Фасовочные машины: устройство и принцип работы
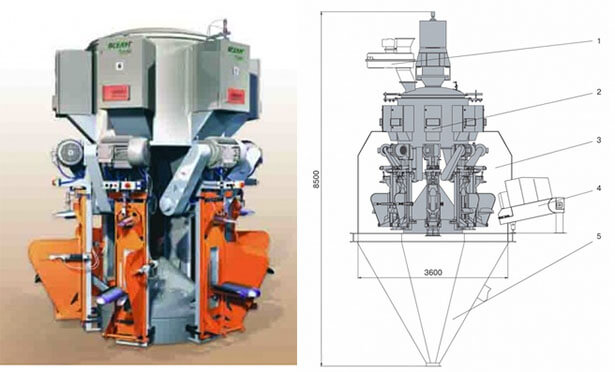
Развивающаяся большими темпами строительная индустрия требует производства большого количества различных смесей и, конечно же, современного оборудования. К нему относятся и фасовочные машины. Современные устройства имеют модульную конструкцию. Количество упаковываемых за час мешков зависит от типа машины. Как правило, при помощи одного модуля в час упаковывается около 300 мешков весом по 50 кг. Общая производительность машины зависит от количества модулей – от одного до четырех. Машины карусельные могут иметь до восьми модулей. Большее количество возможно только на машинах с полностью автоматизированным процессом насадки пустых мешков и снятия полных. В России такие машины не распространены.
На заполнение одного мешка смесью уходит от трех до восьми секунд. Скорость зависит от типа системы подачи и типа упаковки. В полностью открытые мешки материалы загружаются быстро. Если упаковки с клапаном, то отверстие для заполнения не большое, соответственно и скорость ниже. Строительные смеси, имеющие порошкообразную структуру, могут загружаться при помощи турбинной, пневмокамерной или аэрационной систем. Если структура смеси больше похожа на муку, то применяют шнековые системы подачи, имеющие низкую скорость, из-за чего они не используются для минеральных смесей.
Самая низкая скорость наполнения в системах аэрационных. Их, как правило, устанавливают в дешевых фасовочных агрегатах. Область применения – порошки тонкодисперсные, обладающие текучестью, которая возникает при обработке сжатым воздухом. Система не применима для таких смесей, как цемент. В пневмокамерной системе также используется сжатый воздух, но для создания необходимо давления, благодаря чему смесь выталкивается в патрубок. Эта система лучше всего подходит для закрытых мешков с клапанами. Она универсальна и характеризуется высокой скоростью. Но, из-за своих недостатков применяется чаще только для тех материалов, которые сложно фасовать другими способами. Основным недостатком является подача вместе со смесью избыточного количества воздуха, которому необходимо обеспечить выход из мешка. Следовательно, при такой упаковке мешки должны иметь высокую воздухопроницаемость.
Машины турбинные используются чаще всего. Нагнетание смеси происходит при помощи небольшой турбины. Преимущества – скорость наполнения высокая, воздуха в мешок попадает мало. В конструкцию фасовочного агрегата входит также и дозатор. Весь процесс протекает в следующем порядке. При пуске машины осуществляет прижим упаковки и вес на весах обнуляется. Открывается дозатор, включается механизм подачи и подаваемый материал течет в тару большим потоком. Как только вес достигает 90% от заданной нормы, скорость подачи резко уменьшается и поток становится тонким. При достижении 98% заполнения мешка механизм отключается. Из патрубка высыпаются остатки смеси и упаковка снимается.
Фасовщики с турбинной подачей
Описание
Основное направление в работе фасовочной машины — достижение максимально высокой повторяющейся точности фасовки, какая только требуется.
Качественное исполнение оборудования и использование весоизмерительной электроники последнего поколения, гарантируют оптимальное взвешивание продукта в мешке и исключают возможный перерасход продукта.
Принцип работы фасовочной машины:
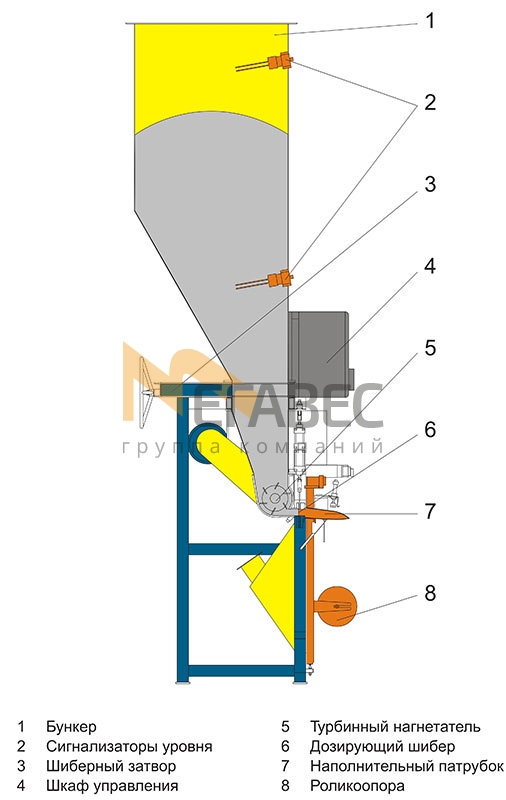
Продукт подаётся в клапанный мешок принудительно под давлением, создаваемым турбинным нагнетателем. Дозирование весовое, осуществляется по принципу «брутто» – продукт непрерывно взвешивается вместе с мешком по мере его наполнения.
После насадки пустого мешка выполняется следующая последовательность действий:
Клапаны мешков закрываются в момент падения на приёмный конвейер, прошивка не требуется. Все операции, за исключением насадки пустых мешков, выполняются автоматически.
Сброс мешка – автоматический (наполненный мешок падает под действием силы тяжести после освобождения прижима).
Схематическое изображение установки
Технические характеристики установки
| Материал | сыпучий, порошкообразный, зернистый |
| Температура фасуемого материала | до 90 о С |
| Тип тары | мешок клапанный (клееный, шитый) |
| Ширина мешка | 30-50 см |
| Длина мешка | 30-75 см |
| Ширина клапана | 11 см (9; 13 см) |
| Величина дозы | 10-50 кг |
| Производительность | 300-400 мешков/час |
| Расход сжатого воздуха | 0,6 м 3 /мин, при P=6bar |
| Цена поверочного деления | 0,05кг |
| Электропитание весов | 220В, 50Гц ± 10% |
| Интерфейс для подключения внешних устройств | RS-232, 485 |
Комплект поставки:
1 – весовая платформа в сборе – 1 шт.;
2 – несущая стойка фасовочной установки в сборе – 1 шт.;
3 – дозирующий пневматический клапан – 1 шт.;
4 – пневматический прижим мешка – 1 шт.;
5 – нижняя опора для установки мешка – 1 шт.;
6 – весовой терминал – 1 шт.;
7 – блок управления пневмоцилиндрами – 1 шт.;
8 – комплект соединительных шнуров и патрубков – 1 компл.
Преимущества фасовочной машины:
Устанавливаемое пневматическое оборудование фирм «CAMOZZI» или «FESTO»
Гарантийный срок эксплуатации – 18 месяцев
Тема 6. Фасовочно-упаковочное оборудование
1. Фасовочно-упаковочное оборудование служит для предварительного фасования сахарного песка, круп, кондитерских изделий, овощей, фруктов, картофеля и других товаров и упаковывания их в потребительскую тару из бумаги, целлофана, полиэтилена и других материалов. Предварительное фасование товаров позволяет сохранить их качество, продлить срок хранения, сократить товарные потери и потребность в упаковочных материалах, создать удобства для свободного и быстрого выбора товаров покупателями. При продаже фасованных товаров повышаются производительность труда работников, пропускная способность торговых предприятий, увеличивается товарооборот, сокращается число работников, снижаются издержки.
Фасование товаров осуществляют торговые организации самостоятельно. Фасовочное оборудование устанавливают в помещениях для хранения и подготовки товаров к продаже.
На складах розничных и оптовых торговых организаций создают централизованные цехи.
Классификация фасовочно-упаковочного оборудования может быть основана на разных признаках.
2. по характеру технологических операции:
3. по консистенции товара для:
4. по виду фасуемой продукции:
5.по виду упаковочного материала:
· термоусадочные пленки, поливинилхлоридные и перфорированные на основе полипропилена;
· вискозоармированные оболочки с внутренним и наружным полиамидным слоем;
· натуральные упаковочные материалы;
· пищевые самоклеящиеся стреч-пленки из поливинилхлорида;
· подложки из вспененного полистирола;
6. по количеству выполняемых операций:
· оборудование для выполнения отдельных операций;
· комплексные линии по фасовке, упаковке и пакетированию товаров.
7. по периодичности действия:
8. по источнику энергии:
9. по уровню автоматизации:
2. Фасование товаров включает несколько операций, выполняемых в определенной последовательности: подготовка товаров и потребительской тары, подача товаров в оборудование, дозирование их и поступление порции товара в потребительскую тару или в оборудование для ее упаковывания. Дозирование, т.е. отделение от общей массы определенного количества товаров, является важнейшей операцией, от которой зависят точность и скорость измерения массы каждой порции товара. Различают объемное, весовое и объемно-весовое дозирование.
Весы автоматические ДРК-l предназначены для фасования сахарного песка и крупы в бумажные пакеты порциями по 0,5 и 1 кг. К Основным частям весов относятся: корпус, тумба, загрузочная воронка, камера объемного дозирования, рычажный механизм, электровибратор, электропривод, электроприборы (рис. 1).
Корпус весов закрыт кожухом с застекленными окнами для наблюдения за работой механизма весов и укреплен на тумбе, имеющей четыре регулируемые ножки для установки весов по жидкостному уровню. На тумбе имеется регулируемый по высоте стол. В середине стола находится решетка, а под ней выдвижной ящик для сбора просыпавшегося товара. На столе укладывают запас пустых пакетов и подставляют их под выпускную воронку.
Установка УФ-158 для фасовки продовольственных товаров используется для фасования продовольственных товаров (конфет, пряников и др.) в пакеты из полимерной пленки. Массу порции определяют на электронных весах. Установка состоит из стола, г-образной вилки, на которой укреплены два загрузочных бункера, электропривода, электроприборов (автоматического выключателя, кнопок пуска и др.) и сварочного устройства для сварки пакетов из пленки.
Бункер вмещает 20 кг товара и имеет в нижней части лоток, открывающийся с помощью рукоятки или педали. Перед началом работы бункер, находящийся в нижнем положении, заполняют товаром и с помощью электропривода поворачивают г-образную вилку. При этом порожний бункер опускается, а заполненный товаром поднимается в рабочее положение.
С помощью рукоятки или педали поворачивают вручную лоток, и определенная доза товара высыпается в подставленный пакет из полимерной пленки. Горловину пакета заваривают сварочным устройством, расположенным на столе установки. Готовые пакеты взвешивают на весах.

Проволокосшивная машина ТПШ – 30С служит для сшивания тонкой металлической проволокой бумажных пакетов. Машина состоит из корпуса, стола, швейного аппарата, проволокоподающего механизма, электропривода и электроприборов. Швейный аппарат включают с помощью педали. При каждом включении происходят автоматическая подача и резка проволоки, образование из нее скобы, прошивание пакетов и подгибание ножек скобы.
Машина МУ для упаковки овощей и фруктов предназначена для фасования овощей и фруктов в сетки и заделки пакетов с товаром путем обжига металлическими скобками концов сетки рукавного типа (рис. 2). Машина может эксплуатироваться в составе специализированных линий упаковки, а также самостоятельно. Для работы на машине должна применяться безузловая полиэтиленовая или тарная сетка для упаковки овощей и фруктов.
Автомат АУО для упаковывания овощей, фруктов и картофеля служит для автоматического упаковывания овощей, фруктов и картофеля в полимерную сетку с установкой металлических скобок. Автомат устанавливают в цехах централизованного фасования в составе поточных механизированных линий или отдельно. Автомат состоит из корпуса, механизмов пакетообразования, скобообразования, формователя, блока катушек, каретки с двумя съемными гильзами, приемной воронки, а также электропривода и электроприборов.
Рис. 2. Общий вид МУ-М
Приемная воронка направляет в автомат предварительно взвешенную порцию товаров. На каретке установлены две гильзы, на которые натянута сетка. Перемещением каретки вручную по горизонтали каждую из гильз поочередно подводят под приемную воронку. Блок катушек имеет две катушки с запасом металлической ленты. Механизм пакетообразования собирает сетку в жгут, затем механизм скобообразования обжимает жгут двумя ленточными скобками и обрезает его. Механизм формователя принимает готовый пакет на свою шторку и автоматически открывает ее. Готовый пакет при этом выпадает на место сбора пакетов. После закрытия шторки цикл работы автомата повторяется.
4. Автоматы для фасования и упаковывания товаров устанавливают на фабриках и в крупных цехах централизованного фасования. Промьшленность выпускает несколько типов автоматов для фасования и упаковывания товаров.
Автомат M1-АРЖ предназначен для фасования сахарного песка, круп, соли и других сыпучих товаров порциями 0,5 и 1 кг в пакеты из полимерной пленки. Механизмы автомата выполняют следующие операции: раскручивание рулона пленки и свертывание ее в рукав, печатание даты на пленке, сварку края ленты в продольном направлении, сварку первого поперечного шва, дозирование товара мерными стаканами, заполнение пакета товаром, сварку второго поперечного шва, отрезание пакета и его подачу в зону контроля или упакоnывания в тару.
Автомат А5-АФА предназначен для изготовления двойных бумажных пактов, фасования и упаковывания в них сахарного песка порциями до 1 кг. Механизмы автомата последовательно выполняют следующие операции:
· печатание краской на бумажном рулоне надписей и рисунков;
· изготовление двойного бумажного пакета;
· заполнение пакета порцией товара, отмеренной объемным способом;
· контроль массы порции по высоте верхнего уровня товара;
· складывание, склеивание, запечатывание верха пакета;
· выталкивание готового пакета на конвейер.
Механизмы автомата собраны в единую конструкцию. Станины обеих частей автомата соединены между собой промежуточной плитой.
Автомат А5-АФБ изготавливает двойной бумажный пакет и фасует в них сахар-песок объемным стаканчиковым дозатором.
Поточной линией для фасования и упаковывания товаров называют совокупность машин и вспомогательного оборудования, расположенных последовательно в соответствии с технологическим процессом фасования и упаковывания товаров. В торговле применяют механизированные и автоматизированные поточные линии. В механизированных большинство или все технологические операции выполняют с помощью машин, управляемых персоналом. К механизированным поточным линиям относят:
Автоматизированные линии для фасованця и упаковыванuя сыпучих moвapoв: сахарного песка (А5-АЛА), круп (А5-АЛБ), сахарного песка и круп (А5-АЛГ) применяют в крупных цехах централизованного фасования и на фасовочных фабриках. Линии предназначены для изготовления одинарных или двойных бумажных пакетов, фасования в них товаров порциями по 0,5 и 1 кги последующегогруппового упаковывания в однослойную бумагу по 12 пачек. В состав каждой линии входят фасовочно-упаковочный автомат, штабелирующее устройство и автомат для завертывания штабеля в бумагу.
5. Укладка фасованных товаров в тару-оборудование является трудоемкой операцией, завершающей процесс фасования и упаковывания. Механизация и автоматизация этой операции повышают эффективность использования высокопроизводительного фасовочно-упаковочного оборудования, увеличивают пропускную способность фасовочного предприятия, ускоряют доставку товаров в торговую сеть. Промышленность выпускает автоматические и полуавтоматические укладчики товаров, которые укладывают их различными способами: на полки тары-оборудования и послойно, с горизонтальным и вертикальным перемещением фасованных товаров.
Загрузочная машина МЗ-1 предназначена для вертикальной автоматической укладки в тару-оборудование плодоовощных товаров, упакованных полимерную сетку.
6. Основными условиями бесперебойной работы фасовочно-упаковочного оборудования являются:
· высокое качество монтажа;
· квалифицированное техническое обслуживание;
· выполнение всех правил эксплуатации персоналом.
К проведению монтажных работ и обслуживанию фасовочно-упаковочного оборудования допускаются только лица, специально обученные. Кроме того, для работающих на фасовочно-упаковочном оборудовании должен быть проведен специальный вводный инструктаж по правилам техники безопасности, электробезопасности и порядку оказания первой помощи при несчастном случае. Не реже одного раза в шесть месяцев следует проводить инструктаж на рабочем месте.
Соблюдение правил эксплуатации и техники безопасности способствует надежной работе оборудования и предотвращает несчастные случаи.
Правила техники безопасности запрещают эксплуатировать оборудование, не имеющее защитного заземления электродвигателей. Опасно пользоваться оборудованием, если открыты токонесущие части его электрических приборов, не защищены вращающиеся и движущиеся части оборудования. 3апрещается эксплуатировать оборудование при неисправных приборах автоматики, прикасаться к движущимся частям включенного в сеть агрегата независимо от того, находится он в работе или в состоянии автоматической остановки.
По окончании работы на фасовочно-упаковочном оборудовании необходимо обесточить его, очистить рабочее место, протереть сухой мягкой тканью. Запрещается использовать для протирки легкоиспаряющиеся жидкости, такие как бензин, дихлорэтан и прочие. Подобные растворители могут вызвать повреждение корпуса.
ПРАКТИЧЕСКОЕ (СЕМИНАРСКОЕ) ЗАНЯТИЕ
Целью занятия является изучение классификации, принципов работы и устройства отдельных видов фасовочно-упаковочного оборудования, требований, предъявляемых к нему.
Задачи занятия:
· изучение классификационных признаков и видов фасовочно-упаковочного оборудования;
· ознакомление с требованиями, предъявляемыми к фасовочно-упаковочному оборудованию;
· ознакомление с особенностями устройства и принципом работы фасовочно-упаковочного оборудования;
· изучение правил эксплуатации фасовочно-упаковочного оборудования.
План занятия:
1. Выполнение ситуационных и практических заданий.
2. Подготовка докладов.
1. Дайте характеристику различных видов упаковки:
· Упаковка с защитным газом используется для________________________
· Упаковочные материалы предупреждают____________________________
· Асептическая технология обеспечивает сохранность__________________
· Ультрафиолетовая стерилизация используется для ___________________
2. Сравните машины для упаковки и заполните таблицу:
| Признак сравнения | Вакуумное оборудование | Термоупаковочное оборудование |
| Назначение | Эффективное средство защиты продовольственных товаров от_____________________________________________________________________________ | |
| Эксплуатация | 1. произвести______________ 2. положить_______________ 3. закрыть_________________ для создания оптимальных условий вакуумирования предусмотрены | |
| Техника безопасности | 1. установить на ___________ 2. обеспечить______________ закрытие крышки и правильную________________ вакуумной камеры 3. обеспечить достаточную __ __________________________ 4. после окончания работы необходимо________________ |
3. Закончите следующие фразы:
· Внешний вид фасованному товару придает____________________________
· Правильно подобранная упаковка способствует________________________
· Вакуумная упаковка является эффективным средством защиты товаров от воздействия окружающей среды, потому что __________________________
Вопросы для самоконтроля:
1. Какие требования техники безопасности следует соблюдать при эксплуатации фасовочно-упаковочного оборудования?
2. Какие операции необходимо осуществить при подготовке к работе упаковочной машины?
3. Какое оборудование относится к современным машинам для упаковки товаров?
4. Почему вакуумная упаковка является эффективным средством защиты товаров от воздействия окружающей среды?
5. Что предусмотрено для создания оптимальных условий вакуумирования?
Изучение лекционного и дополнительного теоретического материала по данной теме, подготовка докладов (тема 9,10,13) к семинарскому занятию и демонстрационного материала.
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Фасовочные машины для жидких и пастообразных продуктов
В настоящем параграфе дано описание устройства и принципов действия машин с фасовочной платформой, операционными ротором и конвейером, а также машин с вертикальным и горизонтальным пакетообразователем. Кроме того, описаны типовые машины для герметизации тары, наполненной продуктом.
Фасовочная машина АФН относится к машинам с фасовочной платформой. Она предназначена для фасования напитков, соков или растительных масел в пластиковые бутылки, изготовленные из полиэтилентерефталата (ПЭТ-бутылки).
Машина (рис. 30.7) состоит из следующих основных частей: станины 1, пневматического привода 2, фасовочной платформы 5, подвижной 7 и неподвижной 9 траверсы, резервуара с продуктом 10, дозатора сиропа 12, механизма перемещения бутылок 13, конвейера 14 и шкафа системы управления 11.

Рис. 30.7. Машина АФН для фасования жидких продуктов в ПЭТ-бутылки
Пневмопривод 2 при помощи рычажного механизма 3 и штока 4 обеспечивает перемещения траверсы 7. Она снабжена захватами для бутылок 6. На неподвижной траверсе 9 смонтированы дозирующие устройства 8.
Технологический процесс фасования жидкостей на машине АФН заключается в следующем. Пустые бутылки подаются конвейером 14 и при помощи загрузочной звездочки 15 по лотку 16 загружаются на платформу 5. После включения пневмопривода подвижная платформа осуществляет захват горловины восьми бутылок. После этого устройства 8 из резервуара 10 дозируют продукт в бутылки по уровню.
Заполненные бутылки механизмом 13 перемещаются на конвейер 14 и направляются в укупорочную машину.
В табл. 30.1 представлена техническая характеристика машин с фасовочной платформой. Машина АФБ предназначена для фасования газированных или негазированных жидкостей в стеклянные бутылки.
Таблица 30.1. Техническая характеристика фасовочных машин
с фасовочной платформой
| Показатель | АФН | АФБ |
| Производительность, бут/час | 2500…3000 | 2500…3000 |
| Вместимость бутылок, л | 0,5…1,5 ПЭТ-бутылки | 0,5…1,5 Стеклянные бутылки |
| Диаметр и высота бутылки, мм | 55…105´200…350 | 55…105´200…300 |
| Число дозирующих устройств, шт. | 8…12 | 8…12 |
| Установленная мощность, кВт | 0,4 | 0,4 |
| Габаритные размеры, мм | 1300´900´2250 | 1300´900´2250 |
| Масса, кг | 250 | 270 |
Фасовочная машина АРТ относится к машинам с операционным ротором с дискретным движением. Она предназначена для фасования творога в пергамент с образованием брикетов массой 125 или 250 г.
Машина (рис. 30.8, а) состоит из станины 9 с главным приводом, механизма 1 образования пачки, операционного ротора 4, дозатора 3, механизма 6 заделки пачки, конвейера 8, бункера 2.
Станина 9 установлена на четырех опорах 10. В ней размещен главный привод машины: электродвигатель главного привода, вариатор скоростей, сцепление, два кулачковых вала с кулачками и зубчатыми колесами, от которых через рычаги, зубчатую и цепную передачи приводятся в движение механизмы остальных групп машины, а также механизмы привода гильзы и крана дозатора и съема пачек с операционного ротора на конвейер. На валу электродвигателя главного привода посажен вариатор скоростей, вращающийся вместе с ним. От вариатора клиновым ремнем через шкив крутящий момент передается валу сцепления. При включенном сцеплении крутящий момент через зубчатые колеса передается кулачковым валам. От одного кулачкового вала в движение приводятся операционный ротор, механизм заделки, механизм подпрессовки и съема пачек, от второго – гильза, поршень и кран дозатора, пуансон образования пачки и механизм подачи развертки. На валу сцепления смонтирован маховик для ручного прокручивания машины. С помощью маховика для изменения производительности машины можно менять расстояние между валами электродвигателя, в результате чего изменяется диаметр ведущего шкива (вариатора).
Механизм 1 служит для образования пачки из ленты упаковочного материала. Он крепится на основном корпусе станины. Между двумя стойками размещены: пуансон, матрица образования пачки, механизм переноса развертки для пачки, ножи для отрезания развертки, секторы подачи упаковочного материала, маркер, тормоз одностороннего действия, механизм предварительного разматывания упаковочного материала, рулонодержатель, механизм привода пуансона, механизм привода поршня, механизм привода отсекателя.
Механизм образования пачки приводится в движение от главного привода. Периодически вращаются верхний и нижний валики подачи пергамента и валик переноса развертки. От промежуточной шестерни в движение приводится конвейерная лента. Возвратно-поступательное движение пуансон получает от кулачка через систему рычагов. Рычаги механизма подачи развертки получают сложное движение от двух кулачков. Наличие развертки под пуансоном контролируется щупом; при отсутствии – щуп через микровыключатель останавливает машину.

Рис. 30.8. Машина АРТ для фасования творога: а – общий вид; б – технологическая схема

Рис. 30.8. (Продолжение)
Операционный ротор 4 предназначен для выполнения технологических операций, связанных с фасованием продукта и съемом готовых пачек. Ротор имеет восемь гнезд 5, над которыми монтируются соответствующие механизмы. В гнезда вставлены выталкиватели с подъемниками, которые скользят по регулируемым кулачкам. Поворот операционного ротора осуществляется дисками с роликами от кулачка.
Механизм 6 заделки пачки состоит из стойки, системы рычагов, трех лапок, кронштейна и служит для завертывания наполненных пачек. Лапки концевой заделки подгибают концевые стенки пачки, а лапкой боковой заделки подгибается одна боковая стенка. При поворачивании ротора производится подгибание другой стенки.
Заполненные пачки подаются под механизм подпрессовки 7, где они окончательно формуются.
Конвейер 8 служит для съема и отвода заполненных пачек от операционного ротора. Пачки от операционного ротора подаются на механизм поворота, который переворачивает их заделанной стороной вниз, чтобы при транспортировании они не развертывались.
Все части машины, соприкасающиеся с продуктом, легко демонтируются для очистки и стерилизации. Конструктивно машина выполнена так, что все последовательные операции фасования продукта происходят по кругу. Связующим звеном между группами является вращающийся операционный ротор с гнездами.
Аналогичную конструкцию имеют фасовочные машины АРС и АР1С, предназначенные для получения брикетов из сладкой творожной массы соответственно по 50 и 100 г. Эти машины отличаются от машины АРТ только конструкцией дозатора.
Кроме того, эти фасовочные машины могут поставляться заводом-изготовителем в комплекте с подъемниками для подачи продукта в их загрузочные бункеры. Такое исполнение фасовочных машин обозначено АР2Т и АР2С.
Технологический процесс фасования продукта на машине АРТ показан на рис. 30.8, б. Лента упаковочного материала с рулона 1 подается на направляющий валик 3, затем под механизм прижима 2 и после него под маркер 4, который наносит дату. С помощью регулируемых валков 5 упаковочный материал проходит между ножами 6, которые отрезают обертку определенной длины (I). Рычагами 7 и валками развертка подается на формующую матрицу 9 под пуансон 8.
Объемный дозатор 11 заполняет пачку (III) определенной порцией продукта, а механизм заделки 13 заворачивает пачку (IV). Механизм подпрессовки 15 придает пачке окончательную форму (V). Выталкиватель выталкивает пачку (VI) из гнезда операционного ротора 12, а съемник 17 доставляет пачку на механизм поворота 16, который укладывает пачку закрытой стороной вниз (VII). Пачка поступает на конвейер 14, с которого она вручную снимается и укладывается в тару.
Машины АРТ и М6-АР2Т поставляются налаженными для фасования творога по 250 г. Узлы и детали для фасования творога по 125 г поставляются по требованию заказчика отдельно.
Фасовочная машина АРД также выполнена с операционным ротором. Она предназначена для фасования сметаны (жирность 20, 25 и 30 %) в стаканчики из полимерных материалов порциями по 100, 150 и 250 г.
Машина (рис. 30.9, а) состоит из станины 3, операционного ротора 6, механизма 1 подачи стаканчиков, укладчика стаканов 7, дозатора 5 механизма закрывания 2, конвейера 8, пульта управления.
Станина с приводом служит основанием для установки всех механизмов машины. Она представляет собой корпус, опирающийся на четыре стойки 4. К одной из стоек крепится регулятор производительности, на котором установлен электродвигатель. На вал электродвигателя посажен вариатор.
Увеличение или уменьшение производительности осуществляется нажатием кнопок «Больше» или «Меньше». Производительность машины необходимо регулировать только при включенном электродвигателе привода. Для предохранения механизмов от перегрузок служит муфта.
На валу посажен шкив с полумуфтой, к которой через пружины прижата и входит с ней в зацепление вторая полумуфта, размещенная на шпонке. Эта полумуфта передает крутящий момент на шестерню, жестко посаженную на вал. Когда крутящий момент сопротивления на валу превышает расчетное значение, прикрепленная к шкиву полумуфта поворачивается относительно полумуфты, посаженной на шпонке, т. е. шкив вращается, а вал стоит.
Все механизмы машины смонтированы вокруг вращающегося операционного ротора с восемью парами гнезд. С помощью четырех стержней, опирающихся на опоры, можно регулировать высоту ротора, а также устанавливать его поверхность в горизонтальном положении по уровню.
Механизм подачи стаканчиков представляет собой две стенки, соединенные стяжкой, на которой жестко укреплен привод поршня, и осью, на которой свободно вращается рычаг упора. На стенке закреплен держатель стаканчиков. Механизм крепится на двух плоскостях корпуса. Рычаг упора служит опорой во время нанесения даты на дно стаканчика.

Рис. 30.9. Машина АРД для фасования сметаны: а – общий вид; б – технологическая схема

Рис. 30.9. (Продолжение)
Держатель стаканчиков предназначен для накопления стаканчиков и отделения их по одному от общей стопки. Держатель стаканчиков представляет собой корпус, над которым установлен отделитель стаканчиков, а вверху – кассета стаканчиков, состоящая из обоймы и двух направляющих, между которыми находится стопка стаканчиков. К направляющим прикреплены центрирующие втулки, соединенные пружиной. Для устойчивости положения корпус связан с направляющей, жестко соединенной с кронштейном и центрирующей втулкой.
Отделитель стаканчиков служит для отделения одного стаканчика от стопки. На направляющих свободно посажены ползуны, в которые запрессованы другие направляющие, на них в свою очередь посажены кронштейны. Кронштейны связаны между собой вилкой. В отверстие вилки ввинчена регулировочная гайка, в которую упирается клин стаканчиков, находящихся между направляющими кассеты стаканчиков. Нижние отсекатели крепятся к кронштейнам. Под действием толкателя переносчика стаканчиков вилка, преодолевая сопротивление пружин, движется вверх, клин раздвигает ползуны, тем самым, раздвигая отсекатели, а вакуум-захват, упираясь в дно стаканчика, на 2…3 мм поднимает стопку вверх. В этом положении вакуум-захват соединяется с вакуум-системой, эластичные края захвата деформируются, опускаясь вниз до упора в опору. При этом опускается вниз и стопка стаканчиков. Когда толкатель переносчика стаканчиков опускается, под действием силы пружины опускается и вилка. Под действием силы другой пружины вилка возвращается обратно, в это время ползуны и отсекатели входят между буртиками двух крайних стаканчиков. Верхний отсекатель образует опору для стопки стаканчиков, а нижний вместе с вакуум-захватом, продолжая двигаться вниз, отделяет стаканчик от общей стопки. Гайкой можно регулировать положение клина относительно ползунов.
Центрирующая втулка предназначена для дополнительного центрирования стаканчика во избежание удара его о края гнезда карусельного стола. На корпусе жестко установлена ось, на которой свободно посажен кронштейн с сегментами, конусная поверхность которых центрирует стаканчик. При протаскивании стаканчика вниз кронштейны, преодолевая силу сопротивления пружины, поворачиваются вокруг оси до тех пор, пока стаканчик не пройдет сегменты, после чего под действием силы пружины возвращаются обратно до упора.
Регулирование положения держателя стаканчиков относительно плоскости операционного ротора производится вращением ручки, жестко связанной с валиком.
Укладчик стаканчиков состоит из переносчика стаканчиков, маркера, выключателей вакуумных, съемника стаканчиков.
На операционном роторе выполняются все технологические операции. Ротор имеет гнезда, равномерно расположенные по двум концентрическим окружностям. Каждая технологическая операция выполняется одновременно в двух гнездах ротора. Он свободно посажен на колонну, верхняя часть которой опирается на упорный подшипник, а нижняя часть вращается в опорах крышки, прикрепленной на плоскости корпуса. На нижнем конце колонны хомутом закреплен диск с восемью роликами, каждый их которых входит в паз пространственного кулачка, обеспечивающего поворот кулачка на 45°. Перенос отделенных от общей стопки стаканчиков осуществляется переносчиком стаканчиков. На корпусе станины крепятся стойки с насажденными на конце их вакуум-захватами, которые и переносят отделенные от общей стопки стаканчики на гнезда ротора.
На оси, запрессованной в корпус, установлен держатель с прикрепленным к нему толкателем, который служит приводом для отделителя стаканчиков. Сам переносчик стаканчиков движется по двум направляющим, получая движение от кулачка через рычаг, присоединенный к серьге.
Маркер представляет собой трубу, на которой свободно сидит кронштейн. В отверстие кронштейна вставлены оси. К торцу оси прикреплена втулка, в паз которой вставлены цифры. На втулку надет и прижат к ней через пружину колпак.
Маркер движется по двум направляющим, запрессованным в крышке. В конце движения вверх цифры достигают дна стаканчика, прижимают его к резиновой подушке опоры и наносят дату.
По направляющим, запрессованным в отверстие крышки, движется ползун с прикрепленным к нему держателем, в отверстие которого вставлены оси. При движении ползуна вверх пластинка, прикрепленная к торцу оси, упирается в дно стаканчика и выталкивает его из гнезда ротора.
Съемник стаканчиков представляет собой корпус, установленный на кронштейне, в отверстии которого возвратно-поступательно движется рейка, входящая в зацепление с шестерней. Шестерня жестко установлена на валик. К другому концу валика прикреплена пластинка с секторами, которая при вращении валика упирается в упакованные стаканчики, переносит их на конвейер.
Выключатели вакуумные предназначены для остановки машины при отсутствии крышки или стаканчика на вакуум-захватах. На основании, соединенном винтами крышкой, установлен микропереключатель, кнопки которого находятся в контакте с заклепкой мембраны, удерживаемой в стабильном положении пружиной. Полость корпуса, закрытая мембраной, соединена с вакуумом через отверстие. При падении вакуума (нет крышки или стаканчика) возрастает сила, действующая на низ мембраны. Мембрана, давя на кнопку микропереключателя, дает сигнал в цепь выключения электродвигателя привода машины.
Объемное дозирование и наполнение продуктом стаканчиков обеспечиваются дозатором поршневого типа. Продукт подается в отверстие дозатора через трубу, фланец которой крепится к пластине. По желанию заказчика машина может поставляться с бункером, состоящим из основания и прикрепленного к нему верхнего бункера. Основание бункера крепится к пластине дозатора так, чтобы выходное отверстие его совпало с отверстием в дозаторе.
Привод поршня дозатора передает движение на шток поршня через рычаг. Верхний конец рычага выполнен в виде вилки, паз которой служит направляющей для ползуна. На цилиндрические выступы ползуна надеты две планки, упирающиеся своими торцами в поперечную планку. К поперечной планке крепится болт, с помощью которого можно регулировать зазор между этой планкой и планками на ползуне. Вращением валика, жестко связанного с ползуном, регулируется ход поршня, а значит, и доза фасуемого продукта.
Механизм закрывания состоит из механизма подачи крышек, на котором установлен держатель крышек, и механизма подачи клея, на котором расположен держатель этикеток. С помощью механизма закрывания надеваются крышки на стаканчики с продуктом; наносится клей наверх крышки; подается и накладывается этикетка на крышку.
В отверстие корпуса механизма подачи крышек свободно вставлены валик и рейка. Рейка входит в зацепление с шестерней, жестко посаженной на валик. На конце валика с шестерней жестко установлен держатель, в отверстия которого вставлены головки с вакуум-захватами и прижимами. На ось свободно насажены и упираются в его торцы втулки, которые прижимают к упору пружины. Свободно посаженная на валик втулка вставлена в паз держателя, жестко установленного на рейке.
Держатель крышек состоит из кронштейна с обоймой, в отверстиях которой равномерно по окружности установлены направляющие с отсекателями, служащими опорами для стопки крышек. В пазу кронштейна установлена колодка с ввинченным в него винтом, укрепленным в кронштейне с возможностью вращательного движения. Колодка и кронштейн прикреплены к корпусу механизма крышек.
Конструкция и принцип действия механизма подачи крышек и механизма подачи этикеток аналогичны.
Этикетка загружается предварительно в стопку между направляющими, укрепленными в обойме, и удерживается на отсекателях. Обойма крепится к кронштейну.
В отверстиях корпуса механизма подачи клея свободно вращается колонна с жестко установленной на ней шестерней. На колонны жестко укреплен кронштейн, в паз которого входит направляющая, жестко укрепленная в диске. Диск с прикрепленной к нему пластинкой, на которой крепятся пластинки с пальцами, прижат с помощью пружины к торцевой поверхности упора, ввинченного в кронштейн. Таким образом, диск соединен с колонной с возможностью осевого перемещения. Осевое движение диск получает от пальцев механизма подачи крышек и этикеток, которые упираются в угольники, прикрепленные к кронштейну, свободно посаженному на валик.
Колонна с диском поворачивается на 180°, после чего диск, преодолевая сопротивление пружины, движется вниз, пальцы проходят сквозь отверстия в резиновой прокладке клеевой ванны и торцы их покрываются клеем, а пальцы одновременно наносят клей на дно крышки.
Ванна клеевая представляет собой коробку, закрытую сверху крышкой с резиновой прокладкой. Ко дну коробки прикреплена колодка, установленная на угольнике, который прикреплен к кронштейну механизма подачи клея.
Конвейер представляет собой горизонтально расположенную раму из двух боковин, опирающуюся через кронштейны на основание, которое крепится на верхней площадке стойки привода. Ведущий ролик вращается на оси, установленной в кронштейне. На оси жестко установлены шестерня и свободно – рычаг, на другом конце которого на оси свободно вращается блок из шестерни и звездочки, приводимой через цепь. Ролик натяжной закреплен на оси, имеющей возможность вращения в пазах боковин.
Пульт управления крепится снизу к боковинам. На пульте имеются три кнопочных моста управления с кнопками и переключатели, с помощью которых управляют работой машины и вакуум-насоса. Две кнопки предназначены для привода машины и вакуум-насоса, регулирования производительности машины, выключения дозатора, отключения блокировок машины. Имеется также кнопка для аварийного выключения машины. Для контроля вакуума в ресивере служит вакуумметр.
Технологический процесс фасования продукта в машине АРД показан на рис. 30.9, б. Отделитель стаканчиков 12 отделяет стаканчик от общей стопки в кассете стаканчиков 13, а переносчик стаканчиков 11 вакуум-захватом опускает его вниз и устанавливает в гнездо операционного ротора 6. Упор 14 опускается вниз на дно стаканчика, а маркер 10, поднимаясь вверх, наносит дату на наружную сторону дна стаканчика.
Дозатор 1 выдает заданную порцию продукта. Вакуум-захват механизма подачи крышек 3 отделяет крышку от общей стопки в кассете крышек 2 и, повернувшись на 180°, надевает ее на верхний борт стаканчика, образующий вместе с бортом крышки замок. Механизм подачи клея 4 клеевой лапкой наносит клей на крышку стаканчика в трех точках. Вакуум-захват механизма подачи этикеток 5 отделяет этикетку от общей стопки в кассете этикеток и, повернувшись на 180°, накладывает ее на поверхность крышки. Стаканчики с продуктом выталкивателем 7 поднимаются вверх и съемником стаканчиков 9 подаются на конвейер 8, который отводит их от машины.
Фасовочная машина КДН также относится к машинам с операционным ротором. Она предназначена для фасования полуфабрикатов плодовых консервов (зеленый горошек, овощи и фрукты) в цилиндрические стеклянные и жестяные консервные банки.
Машина (рис. 30.10) состоит из следующих основных частей: станины 1, механизма загрузки банок 2, продуктового бункера 3, бака заливки 4, дозировочной карусели 11, операционного ротора 20 и привода 5.
Станина 1 имеет четыре опоры 6, регулируемые по высоте.
Механизм загрузки 2 служит для приема и ориентирования банок из неорганизованного потока. Механизм 2 состоит из конвейера, шнека и редуктора. Вдоль ленты конвейера расположены направляющие, регулируемые по высоте и диаметру банок. С противоположной заходу шнека стороны расположена подпружиненная направляющая. В состав механизма 2 входит приемная звездочка, при помощи которой банки загружаются в гнезда операционного ротора.
Продуктовый бункер 3 служит для размещения в нем фасуемого продукта и подачи его в дозирующие стаканы 18. В нижней части бункер имеет вырез для выхода продукта. Бункер посредством двух втулок навешен на оси механизма подъема 7. В нижней части бункер имеет держатель с роликом, который посредством пружины прижимается к кулачку 13. Бункер имеет окно для наблюдения за уровнем продукта.
Бункер 3 снабжен механизмом подъема 7, установленным на траверсе 10, которая в свою очередь крепится на колоннах 9, установленных на станине 1. Перемещение оси механизма подъема 7 с закрепленным на ней бункером вверх или вниз осуществляется маховичком посредством винта и гайки. Шпонка в механизме подъема предотвращает поворот оси 12. Фиксация положения оси обеспечивается рукояткой 8.
Бак заливки 4 представляет собой корпус с крышкой, внутри которого находится поплавок, перемещающийся по трубе. В нижней части поплавка имеется планка с резиновым кольцом, служащим для запирания трубы в верхнем положении поплавка. В нижней части корпуса бака имеется вентиль для выпуска из бака заливки после окончания работы. В верхнюю часть корпуса вмонтирована труба для предупреждения перелива.
На баке 4 закреплен клапан 16, который служит для автоматического включения и выключения подачи заливки в банку. Клапан состоит из системы рычагов, обеспечивающих с помощью пружины запирание резиновым кольцом отверстия для подачи продукта в загрузочную воронку 17, и электромагнита. Запирание отверстия подачи продукта в бункер заливки осуществляется при отсутствии подпора банок на входе в машину или при отсутствии заданного уровня заливки в баке. При наличии подпора банок и заданного уровня заливки в баке срабатывает бесконтактный выключатель механизма блокировки. Последний передает команду электромагниту, который и открывает клапан.
Дозировочная карусель 11 и операционный ротор 20 смонтированы на приводном валу 21, который обеспечивает их совместное вращение. Наряду с этим карусель 11 закреплена на винтовой гильзе 14, выполненной с возможностью перемещения вдоль оси приводного вала 21.

Рис. 30.10. Машины КДН для фасования полуфабрикатов плодовых консервов

Рис. 30.10. (Продолжение)
На карусели 11 установлены шестнадцать дозирующих стаканов 18, а также закреплен кулачок 13, обеспечивающий колебательное движение бункера 3. На корпусе гильзы 14 установлена загрузочная воронка 17 с заливкой. В нижней части воронка имеет антифрикционную накладку с пазом, через который заливка поступает в дозирующие стаканы и находящиеся под ними банки. Поворот винта 15 обеспечивается перемещением гильзы 14 по вертикали и изменением объема дозирующих стаканов.
Операционный ротор 20 имеет гнезда для банок и обеспечивает транспортирование банок по столу-копиру в процессе наполнения их продуктом и заливкой. Снизу операционного ротора закреплены подпружиненные заслонки 19, которые имеют хвостовики. Посредством хвостовиков осуществляется поворот заслонок и, следовательно, открывание и закрывание дозирующих стаканов 18.
На верхней плоскости станины установлен привод 5, в который входят червячный редуктор, вариатор с реечным механизмом управления, фланцевый электродвигатель. Ведущий шкив вариатора закреплен на валу электродвигателя, а ведомый – на червячном валу редуктора. На свободном валу электродвигателя имеется штурвал ручного поворота. Составной частью привода является вал с разгрузочной звездочкой. Она передает наполненные банки на отводящий конвейер для перемещения их к приемному конвейеру закаточной машины.
Фасовочная машина имеет следующие рабочие блокировки:
– при отсутствии на входе в машину подпора банок машина останавливается и подача заливки в банку прекращается;
– при отсутствии банки наполнение продуктом не осуществляется;
– при отсутствии должного уровня заливки в баке машина останавливается и подача заливки в банку прекращается.
Технологический процесс фасования полуфабрикатов в машине КДН заключается в следующем. По конвейеру банки поступают к шнеку механизма загрузки. Шнек делит их по шагу и выдает на приемную звездочку, которая транспортирует их и устанавливает в гнезда операционного ротора 20. Ротор перемещает банки по столу-копиру. Продукт подается в бункер 3 и заполняет проходящие под ним дозирующие стаканы 18. В это время выход из дозирующих стаканов закрыт заслонками 19. Для лучшего заполнения дозирующих стаканов бункер 3 встряхивается. При дальнейшем движении по столу-копиру банки поднимаются к заслонкам. Заслонки рычагов блокировки отводятся, открывая дозаторы, и продукт из дозаторов высыпается в банки. Далее банки при своем движении попадают в зону наполнения их заливкой. Заливка поступает по трубопроводу в бак 4. Количество поступающей заливки в банку регулируется вентилем в зависимости от производительности машины и величины дозы. Из бака 4 заливка через клапан 16 поступает в воронку 17. Из нее заливка через открытые дозаторы поступает в банку. При дальнейшем движении банки разгрузочной звездочкой перемещаются на отводящий конвейер и затем на закаточную машину. После этого ролик поворачивает заслонку и закрывает ею выход дозатора.
Фасовочная машина ФНА имеет операционный ротор, выполненный в виде звездочки. Она предназначена для фасования в металлические банки мяса, жира и соли с перцем при изготовлении консервов «Мясо тушеное».
Машина (рис. 30.11) состоит из наполнителя, шнекового питателя, рамы и электрооборудования.
Наполнитель машины включает станину 9, дозатор жира 15, дозатор соли 18, операционный ротор 17, дозировочную карусель 14, устройство копирное 7, механизм разгрузки 13, приводной вал 5, механизм блокировки 8 и привод 10.
Станина 9 состоит из рамы и установленной на ней несущей плиты, на которой монтируется дозировочная карусель с копирным устройством, дозаторы жира и соли, операционный ротор, механизм разгрузки, направляющие для банок.
Дозатор жира 15 состоит из звездочки приемной 16, карусели с приемником для жира, подвижного и неподвижного копиров для выдачи доз. Звездочка приемная служит для подачи банок под дозирующие цилиндры карусели. К нижней части каждого цилиндра прикреплены краны выдачи доз, открытие и закрытие которых осуществляется с помощью роликов, расположенных на механизме блокировки и неподвижном копире дозатора жира.
Для поддержания постоянного уровня жира на карусели дозатора установлен поплавок. Положение подвижного копира относительно роликов штоков может меняться, чем достигается изменение дозы жира.
Дозатор соли 18 состоит из загрузочного бункера с мешалкой-рыхлителем, диска с мерными стаканами, промежуточного и неподвижного дисков. Промежуточный диск имеет отверстия, в которые входят и свободно перемещаются мерные стаканы. Постоянное прижатие промежуточного диска к неподвижному диску осуществляется пружиной, установленной между ними.
Положение неподвижного и промежуточного дисков относительно диска с мерными стаканами может изменяться, чем достигается изменение дозы соли.
В загрузочном бункере имеется окно, через которое соль поступает в мерные стаканы. Выдача соли производится через окно в неподвижном диске. Дозатор соли оснащен сменным диском с увеличенными мерными стаканами.
Операционный ротор 17 служит для передачи банок от дозатора жира к дозатору соли и дальше к дозировочной карусели и состоит из вертикального вала, вращающегося на двух подшипниках, и диска с гнездами. Для работы машины с банками, имеющими наружный диаметр 99 и 73 мм, в оснастку входят два сменных диска с гнездами, соответствующими этим диаметрам банки.

Рис. 30.11. Машина ФНА для фасования полуфабрикатов мясных консервов
Дозировочная карусель 14 предназначена для дозирования мяса в банки. Она имеет вертикальные цилиндры, в которых размещены быстросъемные мерные стаканы. В цилиндрах перемещаются поршни со штоками. Каждый цилиндр закрыт сверху крышкой, которая крепится к торцу башни винтами. Шток поршня имеет канавку для выхода воздуха.
Устройство копирное 7 предназначено для регулирования количества мяса, поступающего в цилиндры дозировочной карусели, выдачи отмеренной дозы мяса в банки и подпрессовки его.
Устройство представляет собой крестовину, установленную на трех направляющих стойках. К крестовине крепится копир и регулятор дозы. Переналадка копирного устройства на любой вид банки осуществляется путем изменения количества шайб, установленных на трех направляющих стойках. К крестовине крепится копир и регулятор дозы. Переналадка копирного устройства на любой вид банки осуществляется путем изменения количества шайб, установленных на трех направляющих стойках, т. е. подъемом или опусканием крестовины вместе с копиром и регулятором дозы. Регулирование дозы осуществляется с помощью винта и гайки. Величина перемещения при регулировании фиксируется стрелкой на шкале регулятора. На одной из стоек копирного устройства крепится кронштейн с промежуточной площадкой, которая поддерживает мясо, находящееся в цилиндрах дозировочной карусели на пути от насадки шнекового питателя к банке.
Звездочка разгрузочная 13 служит для выдачи наполненных банок на цеховой конвейер готовой продукции.
Приводной вал 5 дозировочной карусели состоит из диска с двенадцатью радиальными пазами, в которых перемещаются ползуны с роликами и поводками для банок, вала, вращающегося в подшипниках, и копира. При вращении вала ролики обкатываются по неподвижному копиру, тянут поводки, которые и транспортируют банки. Для переналадки машины на другой размер банки к машине придаются сменные поводки, а для подъема и опускания дозировочной карусели на необходимую высоту на валу установлены съемные шайбы.
Механизм блокировки 8 предназначен для отключения дозатора жира и последующей остановки машины при отсутствии банки в гнезде звездочки дозатора жира. При наличии банки в гнезде звездочки дозатора жира рычаг крана дозатора отклоняется роликом механизма блокировки и производится выдача продукта в банку. При отсутствии банки кран дозатора жира остается закрытым.
Привод 10 наполнителя состоит из электродвигателя, фрикционного вариатора и червячного редуктора.
Шнековый питатель включает раму 3 с регулируемыми стойками 2, бункер 6, вал вертикальный 12, вал шнека 4 и привод 11.
Бункер 6 представляет собой конус, который на конце меньшего диаметра имеет фланец для крепления к корпусу вала шнека. В бункере установлен ворошитель, вращение к которому передается от привода питателя.
Валы вертикальный 12 и шнека 4 предназначены для передачи вращения от выходного вала редуктора к шнеку питателя. Для передачи вращения на валах закреплены конические шестерни.
Механизм подъема 2 служит для подъема и опускания шнекового питателя при переналадке машины, а также при ее санитарной обработке. Механизм подъема имеет четыре опоры. Каждая из опор имеет катки с насаженными на них звездочками. Все звездочки соединяются с одной цепью и приводятся во вращение маховичком.
Привод 11 шнекового питателя состоит из электродвигателя, фрикционного вариатора и червячного редуктора.
Наполнитель и шнековый питатель монтируются на раме 1. Рама имеет рельсы для перемещения шнекового питателя, установленного на катках.
Технологический процесс фасования полуфабрикатов в машине ФНА заключается в следующем.
Пустые банки с цехового конвейера захватываются загрузочной звездочкой дозатора жира. Жир по трубопроводу подается в приемный бак вместимостью 15 кг. При вращении дозировочной карусели поршни в цилиндрах перемещаются вверх и засасывают жир из бака, а при перемещении вниз через выходное отверстие выдавливают его в банку. Температура поступающего жира не ниже 60 °С. После наполнения жиром (доза 0,07 кг) банки операционным ротором подаются под дозатор соли. Мерные стаканы вращающегося диска заполняются солью через окно бункера вместимостью 3 кг. Излишки соли срезаются ножом. При дальнейшем вращении в момент совпадения мерного стакана с выгрузочным окном неподвижного диска происходит выдача отмеренной дозы (0,0025…0,01 кг) в банки. Для предотвращения образования свода соли в бункере служит мешалка-рыхлитель.
Наполненные солью, специями и жиром банки операционным ротором подаются под мерные стаканы дозировочной карусели для наполнения мясом. Куски мяса (50…120 г) загружаются в бункер питателя вместимостью 150 кг и шнеком нагнетаются в мерные стаканы. Под давлением мяса поршень в стакане поднимается вверх. Верхнее крайнее положение поршня определяет дозу мяса (1 кг). Порции мяса отрезаются плавающим сферическим ножом. выдача дозы осуществляется при движении поршней вниз под действием наклонного участка копира на ролик штока. После подпрессовки мяса банки разгрузочной звездочкой передаются на цеховой конвейер.
В табл. 30.2 представлена техническая характеристика машин с операционным ротором для фасования пастообразных продуктов.
Машина АРУ предназначена для фасования плавленого сыра в коробочки из алюминиевой фольги. В машине АР-1М фасуют мясной фарш в виде брикетов, упакованных в пергамент. Аналогичную конструкцию имеет машина АРМ для фасования сливочного масла.
Таблица 30.2. Техническая характеристика машин с операционным ротором с дискретным
движением для фасования пастообразных продуктов
| Показатель | АРТ | АРУ | АРД |
| Производительность пачек, шт/мин | 40…72 | 40…65 | 65 |
| Масса дозы, кг | 0,25 | 0,10 | 0,25 |
| Габаритные размеры пачки, мм | 100´75´37 | 71´52´26 | 90´70´70 |
| Установленная мощность, кВт | 1,5 | 2,2 | 2,6 |
| Габаритные размеры машины, мм | 2920´1470´1560 | 2740´1510´1630 | 2850´1035´1720 |
| Масса, кг | 1350 | 1420 | 880 |
| Показатель | АР-1М | КДН-16 | ФНА |
| Производительность пачек, шт/мин | 40…72 | До 250 До 150 | 78…100 |
| Масса дозы, кг | 0,25 | 0,5…1,0 | До 1,0 |
| Габаритные размеры пачки, мм | 100´75´34 | – | – |
| Установленная мощность, кВт | 2,2 | 1,5 | 5,2 |
| Габаритные размеры машины, мм | 2920´2490´1540 | 2340´1990´2175 | 2708´1335´1663 |
| Масса, кг | 1490 | 1900 | 2160 |
Фасовочная машина ВРА-6А выполнена с операционным ротором, совершающим непрерывное движение. Она предназначена для фасования вина, водки и других негазированных напитков в стеклянные бутылки. Машина обеспечивает заполнение бутылок по объему.
Фасовочная машина (рис. 30.12, а) состоит из станины 1, операционного ротора, карусели 4 с дозировочными устройствами, стола-конвейера 2 с загрузочной 5 и выгрузочной 6 звездочками.
Машина (рис. 30.12, б) имеет резервуар 1, уровень жидкости в котором поддерживается поплавковым устройством 2. С внешней стороны резервуара расположен указатель уровня, а в дне имеется спускной кран.
Поплавковое устройство смонтировано в крышке резервуара. Оно состоит из трубы, через которую жидкость подводится к машине, и поплавка с клапаном, прекращающим доступ продукта в резервуар в случае его переполнения. При помощи специальной гайки, расположенной с внешней стороны крышки, можно регулировать положение поплавка в резервуаре. Под резервуаром 1 установлен полый коллектор 4, сообщающийся с ним через кран 3. В отверстия на дне коллектора вставлены наполнительные клапаны дозировочных устройств 13. Резервуар вместе с поплавковым и дозировочными устройствами закреплен на телескопической стойке 12. Положение резервуара по высоте регулируется.
Нижняя труба телескопической стойки закреплена на операционном роторе 9, в котором соосно с дозировочными устройствами 13 смонтированы подъемные столики 10, на которые устанавливаются бутылки 11. Вертикальное перемещение столиков 10 обеспечивают закрепленные на них ролики, которые в процессе вращения стола обкатываются по верхнему 5 и нижнему 8 копирам. Ротор 9 закреплен на главном валу, при помощи которого также вращается карусель. Вращение валу передается от электродвигателя 6 через клиноременный вариатор, червячный редуктор 7 и зубчатую передачу.
Технологический процесс фасования жидких продуктов на машине ВРА-6А состоит в следующем. Вымытые бутылки, пройдя визуальный контроль (удаляются бутылки с трещинами, сколами горла и другими дефектами), конвейером подаются к фасовочной машине. Они воздействуют на кнопку пуска, включают привод машины. Делительная звездочка передает бутылки на загрузочную звездочку. затем бутылки столиком поднимаются вверх под центрирующие розетки дозировочных устройств, где уплотняется горлышко и открывается клапан для слива жидкости.
Жидкость дозируется в бутылки по объему, ограниченному вытеснителем в мерном стакане дозировочного устройства. Истечение жидкости происходит самотеком по стенкам бутылки (шатровый налив), а воздух удаляется в резервуар через центральную трубу. Заполненная бутылка опускается, снимается разгрузочной звездочкой на конвейер для подачи в укупорочную машину.

Рис. 30.12. Машина ВРА-6А для фасования негазированных жидкостей: а – общий вид; б – разрез

Рис. 30.12. (Продолжение)
Фасовочно-упаковочная машина ВРД-12В выполнена роторами, имеющими непрерывное движение. Она предназначена для изобарического фасования газированных напитков: минеральных вод, безалкогольных напитков и пива в стеклянные бутылки с последующим укупориванием бутылок кронен-пробкой. Машина обеспечивает заполнение бутылок по уровню без точной дозировки по объему. Для сохранения диоксида углерода напитки разливают под избыточным давлением.
Машина (рис. 30.13, а) состоит из фасовочной 2 и упаковочной 8 частей, смонтированных на общей станине 1.
Фасовочная часть машины состоит из верхнего дозировочного ротора и операционного ротора. На верхнем роторе смонтирован расходный резервуар 13, соединенный с дозировочными устройствами 6, под которыми соосно размещены подъемные столики, закрепленные на операционном роторе. На этом столике при помощи шнека-делителя 18 и загрузочной звездочки 17 устанавливаются бутылки.
Упаковочная часть машины имеет верхний укупорочный ротор 8 с укупорочными патронами 9 и операционный ротор для перемещения бутылок при их укупоривании.
Машина снабжена распределительным устройством продукта 3 с трубопроводом 4, бункером кронен-пробок 7, пультом управления 10 и приводом 12.
Технологический процесс фасования продукта и укупоривания бутылок заключается в следующем. Бутылки, поступающие после мойки, по конвейеру шнеком–делителем 18 подаются к загрузочной звездочке 17, захватываются ее зубьями и выставляются на подъемные столики операционного ротора под дозировочные устройства. В крайнем верхнем положении бутылки входят в контакт с уплотнительными центрирующими колокольчиками дозировочного устройства, образуя герметичную систему наполнитель – бутылка, срабатывает цилиндр блокировки 6 наличия бутылок, штоком поворачивает кулачок 5 управления дозировочного устройства, открывается газовый клапан, и газовая смесь, находящаяся под давлением в расходном резервуаре 13 над поверхностью жидкости, через газовую трубку устремляется в бутылку. Давления в ней и газовом пространстве резервуара выравниваются, после чего автоматически открывается жидкостный клапан дозировочного устройства, и через кольцевой зазор между горлышком бутылки и резиновым конусом газовой трубки напиток начинает поступать в бутылку.
Во время заполнения бутылки напитком смесь воздуха и диоксида углерода вытесняется по газовой трубке обратно в газовое пространство расходного резервуара. Когда уровень жидкости достигает отверстия в нижнем конце газовой трубки, подача жидкости прекращается. Наполненная бутылка доходит до направляющей сброса давления, происходят принудительное закрытие газового и жидкостного клапанов дозировочного устройства, а также сброс газа из бутылки в атмосферу, давление уменьшается. При дальнейшем вращении ротора под действием копира подъемные столики опускаются, бутылка выходит от соприкосновения с центрирующей розеткой дозирующего устройства и с помощью промежуточной звездочки 16 снимается с операционного ротора фасовочной части и передается на операционный ротор укупорочной части. Она оснащена автоматическим устройством, способным отбраковывать дефектные бутылки (со сколами, трещинами и т.п.), не обеспечивающие выравнивания давления газа до канала заполнения.

Рис. 30.13. Машина ВРД-12В для фасования газированных жидкостей: а – общий вид; б – технологическая схема

Рис. 30.13. (Продолжение)
Машина оборудована электромеханическими блокирующими устройствами, обеспечивающими останов машины в случаях скопления бутылок, падения их, заклинивания и т.п.
На рис. 30.13, б показана схема последовательности операций при фасовании напитков в бутылки.
Исходное положение I – бутылка поднята под наполнительный кран дозировочного устройства, все клапаны его закрыты.
Положение II – выравниваются давления в бутылке и газовом пространстве расходного резервуара. Кулачок управления в этот момент повернут в положение, соответствующее открытию газового клапана. Жидкостный и газовый клапаны закрыты.
Положение III – произошел разрыв бутылки, кулачок управления в нейтральном положении. Газовый и жидкостный клапаны закрыты из-за наличия давления в резервуаре, дроссельный клапан закрыт.
Положение IV – бутылка наполняется жидкостью. Газовый и жидкостный клапаны открыты и удерживаются в открытом положении пружинами, дроссельный клапан закрыт.
Положение V – наполнение бутылки заканчивается. Газовый клапан в бутылке перекрыт жидкостью. Дроссельный клапан закрыт.
Положение VI – сброс давления из бутылки, кулачок управления повернут в положение закрытия газового и жидкостных клапанов. Дроссельный клапан закрыт. Газовый и жидкостный клапаны закрыты.
Положение VII – продувается газовая трубка. Бутылка выведена из-под дозировочного устройства. На незначительное время открывается газовый клапан. Жидкостный и дроссельный клапаны закрыты.
Привод машины состоит из электродвигателя, бесступенчатого вариатора с клиноременной передачей, электромуфты и редуктора.
В табл. 30.3 представлена техническая характеристика машин с операционным ротором для фасования жидких продуктов.
Машина ЛПМ2-610В.2 предназначена для фасования и укупоривания негазированных жидкостей (вина, водки, осветленных соков и других не пенящихся жидкостей) в цилиндрические бутылки и укупоривания их алюминиевым колпачком.
Машина ЛПМ3 предназначена для фасования по объему вязких жидкостей (растительное масло, соусы, сиропы, соки неосветленные с мякотью, сливки и т.п.) в ПЭТ-бутылки. Возможно использование этой машины для фасования вина, коньяка и других ликероводочных напитков в стеклянные бутылки.
Фасовочная машина ОРД относится к машинам с операционным конвейером, совершающим дискретное движение. Она предназначена для изготовления тары в виде прямоугольных коробок из полимерного материала (поливинилхлорид П-74 или ударопрочный полистирол) и фасования майонеза или сметаны порциями по 200 г с последующим запечатыванием коробок сверху алюминиевой фольгой или бумагой, ламинированной термосваривающимся слоем.
Таблица 30.3. Техническая характеристика машин с операционным ротором
с непрерывным движением для фасования жидких продуктов
| Показатель | ВРА-6А | ЛПМ2-610В.2 | ВДР-12В | ЛПМ3 |
| Производительность, шт/ч | 6000 | 7200 | 12 000 | 1000…3000 |
| Число фасовочных устройств | 28 | 24 | 60 | 16 |
| Вместимость бутылки, л | 0,5 или 0,7 | 0,2…1,0 | 0,5 | До 1,5 |
| Номинальный напор жидкости, подаваемой в резервуар, МПа | 0,003…0,005 | 0,003…0,005 | 0,25…0,45 | 0,003…0,005 |
| Установленная мощность, кВт | 3,7 | 3,9 | 5,3 | 1,1 |
| Габаритные размеры, мм | 1620´1910´ ´2500 | |||
| Масса, кг | 2000 | 3000 | 9200 | 2000 |
Машина (рис. 30.14, а) состоит из станины 9, механизма 6 формования коробок, механизма 4 запечатывания фольги, механизма 7 протягивания пленки для изготовления коробок, штампа 2 вырубки готовых коробок, дозатора 5. Пленка для формования коробок закреплена на рулонодержателе 8, фольга для запечатывания коробок – на рулонодержателе 3, а отходы упаковочного материала наматываются на барабан 1.
В машине применен дозатор поршневого типа. Продукт подается в камеру дозатора по трубопроводу или прямо из бункера. Дозирующие поршни, связанные со штоком пневмоцилиндра, поднимаются вверх. При этом полость за упругой резиновой мембраной, свободная от продукта, через дроссель соединяется с атмосферой, и мембрана под действием силы упругости занимает первоначальное (нерастянутое) положение, открывая доступ продукту к отверстиям, соединяющим камеру с продуктом с нижней полостью гильзы, а резиновые клапаны под действием воздуха растягиваются и закрывают доступ продукту к дозирующим соплам.

Продукт (сметана или майонез) под действием атмосферного давления и давления, создаваемого в камере собственной силой тяжести (в бункере) или нагнетающим насосом (в подводящей трубе), поступает в разреженное пространство под поршнем. Таким образом, создается очередная доза продукта. Затем дозирующие поршни начинают перемещаться вниз. Резиновые клапаны под действием силы упругости и силы тяжести перекрытого ими продукта занимают первоначальное (нерастянутое) положение, открывая доступ продукту к дозирующим соплам, а мембрана растягивается и перекрывает отверстия, соединяющие камеру с гильзой, препятствуя выходу продукта в камеру. Происходит дозирование продукта (объемное). Затем операции повторяются. Плавность хода поршней, а значит, и равномерность дозирования обеспечивается дросселями, регулирующими расход воздуха, подаваемого к пневмоцилиндру перемещения поршней. Масса дозы продукта регулируется ходом поршней с помощью регулировочного винта.

Рис. 30.14. (Продолжение)
Технологический процесс работы машины (рис. 30.14, б) можно разделить на две части. Первая часть, когда формовочный пресс 12, штамп запечатывания 15, вырубной штамп 18 и тормоз пленки 22 зажаты. В это время происходит выстой упаковочной пленки 8 и нагрев ее в нагревателях 11 (I). Коробки формуются в формовочном прессе 12 (II, III), заполняются продуктом с помощью дозатора 13 (IV), закрываются запечатывающим материалом 2 и термосвариваются с материалом коробок в штампе 15 (V).
Готовые упаковки вырубаются в вырубном штампе 18 (VI). Образовавшиеся при этом отходы 17 наматываются на барабан 16. Отвод (сбрасывание) готовых упаковок от автомата осуществляется с помощью подвижного стола 19.
Вторая часть, когда все штампы открыты, а тормоз пленки опущен. В это время происходит протягивание упаковочной пленки 8, запечатывающего материала 2 и отходов 17, а также отформованных и заполненных коробок.
при помощи подающего 6 и прижимного 5 роликов упаковочная пленка 8 по направляющим роликам 10 разматывается из рулона 7. Пленка, пройдя через протяжной ролик 9, образует петлю А, компенсирующую расход упаковочной пленки при протягивании ее на один шаг (236 мм).
Запечатывающий материала 2 посредством подающего ролика-рулонодержателя по направляющим роликам 3 и 14 разматывается из рулона 1 и с помощью натяжного ролика 4 образует петлю Б, компенсирующую расход запечатывающего материала при протягивании его (вместе с упаковочной пленкой) на один шаг.
Отходами 17 являются остатки упаковочной пленки в виде непрерывной ленты и термосваренного с ней запечатывающего материала с отверстиями, которые получаются после вырубки штампом 18 готовых упаковок и равны размерам упаковки в плане. Отходы зажимами 23 протягиваются на один шаг и через опущенный тормоз 22 по направляющим роликам 20 подаются на барабан 16 отходов. Натяжной ролик 21 образует при этом петлю В, компенсирующую расход отходов при протягивании их на один шаг, а барабан отходов натягивает их. При протягивании отходов на один шаг из петли А выбирается запас упаковочной пленки, которая поступает под формовочный пресс и т.д. Одновременно из петли Б выбирается запечатывающий материал, который поступает в штамп запечатывания 15.
В табл. 30.4 представлена техническая характеристика фасовочных машин с операционным конвейером.
Машина ОРВ предназначена для фасования творога в коробки из полимерных материалов, а машина ФУГ – для фасования в пакеты из полимерной пленки порционных и мелкокусковых мясных полуфабрикатов.
Таблица 30.4. Техническая характеристика фасовочных машин с операционным
конвейером с дискретным движением
| Показатель | ОРД | ОРВ | ФУГ | УФАС-1200 |
| Производительность, шт/мин | 42 | 36 или 72 | До 40 | До 20 |
| Масса дозы, г | 200 | 500 или 250 | 200…250 | 0,5…1,0 |
| Габаритные размеры тары, мм | 110´90´36 | 170´110´43 110´90´43 | 162´95´38 | 70´70´100 70´70´195 |
| Установленная мощность, кВт | 6,5 | 6,5 | 7,53 | 4,8 |
| Габаритные размеры, мм | 3750´1000´1965 | 3750´1800´2745 | 3090´1125´1425 | 2700´1300´1900 |
| Масса, кг | 2330 | 2637 | 1430 | 600 |

Рис. 30.15. Машина АР13Ж для фасования молока: а – общий вид; б – технологическая схема
Машина УФАС-1200 предназначена для фасования молока, кефира, сметаны, простокваши, йогуртов и др. в ламинированные, в том числе фольгованные, картонные пакеты «PURE-PAK» или «TETRA-REX» вместимостью 0,5 или 1,0 л.
Фасовочная машина АР13Ж относится к машинам с вертикальным пакетообразователем. Она предназначена для фасования молока и других жидких продуктов в полиэтиленовые пакеты.
Машина (рис. 30.15, а) состоит из поплавковой камеры 1 для приема молока; поршневого дозатора 2; устройства 3 для ввода доз продукта в заготовки пакетов; маркера 4; устройства 5 для бактерицидной обработки полиэтиленовой пленки; пакетообразователя 6; устройства 7 для образования продольного шва на рукаве из полиэтиленовой пленки; механизма 8 непрерывного протягивания рукава и образования поперечных швов на нем; пульта управления 9; литой сборной станины 10; конвейера 11, отводящего из зоны обслуживания автомата наполненные и запечатанные пакеты; устройства 12 укладки наполненных и запечатанных пакетов в возвратную транспортную тару.
Технологический процесс фасования продукта в машине показан на рис. 30.15, б. Лента полиэтиленовой пленки 2 разматывается из рулона, проходит систему направляющих валиков, устройство для бактерицидной обработки (на рисунке не показано) и вводится в пакетообразователь 3, при помощи которого свертывается в продольный рукав 7. Ниже пакетообразователя расположены устройство 9 для образования продольного шва на рукаве, а за ним – пара валиков 8 для его непрерывного протягивания. Пакеты 4 образуются путем сварки рукава в поперечном направлении поочередно работающими двумя парами клещеобразных сварочных устройств 5 и 6.
Подлежащее фасованию молоко по цеховым трубопроводам подается в приемную поплавковую камеру 14, из которой отдельными дозами периодически забирается поршневым дозатором 1. В определенные моменты времени из цилиндра дозатора 1 молоко отдельными дозами вводится в нижний конец рукава через трубу 11, которая смонтирована внутри плоской монтажной трубы 10. В последней также смонтированы опорные ролики, взаимодействующие с валиками 8, управляемый клапан для запора нижнего конца трубы и специальное управляемое приспособление для выравнивания рукава в момент его пережатия устройствами 5 и 6. Клапан и приспособление для выравнивания рукава укрепляются кулачками через штоки 12 и 13.

Рис. 30.15. (Продолжение)
Устройства 5 и 6, поочередно перемещаясь вниз вместе с рукавом, сваривают его в поперечном направлении и одновременно отделяют от него наполненные пакеты 4, которые в момент раскрытия устройств падают на отводящий конвейер (на рисунке не показан). Конвейер уносит пакеты из зоны обслуживания автомата и подает их в транспортную возвратную тару, которая автоматически подается и отводится другим, работающим синхронно с машиной конвейером.
Машина АР13Ж представляет собой модификацию базовой машины АРЖ, принцип действия которой описан в главе 29. Привод валиков 8 и устройств 5 и 6 для образования поперечных швов на машинах АР13Ж и АРЖ осуществляется аналогично.
В табл. 30.5 представлена техническая характеристика фасовочных машин с вертикальным рукавообразователем.
Таблица 30.5. Техническая характеристика фасовочных машин с вертикальным
пакетообразователем
| Показатель | АР13Ж | А5-АРЖ | А5-КРВ-10 |
| Производительность, шт/мин | 50 | до 20 | до 30 |
| Масса дозы, л | 0,25; 0,5; 1,0 | 0,5; 1,0 | 0,15…0,20 |
| Габаритные размеры пакета, мм | 100´150; 150´150 или 238´150 | 150´250…280 | 188´126 |
| Установленная мощность, кВт | 2,5 | 1,7 | 3,5 |
| Габаритные размеры машины, мм | 3200´2280´2560 | 1450´2770´2850 | 1700´2470´2500 |
| Масса, кг | 1200 | 1100 | 1200 |
Машина А5-АРЖ – усовершенствованный вариант конструкций типа АРЖ. Она предназначена для фасования жидких продуктов (молоко, сметана, вино и т.п.) в пакеты из термосклеиваемых материалов: пленка полиэтиленовая наполненная для молочных продуктов или комбинированные материалы на основе лавсана.
Машина А5-КРВ-10 предназначена для фасования в пакеты из комбинированных материалов (лавсан – полиэтилент, полиамид – полиэтилен и т.п.), свариваемых с 4-х сторон, жидких и пастообразных продуктов: сметаны, майонеза, жидкого меда и творога.
Укупорочная машина ВУП предназначена для укупоривания стеклянных бутылок полиэтиленовыми пробками. Машина (рис. 30.16, а) состоит из станины 1, внутри которой закреплен привод; стола-конвейера 2 загрузки-выгрузки бутылок с распределительным шнеком 10; загрузочный 9 и выгрузочный 11 звездочки; механизма 3 ориентирования пробок; питателя пробок 4; верхней укупорочной карусели 5 и нижнего операционного ротора 7; механизма 6 укладки пробки; пульта управления 8. Привод машины имеет электродвигатель, редуктор и устройство для наладки на требуемые размеры бутылок.
Стол загрузки и выгрузки бутылок состоит из платформы и направляющих уголков для конвейера. На платформе установлены приемная звездочка и звездочки для загрузки и выгрузки бутылок. Механизм ориентирования пробок представляет собой диск, в который вставлены пальцы, осуществляющие ориентацию пробок.
На корпусе верхней карусели собраны укупорочные патроны, состоящие из корпуса и розетки. На корпусе укупорочного патрона имеется приемное окно, через которое пробка сжатым воздухом подается в патрон; на корпусе розетки предусмотрена кольцевая пружина, служащая для ориентации горлышка бутылки и пробки в момент укупоривания бутылки.
В бункер ориентирующего устройства укупорочной машины засыпается 1500…2000 пробок. По уклону стенки они перемещаются к вращающимся дискам, ориентированные открытой частью к зубьям, проходят через щель между зубьями верхнего диска и желобом нижнего, обходя борт, и проскальзывают по неподвижному кольцу в питатель. Неправильно ориентированные пробки (донышком к зубьям) поднимаются вместе с дисками в верхнюю часть устройства и падают в общую массу, правильно ориентированные по лотку питателя идут в механизм накладки, где удерживаются пружиной до подхода бутылки и снятия колпачка из механизма.
Укупоренная бутылка захватывается выгрузочной звездочкой и устанавливается на конвейер линии для передачи к столу инспекционной машины. Ее загрузочная звездочка захватывает их по одной и загружает в бутылконосители. При дальнейшем движении бутылки устанавливаются горлышком вниз, опираясь на тарелки бутылконосителей. В этом движении они проходят мимо светлого экрана, подвергаясь визуальному контролю. Отбракованные бутылки вынимают вручную. качественная продукция перемещается дальше и выводится по направляющим на ветвь конвейера к этикетировочной машине.

Рис. 30.16. Машина ВУП для укупоривания бутылок: а – общий вид; б – технологическая схема укупоривания
Закаточная паровакуумная машина АЗМ-3П предназначена для закатывания стеклянных консервных банок, наполненных продуктом.
Закаточная машина (рис. 30.17) состоит из станины 1, привода, закаточного ротора, операционного ротора, механизма подачи крышек 15, паровой камеры и электрооборудования.
Станина является основанием, на котором смонтированы все механизмы машины.
Привод машины состоит из электродвигателя 2, клиноременной 3 и червячной 4 передач.

Рис. 30.17. Машина закаточная паровакуумная А3М-3П для стеклянных банок

Рис. 30.17. (Продолжение)
Закаточный ротор предназначен для герметизации банок закаточным швом. Привод ротора имеет полый шпиндель, внутри которого проходит стержень 14 с патроном и неподвижной шестерней. Внутри патрона находится выталкиватель 10. На шпинделе укреплен конусный кулак 13.
Механизм подачи крышек 15 предназначен для хранения и выдачи крышек.
Паровая камера машины расположена над движущейся банкой и предназначена для обдувания крышки и горла банки паром.
Технологический процесс закатывания банок в машине АЗМ-3П заключается в следующем. Банки, заполненные продуктом, конвейером подаются к приемному диску и дальше зубьями цепи на звездочку 9. Подвижные зубья перемещают банку в паровом пространстве, где воздух из нее вытесняется паром. Пройдя паровую камеру, банка накрывается пропаренной крышкой и подводится к нижнему патрону, который поднимает ее к роликам закаточного ротора. После закатывания банка выводится из машины на выносной диск и передается на конвейер неподвижным зубом звездочки. После остывания вследствие конденсации пара внутри банки образуется вакуум.
Закаточная машина КЗК-79 предназначена для укупоривания цилиндрических жестяных консервных банок, наполненных продуктом.
При соответствующем исполнении электрооборудования машина может эксплуатироваться на плавучих рыбоконсервных заводах, а также в условиях с морским и тропическим климатом.
Машина (рис. 30.18) состоит из станины 8, механизма операционного ротора, закаточного ротора, механизма выгрузки, привода и электрооборудования.
Станина машины представляет собой масляную закрытую ванну с размещенными в ней деталями привода и основной частью системы смазки. Для доступа внутрь в станине имеются боковые и нижние люки, закрываемые крышками.

Рис. 30.18. Машина закаточная К3К-79 для жестяных консервных банок

Рис. 30.18. (Продолжение)
Механизм загрузки предназначен для приема и ориентирования банок из неорганизованного потока. Он состоит из конвейера 6 и шнека 5. Со стороны, противоположной заходу шнека, расположены подпружиненная направляющая и датчик-щуп системы контроля «нет банки – нет крышки». Вдоль конвейерной ленты расположены направляющие, регулируемые по высоте и диаметру банки.
Операционный ротор предназначен для транспортирования с одновременной ориентацией банок и крышек и подачи их на столик закатывания. Он состоит из подающей звездочки 23, направляющих для крышек, магазина 3 и маркера 4. Направляющие для крышек имеют прямоугольную форму и устанавливаются на стойках под механизм подачи крышек и маркер. Привод механизма осуществляется от вала, состоящего из двух частей, соединенных блокирующей муфтой, которая включается только при наличии банки. При этом обеспечивается блокировка «нет банки – нет крышки» при отсутствии банки на щупе механизма приема банок. С целью исключения подскакивания выданной из механизма подачи крышки при ее ударе о направляющие под последним установлен постоянный магнит, регулируемый по высоте. В корпусе механизма подачи крышек вращаются три отсекателя со шнеками, которые обеспечивают выдачу крышки для маркировки и закатки. Маркер предназначен для маркировки крышек и состоит из двух маркировочных головок: верхней – пуансона и нижней – матрицы. На маркировочных головках размещаются литерные и холостые секторы.
Закаточный ротор предназначен для закатывания жестяных банок двойным закаточным швом. Закаточный ротор снабжен шпинделями, планшайбами и поджимными столами.
Ротор состоит из верхнего 20 и нижнего 9 корпусов, соединенных колонной 7. В верхнем корпусе крепятся шпиндели и планшайбы, в нижнем – подъемные столы. Шпиндель имеет наружный вал-шестерню, несущий операционный кулак 19, малый вал 16, служащий для крепления планшайбы 17, неподвижную пустотелую ось 15 с патронами 21. Внутри оси перемещается по вертикали толкатель 14. В расточках планшайбы 17 монтируются закаточные устройства. Каждое из этих устройств состоит из оси, рычагов, закаточных 22 и обжимных 18 роликов. Последние катятся по копирующим кулакам, в результате чего закаточные ролики описывают контур банки. Стол подъемный 10 предназначен для подъема и центрирования банки на закаточном роторе. Перемещение стола вдоль оси осуществляется с помощью ползуна с роликом и копира.
Механизм выгрузки предназначен для выдачи закатанных банок из машины. Он состоит из разгрузочной звездочки 13, столика 11 и направляющих, на которые установлен счетчик для банок 12.
Привод состоит из электродвигателя 1, клиноременной передачи и коробки скоростей 2.
Технологический процесс закатывания банок в машине КЗК-79. Перемещаемые по транспортным устройствам линии банки с продуктом поступают на приемный конвейер машины, где их поток организуется. По сигналу из магазина выдается крышка, которая поступает через маркировочное устройство, надевается на банку и в таком виде банка с крышкой устанавливается на стол закаточного ротора.
Стол поднимает банку с крышкой и прижимает ее к патрону шпинделя, где она укупоривается, после чего разгрузочной звездочкой выгружается из машины.
В табл. 30.6 представлена техническая характеристика машин для укупоривания и герметизации тары. Машина ВУМ-2 предназначена для укупоривания стеклянных бутылок вместимостью 0,5 или 0,7 л алюминиевыми колпачками. Машины серии КЗК-77 предназначены для укупоривания стеклянной консервной тары вместимостью от 0,1 до 3 л на предприятиях пищевой, рыбной и мясо-молочной промышленности. Машина КЗК-84 предназначена для укупоривания под вакуумом наполненных продуктом цилиндрических жестяных консервных банок.
Таблица 30.6. Техническая характеристика машин для укупоривания и герметизации тары



