Универсальная пропиточная машина ИНТ-793-1000
Общие сведения, область применения установки для пропитки стеклоткани
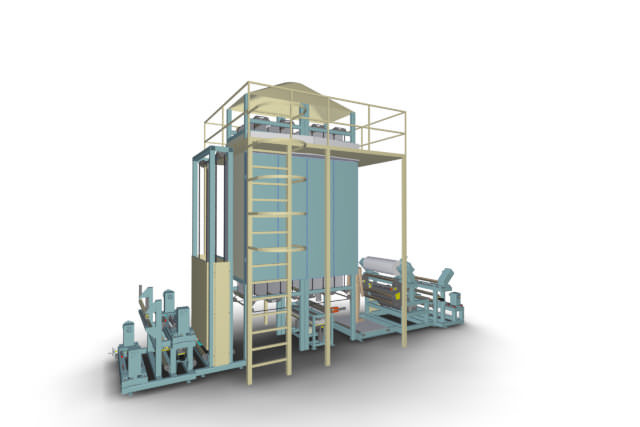
Пропиточная машина ИНТ-793-1000 предназначена для пропитки ткани растворными связующими.
УПМ разматывает ткань с тормозным усилием (требуемым натяжением), предварительно сушит ткань в 4-х секционной камере с принудительной вентиляцией и возможностью задания различной температуры для каждой секции. Ткань пропитывается в ванне, проходит через регулируемые отжимные ролики и попадает в 4-х зонную сушильную камеру с системой удаления паров. Тянущее устройство создает необходимое усилие для протяжки ткани. Намотчик ровно наматывает рулоны с постоянным (заданным) натяжением.
Установка имеет узел сшивки стеклоткани, в котором два конца ткани фиксируются, и оператор проходит зашивочной машинкой по стыку ткани. Накопитель запасает ткань на время сшивки с новым рулоном. В момент сшивки размотка останавливается. Для исключения остановки ткани в зоне сушки (что недопустимо!) в этот момент, ткань из накопителя уходит на подсушку, тем самым нанесение связующего и сушки происходит непрерывно. Отжимные ролики в момент прохождения шва разжимаются, для предотвращения обрыва полотна. Система термостатирования ванны поддерживает заданную температуру связующего.
Мы разработали пропиточную машину с учетом легкого доступа ко всем узлам и агрегатам, для проведения ремонта и сервиса и постоянного наблюдения за производственным процессом. Движущиеся и вращающиеся части машины, а также элементы машины, имеющие температуру выше 60 °С надежно защищены от несанкционированного доступа персонала во время работы.
Технические характеристики пропиточной машины.
Состав пропиточной линии.
Узел размотки ткани

Узел размотки ткани оснащен двойным устройством размотки. Предусмотрено крепление бумажных, винипластовых и металлических гильз длиной от 1000 до 1300 мм с внутренним диаметром 60-120 мм с пневматическим механизмом зажима рулона для быстрой замены рулона с тканью во время рабочего процесса.
Пневматическое тормозное устройство управляет натяжением и регулировкой. Контролирует натяжение тензометрический вал.
Максимальный диаметр рулона — 600 мм.
Максимальный вес — 200 кг.
Максимальное натяжение — 3 Н/см.
Предусмотрен механизированный подъем (установка) рулонов на отпускной механизм — тельфер электрический г/п 0,5 т.
Предусмотрена безопасная загрузка рулона ткани в верхнее положение узла размотки при вращающемся рулоне ткани, установленном в нижнем положении узла размотки.
Модуль сшивки ткани
Модуль сшивки ткани соединяет концы ткани в процессе пропитки при замене рулонов ткани. Модуль интегрирован в узел размотки ткани и представляет собой систему пневматических зажимов ткани и ручную швейную машинку на подвесе.
Накопитель для ткани

Накопитель запасает ткань на время склейки с новым рулоном. В момент сшивки размотка останавливается. Для исключения остановки ткани в зоне сушки (что недопустимо!) в этот момент, ткань из накопителя уходит на подсушку и нанесение связующего и сушка происходит непрерывно. Емкость накопителя — 8 м.
Печь подсушки ткани.
Печь удаляет влагу из ткани перед нанесением на нее связующего. Количество зон в печи — 4. Максимальная температура по зонам:
Температура в печи поддерживается автоматически, значения регистрируются и архивируются в виде графиков с возможностью вывода на печать. Теплоноситель — масло. В последней зоне нет нагревательных элементов, она служит для охлаждения ткани перед пропиткой. В каждой зоне установлено 2 датчика температуры по одному с каждой стороны ткани. Точность поддержания температуры ± 5 °С.
Узел пропитки ткани
Узел пропитки равномерно пропитывает ткань связующим. Пропиточная ванна подогревает связующее до необходимой температуры (20-30 °С). Ванна опускается и поднимается в рабочее положение пневматическим приводом.
Предусмотрен слив связующего из ванны и система отжимных валов для удаления излишков связующего с ткани, с помощью которых регулируется содержание смолы в ткани. Зазор между валами регулируется.
Температура связующего в ванне поддерживается с точностью ± 2 °С.
При минимальном уровне связующего в ванне, подается сигнал на аварийную сигнализацию.
Валы узла пропитки с хромированным покрытием.
Емкость ванны — 30 л.
Количество сменных ванн — 2 шт.
Связующее наливается в бак и в процессе пропитки подается в ванну насосом до заданного уровня по датчику.
Предусмотрена промывка пропиточного бака и труб, подающих связующее в пропиточную ванну, циркуляцией ацетона, заливаемого в бак.
Печь сушки пропитанной ткани.
Печь сушки равномерно просушивает ткань по ширине полотна (±3 °С). В печи 4 зоны сушки с нагревом от масляных радиаторов. Максимальная температура по зонам:
Каждая зона независимая с собственным устройством контроля, регулирования и регистрации заданной температуры. Количество датчиков температуры на зону — 4 шт. (по 2 с каждой стороны ткани на высоте 1/3 и 4/5 от общей высоты зоны).
Валы в печи с хромированным покрытием.
Система вентиляции.
Вентиляция удаляет смеси газов в процессе сушки. Вентилирует камеру сушки, что исключает образование в ней взрывоопасных концентраций. Препятствует выходу воздуха, загрязненного парами растворителя, из зон сушки в помещение.
При отказе системы вентиляции отключаются нагревательные элементы и автоматическое опускание ванны со связующим.
Устройство тянущее
Устройство является главным приводом машины и создаёт тяговое усилие при размотке с рулона и прохождения ткани через узел нанесения связующего и зоны сушки. Тянущее устройство задает скорость линии и не останавливается в процессе работы машины, за исключением случаев, когда связующее не наносится и нагреватели выключены.
Вал, обращенный к пропитанной ткани с хромированным покрытием.
Диапазон скоростей: 0,5 — 5 м/мин.
Размотчик пленки
Узел разматывает разделительную пленку, которая препятствует слипанию слоев препрега. Предусмотрено фрикционное тормозное устройство. Конструкция зажима гильзы (рулона) обеспечивает быструю замену рулона в процессе работы. Установка рулонов пленки механизирована. Размотчик пленки автоматически подстраивается под кромку ткани, для ровного нанесения пленки на ткань. Предусмотрен узел разравнивания пленки.
Внутренний диаметр гильз: 60 — 120 мм.
Максимальный диаметр рулона — 400 мм.
Длина гильз — от 1000 до 1300 мм.
Устройство правки кромки

Устройство правки кромки автоматически регулирует положения ткани на намотке, а также для предупреждает сползание ткани с валов и обеспечивает ровную намотку ткани в рулон. Устройство интегрировано в намотчик ткани.
Узел намотки ткани сдвоенный.

Данный узел наматывает ткань в рулон заданной длины. Для крепления подходят бумажные и металлические гильзы с внутренним диаметром 60-120 мм. Конструкция зажима гильзы (рулона) обеспечивает быструю замену рулона в процессе работы и безопасную заправку ткани на гильзу. Удельное натяжение полотна ткани до 12 Н/погонный сантиметр, при этом обеспечивается возможность регулировки, контроля и регистрации натяжения полотна.
Скорость протяжки полотна ткани постоянная с возможностью регулирования.
Максимальный диаметр рулона — 500 мм.
Установка и съем рулонов пропитанной ткани механизирован — при помощи тельфера.
При намотке ткани на гильзу обеспечивается контроль и автоматическое регулирование положения кромки полотна с допуском ± 5 мм.
Предусмотрена безопасная разгрузка рулона препрега из верхнего положения узла намотки и заправки в узел гильзы при вращающемся рулоне, установленном в нижнее положение узла намотки.
Система автоматического углекислотного пожаротушения
Система ликвидирует возгорания в зонах сушки. При отсутствии давления в системе углекислотного пожаротушения, блокируется работа машины. Углекислотные баллоны легко заменить. Предусмотрен датчик, фиксирующий возгорание в зонах сушки и автоматическое и ручное включение системы пожаротушения.
Электрическая часть и система управления
Система управления разработана и смонтирована на базе контроллера Siemens Simatic S7-315. Все контролируемые параметры машины перед пуском в работу задает технолог с панели оператора при помощи рецептов.
Информация с контроллера передается на верхний уровень системы управления — персональный компьютер. Визуализация выполнена на SCADA-системе WinCC, что позволяет в режиме реального времени управлять технологическим процессом.
Автоматически поддерживаются следующие параметры:
Система диагностики неисправностей обеспечивает:
Комплект и сроки поставки
2016 г. Машина для Пропитки и Сушки Препрегов
Характеристики
Описание проекта
В 2016 г., наши специалисты разработали и изготовили
Пропиточную машину
для производства композиционных материалов
Машины пропиточные применяются для изготовления композиционных материалов (препрегов) и состоят из узлов размотки рулонов с защитной плёнкой и стеклотканью, пропитки стеклоткани связующим и прокладке с двух сторон защитной плёнкой, последующей намотки готового продукта в рулоны с контролируемым натяжением.
Состав и устройство пропиточной машины для производства препрега:
Принцип работы пропиточной машины для производства препрега:
Стекло-полотно разматывается на раскате с контролируемым натяжением, пропитывается связующим на пропиточном узле, и после отжимания излишков на каландре сушится в печи и наматывается на накате с контролируемым натяжением и положением кромки.
Пропиточная машина была изготовлена на опытном производстве ОКБ Русский Инжиниринг и смонтирована на производстве у заказчика в г. Ульяновск.
В результате реализации данного проекта, наши специалисты отработали конструкцию Револьверных Размотчиков Адаптивного типа, Размотчиков, Лакирующего узла, Термостата, Тянущего устройства, Намотчиков Адаптивного типа, Систем контроля натяжения и положения полотна, контроля температуры и линейной скорости.
Машина пропиточная, с сушильной зоной и системой аспирации
ПРОЕКТ «Машина пропиточная, с сушильной зоной и системой аспирации» заказчик: Завод ЭИМ ЭЛИНАР, г. Атепцево
По заказу компании «Элинар», являющейся производителем электроизоляционных материалов и полимерных пленок, компания «Интек» спроектировала, изготовила и сдала «под ключ» пропиточную машину.
Машина пропиточная «ИНТ — 452-000»
Машина пропиточная «ИНТ —452-000»,изготовленная в соответствии с ГОСТ2.601-95и ГОСТ15.201-2000,применяется для размотки рулонов со слюдой и стеклотканью, пропитки стеклоткани лаком и склейки слоев, сушки и намотки готового продукта в рулоны с контролируемым натяжением.
Слюдяная бумага совмещается и склеивается со стеклотканью, затем сушится, с удалением паров растворителя, и наматывается в рулоны.
Автоматизированная система управления контролирует все параметры работы машины: натяжение слоев, совмещение полотна стеклоткани и бумаги, фиксирует обрыв бумаги, температуру в сушильной зоне, а так же другие параметры. Отображение всей необходимой информации, ее контроль и ввод осуществляется с центрального компьютера.
Узел размотки
На суппорта размотчика устанавливаются рулоны со слюдяной бумагой и рулон со стеклотканью. Суппорт со стеклотканью имеет пневматический тормоз, который регулирует натяжение холста. Усилие натяжения задается оператором.
Лакировочный узел
После узла контроля натяжения, стеклоткань попадает в лакировочный узел. Лак закачивается мембранным насосом из расходной ёмкости и по трубопроводу подаётся в ванну. Уровень лака поддерживается постоянным, избытки сливаются в расходную ёмкость. Подача и распределение лака регулируются. Далее, стеклоткань и бумага попадают в узел совмещения. А затем, наклеенная на стеклохолст бумага, по направляющим роликам, подается в сушильную зону.
Сушильная зона
Сушильная зона состоит из трёх камер: в первой происходит обдув полотна, активная вентиляция, удаление паров растворителя. Во второй и третьей сушка осуществляется с помощью общей технологической вытяжной вентиляции.
Во всех трёх камерах, контролируется температура воздуха по всему объему, температура масла, после его отбора из магистрали, в распределительной трубе и температура в регистрах.
Разница температуры между секциями должна быть не более 40 °C., то — есть 180-140°С.
Узел намотки
Бумага, наклеенная на стеклохолст, из сушилки попадает в тянущее устройство, представляющее собой систему двух валов, с регулируемым приводом, работающих со скоростью от 3 м/мин до 20 м/мин, с возможной подмоткой плёнки, подающейся с суппорта размотки плёнки.
Далее, продукт, через узел контроля натяжения, попадает на узел намотки, имеющий два суппорта, оптический датчик и тензодатчик, которые обеспечивают стабильное положение полотна на наматывающем барабане. В итоге, получается безупречно ровный рулон.
Управляет запуском и работой линии программируемый логический контроллер (PLC) фирмы SIEMENS, Simatic S7-300 313С-2DP, установленный в шкафу управления. Там-же смонтированы автоматы, пускатели и частотные преобразователи для запуска механизмов линии, а также реле управления клапанами.
В число сервисных настроек входят параметры ПИД-регуляторов поддержания заданной температуры в регистрах и коллекторе печи, а также параметров ПИД-регуляторов поддержания заданного натяжения намотки и размотки.
Пентан — крупнейший производитель нефтепродуктов
Производство стеклотекстолита
Связующий состав
 Для производства стеклотекстолита марок СТЭФ, СТЭФ-1, СТЭФ-У в качестве связующего применяют совмещенный лак. Берут соотношение 65 % эпоксидиановой смолы и 35 % фенолоформальдегидной смолы резольного типа. Отверждая диановую эпоксидную смолу фенолоформальдегидной смолой, получают так называемую смесевую эпоксифенольную композицию. Смешение эпоксидных смол с отвердителем производят в растворах, при этом подбирают общий растворитель для эпоксидной смолы и отвердителя. Так, для смешения фенолоформальдегидной смолы с эпоксидной смолой дианового типа удается применить спирто-толуольную смесь.
Для производства стеклотекстолита марок СТЭФ, СТЭФ-1, СТЭФ-У в качестве связующего применяют совмещенный лак. Берут соотношение 65 % эпоксидиановой смолы и 35 % фенолоформальдегидной смолы резольного типа. Отверждая диановую эпоксидную смолу фенолоформальдегидной смолой, получают так называемую смесевую эпоксифенольную композицию. Смешение эпоксидных смол с отвердителем производят в растворах, при этом подбирают общий растворитель для эпоксидной смолы и отвердителя. Так, для смешения фенолоформальдегидной смолы с эпоксидной смолой дианового типа удается применить спирто-толуольную смесь.
В отличие от фенолоформальдегидных смол, при горячем отверждении эпоксифенольной смолы не происходит выделения побочных продуктов реакции (вода), поэтому не происходит большой усадки связующего и разрушения наполнителя (стеклоткань под действием воды, продукта реакции фенолоформальдегидной смолы). Низкая усадка не приводит к возникновению внутренних напряжений, ухудшающих прочность сцепления связующего с наполнителем, что обеспечивает высокие технические характеристики. Так же отвержденные смесевые композиции обладают несколько более высокой стойкостью к щелочам и несколько меньшей к кислотам, а также к органическим растворителям и воде, по сравнению с отвержденными резольными фенолоформальдегидными смолами. Диэлектрические свойства одновременно улучшаются за счет отсутствия в слоистом пластике побочных низкомолекулярных продуктов.
Наполнитель
Приготовление препрега
Стеклоткани пропитывают на вертикальных пропиточных машинах.При пропитке происходит равномерное насыщение стеклоткани связующим (необходимо вытеснить находящийся в порах наполнителя воздух и заменить его связующим с последующим его отжимом для установления требуемого содержания)
При прохождении полотна через сушильную камеру происходит два процесса: испарение растворителя и химическое отверждение смолы. Когда пропитанное полотно поступает в сушильную камеру, температура поддерживается вначале несколько ниже температуры кипения растворителя, а затем постепенно повышается. Слишком быстрое испарение может вызвать нежелательные явления на поверхности наполнителя (образование кратеров, вздутий и т.д.). Когда полотно при прохождении камеры достигает зоны с температурой равной температуре кипения растворителя, последний должен уже быть в основном удален из пленки смолы. Температура в сушильной камере регулируется таким образом, чтобы в конце сушки состояние смолы было близко к точке желатинизации (стадия Б). Затем стеклоткань попадает в охлаждаемую зону пропиточной машины. Охлажденный препрег поступает на узел резки, который нарезает листы заданного размера, после чего листы подвергаются визуальному контролю на отсутствие натеков и посторонних включений. Препрег проходит контроль по показателям, заложенным в нормативной документации (текучесть, количество летучих веществ, содержание смолы, растворимость смолы). Далее препрег направляется на сборку пакетов и прессование.
Прессование
 Для производства стеклотекстолитов применяют этажные прессы с паровым или маслянныи обогревом и рабочим давлением 1600-2000 т.с., и температурой нагревания плит 100-200 °С которые оснащены механизмами групповой загрузки и выгрузки пакетов. Управление режимами прессования по заданной программе осуществляет электронный модуль управления, что позволяет полностью контролировать процесс и экономить ресурсы. Вручную осуществялется составление пакетов из пропитанной стеклоткани и разборка готового стеклопластика.
Для производства стеклотекстолитов применяют этажные прессы с паровым или маслянныи обогревом и рабочим давлением 1600-2000 т.с., и температурой нагревания плит 100-200 °С которые оснащены механизмами групповой загрузки и выгрузки пакетов. Управление режимами прессования по заданной программе осуществляет электронный модуль управления, что позволяет полностью контролировать процесс и экономить ресурсы. Вручную осуществялется составление пакетов из пропитанной стеклоткани и разборка готового стеклопластика.
В зависимости от требуемой толщины будущего стеклотекстолита, из листов препрега набирают навески, затем их взвешивают и собирают в пакеты на специальном пакетировочном столе, чтобы стороны листов были выравнены.
Перед загрузкой в пресс, между навесками с двух сторон прокладывают листы полированной нержавеющей стали, а в месте примыкания к плитам пресса укладывается компенсационная подушка.
Процесс прессования заключается в одновременном воздействии на материал высокого давления и температуры. Под влиянием повышенной температуры связующее, находящееся в пропитанном наполнителе, расплавляется и под давлением более глубоко пропитывает листы наполнителя, образующие пакет, склеивая их друг с другом. В то же время смола, содержащаяся в верхних слоях пакета, равномерно растекается по поверхности материала, образуя блестящую прозрачную пленку. Затем смола отверждается под действием высокой температуры и давления и окончательно скрепляет между собой листы наполнителя. В результате образуется плотный и монолитный лист пластика.
Воздушная прослойка между металлическим прокладочным листом и верхним слоем пропитанного наполнителя выжимается по периметру листа. Растекающаяся по поверхности пластика смола образует прозрачный сплошной слой над верхним слоем наполнителя толщиной 10-15 мкм и более. При этом структура поверхностного слоя полностью отражает структуру поверхности прокладочного листа.
После окончания цикла прессования пресс остывает, его размыкают, пакеты отделяют от прокладочных листов и пленки и отправляют на обработку кромки.
Контроль качества
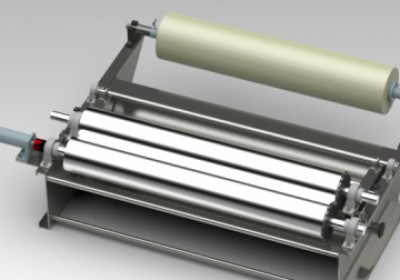
Оборудование для пропитки с пневматическим приводом.НАСТОЛЬНАЯ ПРОПИТОЧНАЯ МАШИН.
Цена: смета
Оборудование для пропитки с пневматическим приводом.НАСТОЛЬНАЯ ПРОПИТОЧНАЯ МАШИНА НПМ-1000 (РОССИЯ).Потребление сжатого воздуха, м3/ч: 50 Необходимое рабочее давление, бар: 6-8 Скорость пропитки, м/мин: 8-20 Ванна для смолы, л: 30 Максимальная ширина ткани, мм: 1200 Пропиточная машина спроектирована для пропитки стеклоткани смолой простым и проверенным методом. Рулон сухого материала устанавливается на стойку размотки, подвижная платформа с отжимным и проводящими валами поднимается, заливается смола в ванночку, материал протягивается через валы, затем платформа опускается. Для удобства чисткиодин из отжимных валов установлен на подвижной платформе. Ванна вмещает до 30 литров смолы и оснащена дренажным отверстием. Ванна для смолы выполнена из нержавеющей стали.Вращательное движение, с одного отжимного вала на другой, передаётся с помощью зубчатых колес. Вращение отжимных валов возможно вручную с помощью рукоятки или автоматически с помощью пневматического двигателя. Обороты пневматического двигателя оператор регулирует вентилем или педалью. Зазор между отжимными валами регулируется с помощью винтов.Чтобы избежать изменения величины зазора в процессе пропитки, установка оснащена запирающими винтами. На выходе пропитанный материал может наматываться на съёмной стойке намотки, может наноситься сразу на плёнку.
ГК Композитные решения
ГК «Композитные решения» выполняет весь спектр работ в области полимерных композиционных материалов (ПКМ): углепластиков, органопластиков и стеклопластиков на основе высокомодульных волокон с термопластичными и термореактивными связующими: Проектирование и производство оборудования для работы с ПКМ. Разработка и производство деталей и узлов из ПКМ, технологической формообразующей оснастки. Инжиниринг, модернизация и автоматизация оборудования,— пусконаладочные работы. Поставки про.



