операцией сварки. Как правило, выполняется внешняя фаска, внутренняя фаска, торцевание и расточка внутренней поверхности стенки трубы.
Диапазоны диаметров [мм] обрабатываемых труб
Машина для снятия фаски с труб ПРО 2 ПБ
Фаскосниматель способен обрабатывать трубы с внутренним диаметром от 18 мм и внешним диаметром до 48 мм.

Машина для снятия фаски с труб ПРО 5 ПБ
Используется для обработки кромок труб в диапазоне диаметров от 32 до 114 мм (опционально до 140 мм). Работает в диапазоне углов от 0º до 45º.
370 919 ₽ · В наличии

Машина для снятия фаски с труб ПРО 10 ПБ
Широкий диапазон обработки кромок труб от Ø84 до 273 мм — неоспоримое преимущество данной машины.
519 527 ₽ · В наличии

Машина для снятия фаски с труб ПРО 40 ПБС
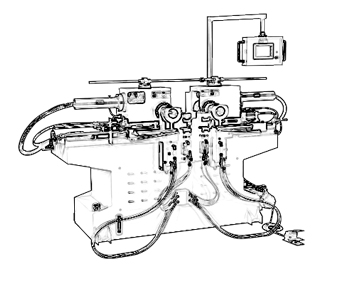
Стационарный станок для автоматической обработки труб весом до 10 т.
2 531 263 ₽ · В наличии

Модульный трубный кромкорез MP0020-26
Многофункциональный модульный кромкорез.
Цена по запросу · В наличии
Ручной фаскосниматель по трубам EP1020-32
Ручной фаскосниматель по листу и трубе EP1020-00
Ручной фаскосниматель по листу и трубе EP1040-00

Автоматический фаскосниматель по трубам AP1020-32
Автоматический модульный кромкорез.

Автоматический фаскосниматель по листу и трубе AP1020-00
Автоматический модульный кромкорез.
Автоматический фаскосниматель по листу и трубе AP1040-00
Кромкорез B-10 Electra с приспособлением для работы на трубах X-Pipe
Кромкорез B-15 Electra с приспособлением для работы на трубах X-Pipe

RIDGID B-500
Машина для снятия фаски с листов и внешней стороны труб.

Машина для обработки фланцев G.B.C. SUPERBOILER T5

Трубный фаскосниматель ТВР-30
Выполняет торцовку и снятие внешней/внутренней фаски с труб, внутреннее крепление.
Кромкорез для труб с пневматическим зажимом Nodha ТВР-40
Пневматическая машина для снятия фаски и торцевания труб небольшого диаметра.

Трубный фаскосниматель ТВР-90
Выполняет торцовку и снятие внешней/внутренней фаски с труб, внутреннее крепление.
Трубный фаскосниматель ТВР-120
Выполняет торцовку и снятие внешней/внутренней фаски с труб, внутреннее крепление.

Трубный фаскосниматель ТВР-170
Выполняет торцовку и снятие внешней/внутренней фаски с труб, внутреннее крепление.

Трубный фаскосниматель ТВР-220
Выполняет торцовку и снятие внешней/внутренней фаски с труб, внутреннее крепление.
Трубный фаскосниматель ТВР-270
Выполняет торцовку и снятие внешней/внутренней фаски с труб, внутреннее крепление.

ТВА-63
Машина для снятия фаски с автоподачей устанавливается на внешний диаметр труб.

ТВА-76
Машина для снятия фаски с автоподачей устанавливается на внешний диаметр труб.

Трубный фаскосниматель ТВР-355
Выполняет торцовку и снятие внешней/внутренней фаски с труб, внутреннее крепление.

Ручной фаскосниматель для труб ISY-80T
Применяется для снятия фаски, расточки и торцевания.
Цена по запросу · В наличии

Ручной фаскосниматель для труб AOTAI ISY-90T
Применяется для снятия фаски, расточки и торцевания.

Ручной фаскосниматель для труб SDC-120TN
Применяется для снятия фаски, расточки и торцевания.

Ручной фаскосниматель для труб SDC-150TN
Применяется для снятия фаски, расточки и торцевания.

Ручной фаскосниматель для труб SDC-350T
Применяется для снятия фаски, расточки и торцевания.

C-образный фаскосниматель AOTAI ISC-53
Применяется для снятия внешней и внутренней фаски с труб небольшого диаметра.

Фаскосниматель для труб AOTAI ISY-150
Ручной станок для обработки торцов труб.
Цена по запросу · В наличии
Станки для обработки кромок труб условно можно подразделить на три группы: мобильные, стационарные и трубные кромкорезы для обработки внешней кромки. Так же в отдельную группу можно выделить универсальные ручные кромкорезы — практически все они позволяют обрабатывать торцы труб.
Многоцелевые машины для снятия фаски с труб
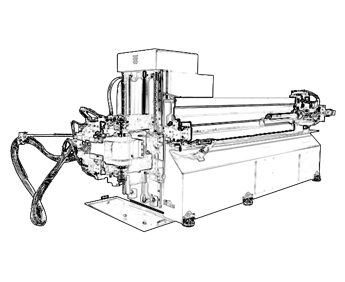
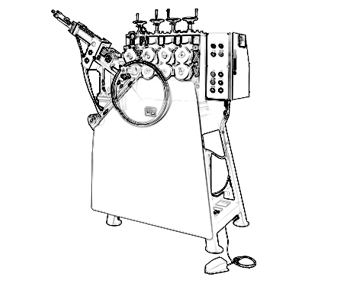
Мобильные трубные фаскорезы PRO-2 PB, PRO-5 PB и PRO-10 PB производства польской компании PROMOTECH (ПРОМОТЕХ) крепятся внутри трубы при помощи распорного вала с системой сменных кулачков. Обработка торца осуществляется специальными резцами из быстрорежущей термообработанной стали. Для работы по трубам из нержавейки рекомендуется работать резцами со специальной геометрией и покрытием. Торцевание, внутреннюю калибровку и обработку фаски можно выполнять одновременно, установив 3 различных резца.
Дополнительные аксессуары позволяют использовать трубные фаскосниматели максимально универсально — возможна обработка овальных труб, планирование поверхности фланцев. Диапазон диаметров, обрабатываемых мобильными кромкорезами с креплением по внутренней поверхности стенки — в зависимости от модели и аксессуаров составляет от 25 до 355 мм.
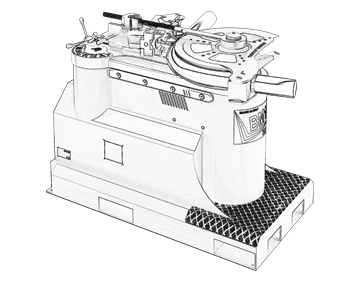
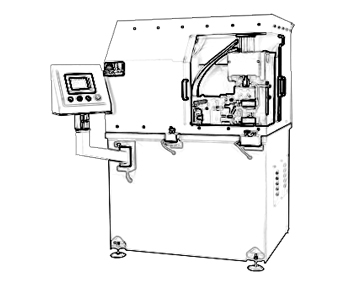
Для обработки труб больших диаметров используют стационарный фаскорез PRO-40 PBS. Он снимает кромку на трубах диаметром от 200 до 1000 мм. Благодаря использованию в данном станке фрезерной головки со сменными твердосплавными пластинами, достигаются высочайшие показатели производительности и чистоты обрабатываемой поверхности. ПРО-40 ПБС способен снимать фаску шириной до 41 мм! Угол регулируется плавно, в пределах от 0° до 60°. Это позволяет снимать внутреннюю и внешнюю фаски, торцевать. Также возможно снимать рюмочную фаску (формы «J»).
Машины для обработки внешней фаски труб
Отдельно следует рассмотреть кромкорезы, которые снимают внешнюю фаску и базируются по внешнему диаметру трубы.
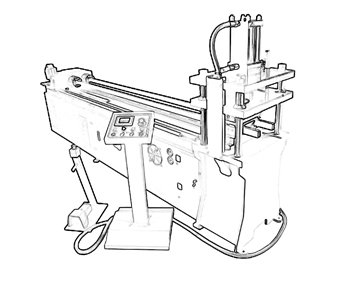
Например автоматический кромкорез UZ-12 чешской фирмы NKO позволяет снимать фаску с обечаек диаметром от 95 мм. Обработка производится методом скалывания быстро и бесшумно.
Метод фрезерования используется в ручной машине для снятия фаски с труб B-500 компании RIDGID, а также в кромкорезе фирмы Exact PipeBevel 220E. В этих машинах в качестве рабочего инструмента используется фрезерная головка со сменными твердосплавными пластинами. Возможности этих машин ограничиваются внешней фаской.
Универсальные ручные фаскосниматели
При небольших объемах производства, неправильных формах (снятие фаски с отводов), коротких заготовках — целесообразно использовать ручные машины для обработки кромок. Практически весь модельный ряд ручных кромкорезов позволяет обрабатывать кромку труб. Наиболее мощная и удачная модель — PROMOTECH ВМ-16, прекрасно работает по трубе пневматический кромкосниматель B-15 Air, также используются ЕВ-12 (AGP). Кромкорезы ВМ-20 и ВМ-21 позволяют снимать фаску на диаметрах в диапазоне 150–600 мм.
1. ОБЩИЕ ПОЛОЖЕНИЯ
1.1. Для защиты стальных труб от коррозии следует предусматривать применение наружных и внутренних антикоррозионных покрытий поверхностей труб. Защиту наружных поверхностей стальных труб следует предусматривать согласно ГОСТ 9.015-74.
1.2. Защиту внутренней поверхности стальных труб от коррозии независимо от коррозионной активности воды необходимо предусматривать цементными, лакокрасочными и цинковыми покрытиями.
Цементные покрытия рекомендуется наносить на внутреннюю поверхность труб методами центрифугирования и центробежного набрызга.
2. ЦЕМЕНТНО-ПЕСЧАНЫЕ И ЦЕМЕНТНО-ПОЛИМЕРНЫЕ ПОКРЫТИЯ,
НАНОСИМЫЕ МЕТОДОМ ЦЕНТРИФУГИРОВАНИЯ
2.1. Цементно-песчаные и цементно-полимерные покрытия методом центрифугирования рекомендуется наносить на внутреннюю поверхность водопроводных труб диаметром до 1000 мм.
2.2. Трубы должны иметь кривизну не более 1,5 мм на 1 м длины. Овальность их не должна превышать 0,01 диаметра.
2.3. Перед нанесением покрытия на основе цемента внутреннюю поверхность труб следует обезжирить методом погружения в стационарные ванны. Состав моющих растворов, температура и время обезжиривания приведены в табл. 1.
Марка синтетического моющего раствора
Обезжиривание в растворе
Время обработки в стационарной ванне, мин
Лабомид (ТУ 38-10738-80)
После обезжиривания трубы следует промыть горячей водой до полного удаления остатков моющего раствора. Качество выполнения операций по обезжириванию следует проверять внешним осмотром. Хорошо обезжиренная поверхность должна равномерно смачиваться водой. При наличии остатков жировых загрязнений вода собирается каплями.
При потере активности, проявляющейся в увеличении времени обезжиривания по сравнению с указанным в табл. 1, раствор корректируется добавлением необходимого количества моющих средств. При значительной потере активности раствор следует заменить новым.
Цементно-полимерная смесь состоит из портландцемента марки не ниже 100 (ГОСТ 10178-76), полимерной добавки, стабилизатора и воды (ГОСТ 2874-82). В качестве полимерной добавки следует использовать латекс СКС-65ГП (ГОСТ 10564-75) в количестве 2 % массы цемента (по сухому веществу). В качестве стабилизатора в латекс во избежание его коагуляции при перемешивании с цементом следует добавлять неионогенное вещество ОП-7 или ОП-10 (ГОСТ 8433-81) в количестве 4 % массы добавки. Стабилизатор следует вводить в виде 20 %-ного водного раствора. Допускается применять другие стабилизаторы, обеспечивающие требуемые физико-механические свойства цементно-полимерной смеси.
Для повышения трещиностойкости цементно-песчаных покрытий допускается применять латекс СКС-65ГП в том же количестве, что и в цементно-полимерной смеси.
2.5. Толщина цементно-песчаного покрытия зависит от диаметра трубы и должна составлять:
Толщина цементно-песчаного покрытия, мм
Толщина цементно-полимерного покрытия должна составлять 5 ± 1 мм.
2.6. Приготовление цементно-песчаной и цементно-полимерной смесей следует предусматривать в бетономешалке принудительного перемешивания.
Конкретный состав цементно-песчаной и цементно-полимерной смесей подбирается заводской лабораторией исходя из характеристик используемых материалов, условий распределения и уплотнения смеси при центрифугировании.
При приготовлении и нанесении цементно-песчаных и цементно-полимерных покрытий температура окружающей среды должна быть не ниже 5 °С.
2.8. Объем смеси в ложковом питателе следует определять из расчета получения проектной толщины покрытия. Положение ложкового питателя относительно трубы регулируется так, чтобы загруженный смесью питатель входил в нее, не касаясь стенок.
2.9. Цементно-песчаную и цементно-полимерную смеси необходимо наносить по всей длине трубы.
Условный диаметр трубы, мм
Частота вращения трубы, об/мин
Затем в течение не менее 50 с частота вращения повышается до величины, соответствующей режиму уплотнения (табл. 3). После окончания уплотнения частота вращения в течение 30 с уменьшается до нуля. Для предотвращения вытекания цементно-песчаной и цементно-полимерной смесей из трубы в процессе центрифугирования на торцы труб должны быть надеты торцовые кольца. Поверхность колец должна быть покрыта смазкой исключающей прилипание цемента к кольцам.
Условный диаметр трубы, мм
Частота вращения трубы, об/мин
Время уплотнения, мин
2.11. После прекращения вращения избыточную влагу рекомендуется удалять, наклоняя трубу.
2.12. Торцы труб с внутренним покрытием следует закрывать полиэтиленовой пленкой для предотвращения быстрого испарения влаги. Перед началом пропаривания пленку следует снимать.
охлаждение до температуры окружающей среды
Допускается предварительно выдерживать трубы в пропарочной камере при температуре не более 30 °С.
Режим тепловлажностной обработки регулируется заводской лабораторией в соответствии с конкретными условиями производства и свойствами цементно-песчаной и цементно-полимерной смесей. После окончания тепловлажностной обработки торцовые кольца следует снимать.
Прочность покрытия после тепловлажностной обработки должна быть не менее 70 % марочной.
2.14. Покрытие должно быть плотным, гладким, одинаковой толщины по всей длине. Не допускаются дефекты, обусловленные плохим качеством раствора (цементные и песчаные комья, вздутия), а также отслоения. Допускаются единичные раковины и наплывы глубиной (высотой) не более 2 мм и диаметром не более 10 мм, трещины шириной раскрытия 0,2 мм.
Прочность цементно-песчаного и цементно-полимерного покрытий рекомендуется контролировать испытанием партии из 6 кубов размером 7,07×7,07×7,07 см, изготовленных из той же смеси одновременно с данной партией труб. Три пропаренных куба необходимо испытывать на следующие сутки после пропаривания, а три оставшихся хранить в нормальных условиях и испытывать через 28 сут.
Прочность бетона для внутреннего покрытия должна быть не менее 39,2 МПа (400 кгс/см 2 ) при водопоглощении не более 10 % по массе.
Толщину цементно-песчаных и цементно-полимерных покрытий следует измерять толщиномером ИЗС-2 или штангенциркулем в четырех диаметрально противоположных точках на концах трубы.
Отслоение покрытия рекомендуется определять простукиванием поверхности молотком массой 0,25 кг. О наличии отслоения свидетельствует глухой звук при ударе.
2.15. Транспортировать трубы с внутренними цементно-песчаными и цементно-полимерными покрытиями необходимо автотранспортом, снабженным специальными крепежными устройствами, согласно требованиям «Правил перевозки грузов» и «Единых правил перевозки грузов», утвержденных Минавтопромом 23 сентября 1971 г.
В случае транспортирования труб по железной дороге погрузку и закрепление их необходимо производить в соответствии с требованиями действующих Технических условий погрузки крепления грузов МПС и Правил перевозки грузов, утвержденных МПС.
2.16. Трубы с внутренним цементно-песчаным и цементно-полимерным покрытиями следует соединять сваркой. Дополнительной защиты внутренней поверхности стыкового соединения не требуется.
3. ЦЕМЕНТНО-ПЕСЧАНЫЕ ПОКРЫТИЯ, НАНОСИМЫЕ НА ТРУБЫ
И ТРУБОПРОВОДЫ МЕТОДОМ НАБРЫЗГА
В случае опасности выщелачивания цемента транспортируемой водой можно использовать пуццолановый и сульфатостойкий цементы или добавлять их в портландцемент.
3.3. Приготовление цементно-песчаной смеси следует предусматривать в соответствии с п. 2.6.
ЦЕМЕНТНО-ПЕСЧАНЫЕ ПОКРЫТИЯ, НАНОСИМЫЕ НА
УЛОЖЕННЫЕ ТРУБОПРОВОДЫ МЕТОДОМ НАБРЫЗГА
3.4. Оборудование для облицовки водопроводов должно состоять из двух облицовочных машин, электрической лебедки с кабельным барабаном, тросовой лебедки, растворного узла, передвижной электростанции, вспомогательного оборудования.
3.5. Цементно-песчаный раствор, находящийся в бункере машины, шнеком подается в трубу с продольными щелями на конце и, выжимаясь из них, попадает на лопатки вращающегося метателя. Под действием центробежных сил раствор отбрасывается к стенке трубы. Одновременно с помощью вращающихся подпружиненных лопаток осуществляется разглаживание нанесенного раствора. Процесс нанесения покрытия протекает при непрерывном передвижении машины по трубопроводу со скоростью, обеспечивающей получение покрытия заданной толщины.
3.7. Растворный узел, состоящий из бетономешалки лопастного типа, установленной на прицепе, и другого вспомогательного оборудования, обеспечивает приготовление раствора на месте.
Подачу раствора от растворного узла в бункер облицовочной машины следует осуществлять шнековым питателем и ленточным транспортером.
3.8. Облицовочная машина (черт. 1) управляется оператором и обеспечивает облицовку водоводов путем челночных передвижений по трубопроводу.
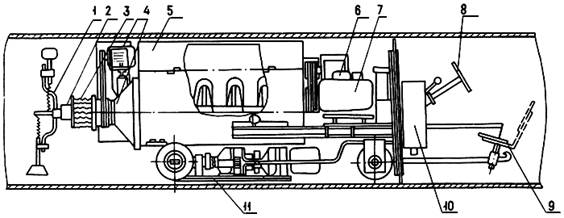
Черт. 1. Машина для центробежной облицовки труб
3.9. Вспомогательное оборудование должно состоять из устройства по очистке трубопровода от строительного мусора и воды, системы блоков, резиновых шлангов для промывки оборудования после окончания работы. Кроме того, необходимо иметь автокран грузоподъемностью 5 т, бульдозер, автомашины высокой проходимости грузоподъемностью не менее 5 т, автоцистерну.
3.10. Электропитание комплекта оборудования следует осуществлять с помощью передвижной электростанции мощностью не менее 50 кВт.
3.11. Работы по облицовке действующего водовода следует осуществлять после его очистки от обрастаний очистными устройствами.
3.12. Облицовку новых водоводов, уложенных в траншею и засыпанных грунтом, и действующих (после их очистки) следует осуществлять по прямолинейным участкам трубопровода длиной до 150 м (за исключением мест вырезок для ввода облицовочной машины).
3.13. При укладке вновь строящегося трубопровода из отдельных труб или секций облицовку рекомендуется осуществлять сразу после монтажа и засыпки грунтом участка трубопровода длиной до 150 м с открытого (наращиваемого) его конца.
3.14. При способе укладки трубопровода плетью, сваренной на бровке траншеи, облицовку рекомендуется осуществлять из незасыпанных котлованов, расположенных на расстоянии 150 м друг от друга, через специально вырезаемые в трубах окна.
3.15. Работы по облицовке уложенных водоводов должны выполняться в такой последовательности:
вырезка окон в трубопроводе размером в плане 1000×4000 мм (для осмотра, очистки и установки лебедки и облицовочной машины);
спуск облицовочной машины и лебедки с кабельным барабаном в подготовленный для облицовки участок трубопровода;
проверка работоспособности всего комплекта оборудования на холостом ходу и пробный проезд облицовочной машины по всему участку трубопровода для проверки ее проходимости в местах излома оси труб и их стыков;
облицовка участка трубопровода при непрерывных челночных передвижениях машины;
демонтаж оборудования и его промывка;
осмотр и оценка качества покрытия (после суточного твердения) и устранение вручную отдельных его изъянов;
установка на место и заварка вырезанной части трубы (после суточного твердения покрытия), которая затем облицовывается вместе с последующим участком трубопровода;
засыпка котлованов после проверки качества сварных швов заваренных окон.
Примерная схема расстановки оборудования на месте производства работ приведена на черт. 2.
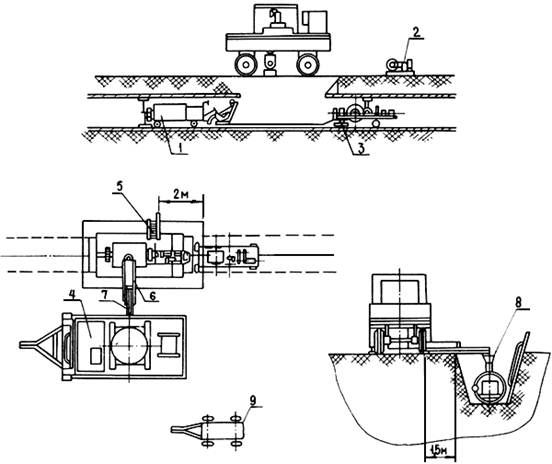
Черт. 2. Расстановка оборудования при облицовке уложенного трубопровода
3.16. Машина с бункером, заправленным раствором, въезжает в трубопровод с транспортной скоростью 30 м/мин. Облицовку трубопровода следует осуществлять при движении машины «на себя» с рабочей скоростью 1,4 и 1,8 м/мин соответственно для диаметров труб 1400 и 1000 мм. Использовав весь раствор, машина с транспортной скоростью возвращается к месту вскрытия трубопровода для повторной заправки раствором, после чего цикл повторяется.
Управление лебедкой осуществляется оператором, находящимся у вырезанной части трубопровода (окна), с помощью выносного пульта. В процессе облицовки скорость передвижения машины изменять не следует.
3.18. Для согласованности работ между операторами лебедки и облицовочной машины предусмотрена двусторонняя звуковая и световая сигнализация.
3.19. После окончания облицовки участка трубопровода оборудование необходимо перевозить к следующему котловану, где вырезано окно. Облицовку следует начинать после заварки предшествующего окна в трубопроводе для обеспечения непрерывности покрытия.
3.20. Уход за покрытием следует начинать сразу после завершения облицовки. Облицованный участок трубопровода должен быть закрыт на концах щитами или полиэтиленовой пленкой для поддержания такого температурно-влажностного режима, который необходим для обеспечения нормальных условий твердения бетона.
Перед началом эксплуатации трубопровода покрытие необходимо выдержать не менее 72 ч и осуществить хлорирование.
3.22. Эксплуатацию и обслуживание всех механизмов и устройств, входящих в состав комплекта оборудования по облицовке водоводов, следует производить в соответствии с «Инструкцией по нанесению внутренних цементно-песчаных покрытий на водоводы» (ОНТИ АКХ, 1985), инструкцией завода-изготовителя и с соблюдением соответствующих правил по технике безопасности.
ЦЕМЕНТНО-ПЕСЧАНЫЕ ПОКРЫТИЯ, НАНОСИМЫЕ
НА ТРУБЫ МЕТОДОМ НАБРЫЗГА
3.24. При новом строительстве можно наносить цементно-песчаное покрытие методом набрызга на отдельные трубы или сварные секции из нескольких труб в базовых условиях.
Облицовку труб в базовых условиях можно производить как на открытой площадке, так и в цеховых условиях.
3.25. Технологический процесс облицовки труб включает:
укладку труб на стеллажи или специальные платформы;
облицовку внутренней поверхности;
уход за покрытием в процессе его твердения и проведения тепловлажностной обработки (п.п. 2.12 и 2.13).
3.26. В состав комплекта оборудования для облицовки внутренней поверхности труб на открытой площадке входят:
транспортная тележка для передвижения облицовочной машины вдоль стеллажа труб;
стационарный растворный узел.
Для облицовки труб в цеховых условиях транспортная тележка должна быть заменена тележкой с подъемником, осуществляющим подъем облицовочной машины (на 3 м) для облицовки второго и третьего рядов труб, смонтированных на стеллажах.
3.28. Транспортирование и соединение труб осуществляются в соответствии с п.п. 2.15 и 2.16.
4. ЛАКОКРАСОЧНЫЕ ПОКРЫТИЯ
СОСТАВЫ ДЛЯ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ
ПОДГОТОВКА ПОВЕРХНОСТИ ТРУБ ПЕРЕД НАНЕСЕНИЕМ
ЛАКОКРАСОЧНОГО ПОКРЫТИЯ
4.2. Подготовка поверхности труб заключается в тщательной очистке ее от жировых загрязнений, ржавчины и окалины. Некачественная подготовка приводит к отслаиванию покрытия и развитию подпленочной коррозии.



