Притир для цилиндра мопеда




26. Слышал, что есть такие способы ремонта цилиндров, как притирка и хонингование. В чем они заключаются?
Скорость движения поршня и его давление на стенки цилиндра — величины переменные как по знаку, так и по абсолютным значениям. Следовательно, цилиндр по высоте и по диаметру изнашивается неравномерно. В средней части износ больше, чем в крайних точках, в плоскости качания шатуна износ больше, чем в диаметрально противоположной.
При ремонте цилиндра восстановить его первоначальную форму можно притиркой. Притир — это инструмент. Его несложно изготовить самостоятельно. Втулку делают из чугуна, остальные детали из стали. Втулка имеет один сквозной разрез или четыре несквозных. Это позволяет ей плотно прилегать к цилиндру. Зажатый в патроне сверлильного или токарного станка притир вводят в цилиндр и вращают не быстрее 50. 80 об/мин. На поверхность притира наносится паста, состоящая из мелкого абразивного порошка в смеси с маслом. До последнего времени такой порошок получали по-разному. Толкли стекло в ступе, терли друг о друга абразивные бруски и т. п. Сейчас в продаже появилась специальная паста «КТ» из порошка карбида титана. Она выпускается наборами, в которые входит несколько тюбиков. В каждом тюбике — паста своей зернистости. Для наших целей пригодны пасты зернистостью 150. 170, для окончательной обработки — 250. 400.
Цилиндр во время притирки следует держать в руках. По мере того, как трение притира о стенки цилиндра будет ослабевать, его гайку надо подтягивать до восстановления тугого вращения. Окончательную доводку цилиндра производят с пастой ГОИ. Притир и цилиндр перед этим тщательно промывают в керосине.
Для получения зеркальной поверхности цилиндра после его расточки на токарном станке применяют и другой способ: хонингование. Как операция притирки, так и эта получила название от инструмента — хона. Хон — деревянная болванка с центральным отверстием и четырьмя вертикальными пазами для абразивных брусков; бруски постоянно прижаты к зеркалу цилиндра пружинами. Для хона используют бруски той же зернистости, что и пасты для притирки. Хон должен вращаться с частотой 200. 220 об/мин при 60. 100 возвратно-поступательных ходах вверх-вниз за то же время. Обрабатываемую поверхность нужно обильно смачивать керосином. Как и во время притирки цилиндр нельзя жестко закреплять, его следует держать в руках и периодически переворачивать. На рис. 7 показан вариант притира для цилиндра мотоцикла «Иж-Планета», на рис. 8 — для цилиндра минского мотоцикла. Понятно, что по такому принципу можно сделать притир и для любого другого двигателя.
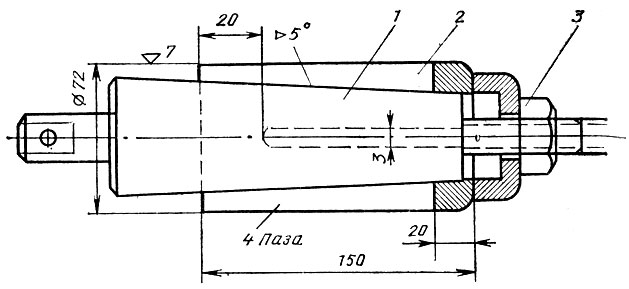
Рис. 7. Притир для цилиндра двигателя «Иж-Планета»: 1 — корпус притира; 2 — разрезная втулка; 3 — гайка
На рис. 9 показан хон для цилиндра мотоцикла минского производства.
Притир для цилиндра мопеда
Неизбежно приходит время, когда ваш мотоцикл, прежде такой резвый и послушный, становится ленивым при разгоне и не вытягивает на прямой передаче в горку, на которую прежде взлетал птицей. Замена поршневых колец вроде бы помогает, но только на короткое время. Вскоре дым из выпускных труб становится еще гуще, растет расход топлива — а вместе с ним подает мощность. И становится окончательно ясно: цилиндр надо ремонтировать. Но прежде следует тщательно промерить цилиндр, получить данные о его размерах и истинной конфигурации и определить вид ремонта.
Впрочем, иногда до замеров дело и не доходит. Достаточно осмотреть зеркало цилиндра. Если на нем имеются глубокие задиры, вертикальные царапины, а такое наблюдается при поломке поршневых или стопорных колец, выпадении стопорных штифтов,— цилиндр нужно либо заменить новым, либо расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или имеющегося в наличии поршня.
Расточка — операция, проводимая на токарном станке. Она не очень сложна и не требует сверхвысокой квалификации. Главное в ней — сохранить перпендикулярность оси цилиндра и его основания. А для этого нужно прежде заготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления цилиндра, выверить по плоскости резцом и расточить до размера горловины цилиндра. Не меняя положения планшайбы в патроне, на ней следует закрепить цилиндр, так, как он крепится на картере, и только после этого растачивать.
Попытки упростить операцию, провести расточку в трех- или четырехкулачковых патронах без планшайбы, как правило, обречены на провал: после расточки зеркало в тех местах, где его сжимали кулачки, «уходит» от нужной геометрической формы, становится овальным.
Рис. 1.Самодельный хон для цилиндра класса 125 см3: 1 — болванка; 2 — пружина; 3 — абразивный брусок.
После расточки, чтобы довести поверхность цилиндра до зеркального состояния, нужна еще одна операция — хонингование. На рис. 1 показан самодельный хон для цилиндров минских мотоциклов. Это деревянная болванка диаметром 51 мм и высотой 140 мм, имеющая одно центральное отверстие и четыре вертикальных паза. В пазы вставляют прямоугольные подпружиненные абразивные бруски; сквозь отверстие пропускается длинный болт, посредством которого хон закрепляется в патроне сверлильного станка, Аналогично может быть изготовлен хон и для любого другого цилиндра. Если цилиндр закрепить жестко, то любое биение шпинделя приведет к нарушению геометрической формы зеркала. Чтобы этого не произошло, цилиндр нужно только придерживать руками.
Задав хону частоту вращения 200—220 оборотов в минуту и обеспечивая 30—60 возвратно-поступательных ходов за то же время, постепенно снимают оставленный после расточки незначительный припуск и улучшают поверхность. Для ускорения работы можно в начале ее использовать бруски с зернистостью 150—170, а в конце — 250-400. Во время работы необходимо обильно и непрерывно смачивать бруски и зеркало керосином и периодически контролировать размер.
Вернемся, однако, к началу статьи. Представим, что наш цилиндр не имеет дефектов, видимых невооруженным глазом.
Диаметр цилиндра удобнее всего измерять индикаторным нутромером. Измерения производят обязательно в двух крайних поясах, за 10—15 мм от верхнего и нижнего торцов цилиндре, а также в середине хода поршневых колец. В каждом поясе делают два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав их в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Цилиндр стал овальным, бочкообразным и конусным. И вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Стало быть, и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и эллипсность: диаметр в плоскости пальце у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки не стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие цилиндр воспринимает примерно в средней своей части. Если же учесть, что цилиндр двухтактного двигателя в этой зоне весь «продырявлен» впускными, выпускными и продувочными окнами и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной, станет ясно, что именно в этой зоне происходит самое значительное истирание металла: появляется бочкообразность,
Основные причины конусности — воздействие поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и увеличивают давление колец. По мере движения поршня вниз давление газов падает и эта «добавка» к обычной упругости кольца снижается, давление колец на стенки ослабевает, В связи с этим цилиндр в верхней части изнашивается больше, чем в нижней.
Ну а что же наши измерения?
Если по их результатам видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125—200 см3 составляет 0,15—0,20 мм, а класса 350 см3 — 0,2—0,25 мм, можно уверенно говорить, что цилиндр нуждается в ремонте.
Что касается конусности, то ее можно определить более простым способом: при помощи любого поршневого кольца. Нужно вставить его в цилиндр и замерить зазор в замке в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на 3,14 — и вы получите общепринятое выражение конусности. Если полуденная вами величина превышает 0,06—0,08 мм (меньшая величина — для меньших кубатур) — цилиндр эксплуатировать больше нельзя. Кстати, таким же способом в край-ном случае можно проводить и все другие измерения цилиндра.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, поскольку абразивы в хоне сидят подвижно и копируют стенки цилиндра. Для устранения этих видов износа существует иной способ ремонта. Он называется притирание.
Часто притирание применяют вместо хонингованчя как окончательную операцию после расточки,, Но можно вообще заменить расточку притиркой. Правда, это растягивает процесс, но дает хорошие результаты.
Рис. 2.Разжимной притир для цилиндра 125 см3 : 1 — корпус; 2 — разрезная втулка; 3 — шайба; 4 — болт; 5 — разрез во втулке.
Рабочий инструмент — разжимной притир (рис. 2). Его корпус 1 обычно делают из стали, втулку 2 — из мелкозернистого чугуна с твердостью НВ 140.
Сначала вытачивают заготовку втулки (ее длина от 100 до 150 мм, в зависимости от объема цилиндре), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. После этого заготовку либо разрезают вдоль оси одним сквозным проходом ножовки (фрезы, см. рис. 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (рис. 3). После этого изготовляют корпус, на наружном торце которого сверлят отверстие и нарезают резьбу под болт М12— М14, как показано на рис. 2, или оставляют хвостовик и на нем нарезают резьбу, как это показано на рис. 3. Втулку надевают на корпус, закрепляют болтом и окончательно протачивают под размер цилиндра минус 0,1 мм. Притирку можно вести в сверлильном станке.
Рис. 3.Пример притира с четырьмя разрезами.
На наружную поверхность втулки наносят притирочную пасту — абразивный порошок в смеси с маслом и надевают цилиндр. Как и в случае с хонингованием, цилиндр нельзя закреплять — нужно только придерживать руками. Обороты шпинделя, как правило, составляют 50—80 в минуту, вертикальные перемещения — 30—60 в минуту. Время от времени полезно цилиндр переворачивать — это обеспечивает более равномерную обработку. Притирочную пасту часто приходится готовить самому — истирая один о другой два одинаковых абразивных бруска. О зернистости мы уже говорили выше. Заканчивают обработку полировочными пастами и пустой ГОИ.
В последнее время в продаже появились специальные наборы шлифовальных паст в тюбиках, выпуск которых наладил полтавский завод искусственных алмазов и алмазного инструмента имени 50-летия СССР. Они стоят 3 рубля и полностью обеспечивают наши потребности.
Когда в процессе работы притир начнет свободно вращаться в цилиндре, болт или гайку следует подтянуть настолько, чтобы это вращение стало тугим. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя накопившуюся грязь и продукты обработки По окончании работы цилиндр тщательно промывают керосином и теплой водой с мылом. Контроль ведется непосредственно по поршню, под который притирается цилиндр.
Притир для цилиндра мопеда
Притир для цилиндра мопеда
26. Слышал, что есть такие способы ремонта цилиндров, как притирка и хонингование. В чем они заключаются?
Скорость движения поршня и его давление на стенки цилиндра — величины переменные как по знаку, так и по абсолютным значениям. Следовательно, цилиндр по высоте и по диаметру изнашивается неравномерно. В средней части износ больше, чем в крайних точках, в плоскости качания шатуна износ больше, чем в диаметрально противоположной.
При ремонте цилиндра восстановить его первоначальную форму можно притиркой. Притир — это инструмент. Его несложно изготовить самостоятельно. Втулку делают из чугуна, остальные детали из стали. Втулка имеет один сквозной разрез или четыре несквозных. Это позволяет ей плотно прилегать к цилиндру. Зажатый в патроне сверлильного или токарного станка притир вводят в цилиндр и вращают не быстрее 50. 80 об/мин. На поверхность притира наносится паста, состоящая из мелкого абразивного порошка в смеси с маслом. До последнего времени такой порошок получали по-разному. Толкли стекло в ступе, терли друг о друга абразивные бруски и т. п. Сейчас в продаже появилась специальная паста «КТ» из порошка карбида титана. Она выпускается наборами, в которые входит несколько тюбиков. В каждом тюбике — паста своей зернистости. Для наших целей пригодны пасты зернистостью 150. 170, для окончательной обработки — 250. 400.
Цилиндр во время притирки следует держать в руках. По мере того, как трение притира о стенки цилиндра будет ослабевать, его гайку надо подтягивать до восстановления тугого вращения. Окончательную доводку цилиндра производят с пастой ГОИ. Притир и цилиндр перед этим тщательно промывают в керосине.
Для получения зеркальной поверхности цилиндра после его расточки на токарном станке применяют и другой способ: хонингование. Как операция притирки, так и эта получила название от инструмента — хона. Хон — деревянная болванка с центральным отверстием и четырьмя вертикальными пазами для абразивных брусков; бруски постоянно прижаты к зеркалу цилиндра пружинами. Для хона используют бруски той же зернистости, что и пасты для притирки. Хон должен вращаться с частотой 200. 220 об/мин при 60. 100 возвратно-поступательных ходах вверх-вниз за то же время. Обрабатываемую поверхность нужно обильно смачивать керосином. Как и во время притирки цилиндр нельзя жестко закреплять, его следует держать в руках и периодически переворачивать. На рис. 7 показан вариант притира для цилиндра мотоцикла «Иж-Планета», на рис. 8 — для цилиндра минского мотоцикла. Понятно, что по такому принципу можно сделать притир и для любого другого двигателя.
Рис. 7. Притир для цилиндра двигателя «Иж-Планета»: 1 — корпус притира; 2 — разрезная втулка; 3 — гайка
На рис. 9 показан хон для цилиндра мотоцикла минского производства.
Притир для цилиндра мопеда
Неизбежно приходит время, когда ваш мотоцикл, прежде такой резвый и послушный, становится ленивым при разгоне и не вытягивает на прямой передаче в горку, на которую прежде взлетал птицей. Замена поршневых колец вроде бы помогает, но только на короткое время. Вскоре дым из выпускных труб становится еще гуще, растет расход топлива — а вместе с ним подает мощность. И становится окончательно ясно: цилиндр надо ремонтировать. Но прежде следует тщательно промерить цилиндр, получить данные о его размерах и истинной конфигурации и определить вид ремонта.
Впрочем, иногда до замеров дело и не доходит. Достаточно осмотреть зеркало цилиндра. Если на нем имеются глубокие задиры, вертикальные царапины, а такое наблюдается при поломке поршневых или стопорных колец, выпадении стопорных штифтов,— цилиндр нужно либо заменить новым, либо расточить под ремонтный размер поршня. При этом глубина расточки будет зависеть от глубины царапин или имеющегося в наличии поршня.
Расточка — операция, проводимая на токарном станке. Она не очень сложна и не требует сверхвысокой квалификации. Главное в ней — сохранить перпендикулярность оси цилиндра и его основания. А для этого нужно прежде заготовить планшайбу, сделав в ней отверстия под шпильки или болты крепления цилиндра, выверить по плоскости резцом и расточить до размера горловины цилиндра. Не меняя положения планшайбы в патроне, на ней следует закрепить цилиндр, так, как он крепится на картере, и только после этого растачивать.
Попытки упростить операцию, провести расточку в трех- или четырехкулачковых патронах без планшайбы, как правило, обречены на провал: после расточки зеркало в тех местах, где его сжимали кулачки, «уходит» от нужной геометрической формы, становится овальным.
Рис. 1.Самодельный хон для цилиндра класса 125 см3: 1 — болванка; 2 — пружина; 3 — абразивный брусок.
После расточки, чтобы довести поверхность цилиндра до зеркального состояния, нужна еще одна операция — хонингование. На рис. 1 показан самодельный хон для цилиндров минских мотоциклов. Это деревянная болванка диаметром 51 мм и высотой 140 мм, имеющая одно центральное отверстие и четыре вертикальных паза. В пазы вставляют прямоугольные подпружиненные абразивные бруски; сквозь отверстие пропускается длинный болт, посредством которого хон закрепляется в патроне сверлильного станка, Аналогично может быть изготовлен хон и для любого другого цилиндра. Если цилиндр закрепить жестко, то любое биение шпинделя приведет к нарушению геометрической формы зеркала. Чтобы этого не произошло, цилиндр нужно только придерживать руками.
Задав хону частоту вращения 200—220 оборотов в минуту и обеспечивая 30—60 возвратно-поступательных ходов за то же время, постепенно снимают оставленный после расточки незначительный припуск и улучшают поверхность. Для ускорения работы можно в начале ее использовать бруски с зернистостью 150—170, а в конце — 250-400. Во время работы необходимо обильно и непрерывно смачивать бруски и зеркало керосином и периодически контролировать размер.
Вернемся, однако, к началу статьи. Представим, что наш цилиндр не имеет дефектов, видимых невооруженным глазом.
Диаметр цилиндра удобнее всего измерять индикаторным нутромером. Измерения производят обязательно в двух крайних поясах, за 10—15 мм от верхнего и нижнего торцов цилиндре, а также в середине хода поршневых колец. В каждом поясе делают два замера: в плоскости качания шатуна и перпендикулярно к ней.
Проведя все замеры и записав их в табличку, вы увидите, что во всех поясах и во всех плоскостях цифры различны. Цилиндр стал овальным, бочкообразным и конусным. И вот почему. Нагрузки на его стенки со стороны поршня больше в плоскости качания шатуна, перпендикулярной поршневому пальцу. Стало быть, и износ цилиндра в этой плоскости будет больше, чем в перпендикулярной. Отсюда и эллипсность: диаметр в плоскости пальце у изрядно поработавшего цилиндра заметно меньше, чем в перпендикулярной.
Нагрузки не стенки цилиндра и в самой плоскости качания шатуна не бывают равномерными. Наибольшие цилиндр воспринимает примерно в средней своей части. Если же учесть, что цилиндр двухтактного двигателя в этой зоне весь «продырявлен» впускными, выпускными и продувочными окнами и на оставшейся площади удельное давление значительно выше, чем было бы оно на полной, станет ясно, что именно в этой зоне происходит самое значительное истирание металла: появляется бочкообразность,
Основные причины конусности — воздействие поршневых колец и так называемая газовая коррозия. Смысл этих явлений в том, что во время рабочего хода газы, образовавшиеся при сгорании топлива, проникают в поршневые канавки и увеличивают давление колец. По мере движения поршня вниз давление газов падает и эта «добавка» к обычной упругости кольца снижается, давление колец на стенки ослабевает, В связи с этим цилиндр в верхней части изнашивается больше, чем в нижней.
Ну а что же наши измерения?
Если по их результатам видно, что увеличение диаметра в самом худшем случае для цилиндра класса 125—200 см3 составляет 0,15—0,20 мм, а класса 350 см3 — 0,2—0,25 мм, можно уверенно говорить, что цилиндр нуждается в ремонте.
Что касается конусности, то ее можно определить более простым способом: при помощи любого поршневого кольца. Нужно вставить его в цилиндр и замерить зазор в замке в уже известных вам верхнем и нижнем поясах. Разницу между этими величинами разделите на 3,14 — и вы получите общепринятое выражение конусности. Если полуденная вами величина превышает 0,06—0,08 мм (меньшая величина — для меньших кубатур) — цилиндр эксплуатировать больше нельзя. Кстати, таким же способом в край-ном случае можно проводить и все другие измерения цилиндра.
Хонингование не годится для ремонта конусных, овальных или бочкообразных цилиндров, поскольку абразивы в хоне сидят подвижно и копируют стенки цилиндра. Для устранения этих видов износа существует иной способ ремонта. Он называется притирание.
Часто притирание применяют вместо хонингованчя как окончательную операцию после расточки,, Но можно вообще заменить расточку притиркой. Правда, это растягивает процесс, но дает хорошие результаты.
Рис. 2.Разжимной притир для цилиндра 125 см3 : 1 — корпус; 2 — разрезная втулка; 3 — шайба; 4 — болт; 5 — разрез во втулке.
Рабочий инструмент — разжимной притир (рис. 2). Его корпус 1 обычно делают из стали, втулку 2 — из мелкозернистого чугуна с твердостью НВ 140.
Сначала вытачивают заготовку втулки (ее длина от 100 до 150 мм, в зависимости от объема цилиндре), оставляя припуск по наружному диаметру и окончательно обрабатывая внутреннее конусное отверстие. После этого заготовку либо разрезают вдоль оси одним сквозным проходом ножовки (фрезы, см. рис. 2), либо делают четыре несквозных разреза: два с одной и два с другой стороны, не доводя их примерно на 20 мм до конца (рис. 3). После этого изготовляют корпус, на наружном торце которого сверлят отверстие и нарезают резьбу под болт М12— М14, как показано на рис. 2, или оставляют хвостовик и на нем нарезают резьбу, как это показано на рис. 3. Втулку надевают на корпус, закрепляют болтом и окончательно протачивают под размер цилиндра минус 0,1 мм. Притирку можно вести в сверлильном станке.
Рис. 3.Пример притира с четырьмя разрезами.
На наружную поверхность втулки наносят притирочную пасту — абразивный порошок в смеси с маслом и надевают цилиндр. Как и в случае с хонингованием, цилиндр нельзя закреплять — нужно только придерживать руками. Обороты шпинделя, как правило, составляют 50—80 в минуту, вертикальные перемещения — 30—60 в минуту. Время от времени полезно цилиндр переворачивать — это обеспечивает более равномерную обработку. Притирочную пасту часто приходится готовить самому — истирая один о другой два одинаковых абразивных бруска. О зернистости мы уже говорили выше. Заканчивают обработку полировочными пастами и пустой ГОИ.
В последнее время в продаже появились специальные наборы шлифовальных паст в тюбиках, выпуск которых наладил полтавский завод искусственных алмазов и алмазного инструмента имени 50-летия СССР. Они стоят 3 рубля и полностью обеспечивают наши потребности.
Когда в процессе работы притир начнет свободно вращаться в цилиндре, болт или гайку следует подтянуть настолько, чтобы это вращение стало тугим. Периодически нужно останавливать станок и промывать цилиндр и притир, удаляя накопившуюся грязь и продукты обработки По окончании работы цилиндр тщательно промывают керосином и теплой водой с мылом. Контроль ведется непосредственно по поршню, под который притирается цилиндр.
motoizh.ru

расточка цилиндров притиром
расточка цилиндров притиром
Сообщение m4 » 01 окт 2016, 19:16
привет, мотик у меня совсем фигово тянет
недавно гонял к саянам и на крутые затяжные сопки приходилось крутить мотор почти до предела
на 3 передаче, и это на 16 звезде! правда я сам за 100кг)
месяца три назад когда еще только поставил новые поршни в старые цилиндры
тяга была лучше, был пинок такой на тяге при переключении а сейчас и он не ощущается
(хотя я тогда катал на 92 а потом на 80 перешел)
накопал на ютубе несколько видосов как люди точат цилиндры притиром
получается вроде очень круто по сравнению с моими то убитыми цилиндрами
ИЖ Юпитер — 5 Расточка цилиндров. https://www.youtube.com/watch?v=OlKmf3rC20Q
расточка цилиндра своими руками! притиром! suzuki AD 50 https://www.youtube.com/watch?v=DJDVBQOlGVk
Элепс после расточки притиром (неудачное название, автор наоборот показал что элепса нет) https://www.youtube.com/watch?v=rhVEIUncaQ0
Растачиваем цилиндр под поршень от Хонды Дио https://www.youtube.com/watch?v=n7VCCNgXeBk
Ява551 Часть вторая, расточка цилиндра, подгонка поршня https://www.youtube.com/watch?v=cnJL3n_tL0E
кто что думает по этому поводу?
хочу себе сделать, я уже и чертеж сделал
идея такая что с торца притира приварить ножку как у насоса
потом садимся рядом, ставим ноги на ножки, надеваем цилиндр на притир и крутим сам цилиндр
вот сделал чертеж для токаря
показывал уже чертеж токарю он запросил 4тр за изготовление, токарные работы + шлифовка + фрезеровка паза
тока говорит весить он будет за 10кг так как из цельной болванки точить будет

расточка цилиндров притиром
Сообщение Yurik96 » 01 окт 2016, 21:23
Да будет холивар!  Мое краткое мнение: вы сделаете лучше, но не хорошо. Очень не хорошо.
Мое краткое мнение: вы сделаете лучше, но не хорошо. Очень не хорошо.
Зачем заморачиваться с притиром у токаря, если можно отдать цилиндр под расточку с последующей хонинговкой? Даже дешевле и быстрее выйдет.
Эту «технологию», с огромным натягом, можно рассматривать лишь как колхозную альтернативу хонинговке. Оставить ось хода поршня в нужной плоскости при большом износе на коленке нереально. Чтобы поршневая долго ходила поверхность гильзы должна быть идеально цилиндрическая, иначе кольца будут прыгать по ней как ума лишенные, вместе с вашей компрессией. А как тут, с инструментом, у которого жесткость отсутствует напрочь, добиться цилиндричности я не понимаю. Пускай те ребята, которые так делают, снимут видео, на котором они показывают нутромером, что диаметр цилиндра в любой плоскости и на любой глубине гуляет в пределах сотки. А потом после 100км так же. И на мощностном стенде я бы сравнил такую технологию с правильной. Бред, ИМХО.
Все познается в сравнении и для каждого грань между колхозом и технологией своя. Кто-то ремонтирует двигателя в условиях, близких к реанимации, используя всяческие съемники и качественный инструмент, а кто-то на куче с песком, да молотком с зубилом вам «лялю» соберет.



