Разливочные машины металла, конвейеры

Самоходная машина МР02
Самоходная машина МР02 предназначена для разливки анодного серебра в аноды, размером 180Х350 мм. из нескольких печей.

Разливочная машина МР03
Разливочная машина МР03 применяется в цветной металлургии для разливки жидкого металла и кристаллизации его в изложницах в твердые отливки резким охлаждением.

Разливочная машина МР04
Разливочная машина МР04 предназначена для разливки жидкого металла и кристаллизации его в изложницах в твердые отливки резким охлаждением. Изложницы проектируются под отливки по желанию заказчика и могут иметь одну или несколько отливок в изложнице.

Разливочная машина МР06
Разливочная машина МР06 применяется в цветной металлургии для разливки жидкого металла и кристаллизации его в твердые отливки различных конфигураций.

Разливочная машина МР07
Разливочная машина МР07 применяется в металлургии для разливки чугуна в «цильпебсы»

Машина разливочная МР07.2
Машина разливочная МР07.2 предназначена для разливки медных сплавов из ряда индукционных поворотных печей емкостью 3-5 т. по меди.

Машина разливочная МР08.1
Машина разливочная МР08.1 предназначена для разливки цветных металлов в чушку до 15 кг по алюминию из печей емкостью от 3 до 8 тонн

Разливочная машина МР08.2
Разливочная машина МР08.2 предназначена для разливки серого чугуна в чушку 28 кг из вагранок с емкостью копильника до 3,5 т.

Машина разливочная МР08.3
Машина разливочная МР08.3 предназначена для разливки свинца в чушку до 35 кг. из котлов 10-30 тонн.

Разливочная машина МР08.12
Разливочная машина МР08.12 применяется в цветной металлургии для разливки жидкого металла и кристаллизации его в твердые отливки различных конфигураций. Оптимальное использование с печами емкостью от Зт до 8т.

Разливочная машина МР09.1
Разливочная машина МР09.1 предназначена для разливки цветных металлов в чушку до 15 кг. по алюминию из печей емкостью свыше 8т.

Разливочная машина МР09.2
Разливочная машина МР09.2 предназначена для разливки цветных металлов в чушку до 8кг и пирамидку 150-200 г по алюминию из печей емкостью до 15 т

Машина МР09.3
Машина МР09.3 предназначена для разливки пирамидок в отливку типа пирамидку или конус.

Разливочная машина МР09.12
Разливочная машина МР09.12 предназначена для разливки цветных металлов в чушку до 8кг и пирамидку 150-200 г по алюминию из печей емкостью до 15 т

Разливочная машина МР09.15
Конвейер разливочный МР09.15 предназначен для разливки цветных металлов в чушку до 15кг по алюминию из печей емкостью свыше 10т.

Разливочная машина МР10
Машина разливочная МР10 для разливки алюминия от печей вместимостью более 15 тонн.

Разливочная машина КРН01
Разливочная машина КРН01 применяется в цветной металлургии для разливки жидкого металла и кристаллизации его в твердые отливки различных конфигураций. Оптимальное использование с печами емкостью от 2 до З т.

Разливочная машина КР01
Машина разливочная КР01 предназначена для разливки цветных металлов в чушку до 15 кг по алюминию из печей емкостью от 3 до 8 тонн

Разливочная машина КР15
Конвейер разливочный КР15 предназначен для разливки цветных металлов в чушку до 15кг по алюминию из печей емкостью свыше 8т.

Разливочная машина КРМ13
Машина разливочная КРМ13 предназначена для разливки медных сплавов из ряда индукционных поворотных печей емкостью 3т по меди.

Разливочная машина КРНЧ15
Разливочная машина КРНЧ15 предназначена для разливки серого чугуна в чушку 28кг из вагранок с емкостью копильника до 3,5 т

Разливочная машина КРНЧ12
Разливочная машина КРНЧ12 предназначена для разливки серого чугуна в чушку 28кг из вагранок с емкостью копильника до 3,5т.

Чушкоукладчик (Автоматический штабелер)
Чушкоукладчик полностью автоматизирован и предназначен для непрерывной круглосуточной работы по укладке литых чушек различных типов (свинец, алюминий и другие цветные металлы).

Разливочная машина КРН02
Разливочная машина КРН02 Предназначена для разливки жидкого металла и кристаллизации его в изложницах в твердые отливки резким охлаждением. Изложницы проектируются под отливки по желанию заказчика и могут иметь одну или несколько отливок в изложнице.

Разливочная машина КРН10
Разливочная машина КРН10 применяется в цветной металлургии для разливки жидкого металла и кристаллизации его в изложницах в твердые отливки резким охлаждением.

Разливочная машина МРЧ1.7
Разливочная машина МРЧ1.7 применяется в металлургии для разливки чугуна в «цильпебсы»
Copyright © Your Website 2018
Копирование и распространение информации сайта без письменного разрешения правообладателя преследуются в соответствии с законодательством РФ.
Хотите сделать заказ или появились вопросы о продукции?
Напишите и мы обязательно Вам ответим!
Разливочные машины
Кантовальное устройство
Кантовальное устройство (рис. 6.8) состоит из электрической лебедки, тележки, блоков и подвески крюка.
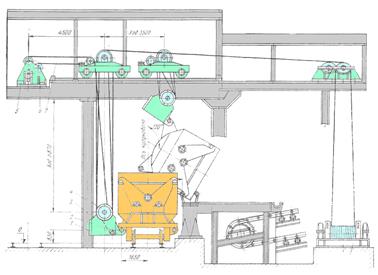
Рис. 6.8. Кантовальное устройство для ковшей вместимостью 100 и 140 т
Разливочные машины предназначена для разливки жидкого чугуна в чушки и погрузки чушек на железнодорожные платформы или полувагоны. На машинах разливают весь выплавляемый в доменных цехах литейный чугун и частично передельный.
На рис. 6.6 представлена двухленточная разливочная машина.
Разливочная машина состоит из трех основных отделений: 1 –чугуновозных ковшей; 11 – галереи для конвейеров; 111 – разгрузочного. Перед разливкой чугуновоз устанавливают против стенда 1 таким образом, чтобы поперечная ось совпадала с продольной осью конвейеров, по которой установлен разливочный желоб 2. Посредством кантовального устройства 6 производится захват чугуновозного ковша 7 крюком, который вначале кантуется вокруг цапфы ковша на лафете, а затем при соприкосновении его лап с валиком стенда1 относительно этих валиков до полного его опорожнения.
Жидкий чугун из ковша попадает в футеровочный разливочный желоб 2, оканчивающийся двумя (по числу конвейеров) сливными носками, которые направляют струю чугуна в движущиеся наклонно (снизу вверх) изложницы конвейеров 4 и 5, приводы 13 и 14 которых расположены на разгрузочной стороне машины. Наполненные чугуном изложницы при движении охлаждаются водой, поступающей из смонтированных над конвейерами вдоль оси машины труб 8 с брызгалами. В верхней, разгрузочной части конвейеров происходит опрокидывание изложниц и затвердевший чугун в виде чушек вываливается из них и по желобам погрузочных устройств 11 и 12 направляется в металлические железнодорожные платформы, которые по мере заполнения передвигаются в направлении, перпендикулярном продольной оси машины.
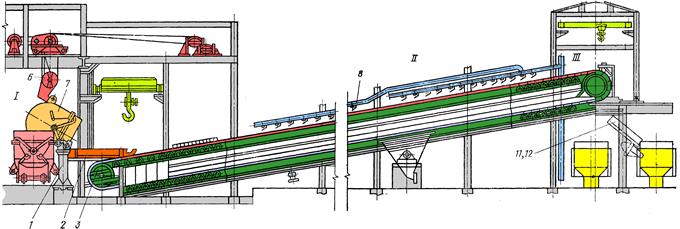
Рис. 6.6. Двухленточная разливочная машина
В месте погрузки чушек они поливаются водой для окончательного охлаждения и предохранения платформ от перегревания. Порожние изложницы в опрокинутом положении вместе с нижними ветвями конвейеров движутся сверху вниз к заливочной части машины. Посредством установленных под конвейерами опрыскивателей 9 и 10 верхняя, рабочая, поверхность изложниц покрывается известковым раствором, который предохраняет изложницы от приваривания к ним чугуна, Нижние неприводные звездочки имеют винтовое натяжное устройство 3. Отвод от стенда и подача к нему чугуновозов осуществляются специальным маневровым устройством.
Каждый из конвейеров машины состоит из приводной станции, натяжной станции, роликов, а также цепи с изложницами. В состав приводной станции входят две стойки с подшипниками качения, смонтированные в подшипниках вал и две неподвижно насаженные на вал приводные звездочки, отлитые из стали. Основными элементами натяжной станции являются две направляющие, смонтированные в них ползуны с подшипниками качения, вал с двумя стальными звездочками, два винта-тяги с гайками и пружинами. Одна из звездочек сидит на валу неподвижно, а другая – свободно на втулках, что позволяет компенсировать неравномерность износа и вытяжки цепей конвейера (рис. 6.7) – двухрядная. Звенья (пластины) 1 каждого ряда цепи шарнирно соединены между собой втулками 3. Соединение цепей обоих рядов выполнено с помощью валиков 2. Каждое звено имеет полки 4 для крепления к нему болтами двух изложниц 5. Втулка 5, отлитая из износостойкой марганцовистой стали, зафиксирована от поворота относительно одного звена цепи, а в другом, сопрягающемся с ним звене, имеется застопоренное шпонкой кольцо 6 из такой же стали, которое при огибании цепью звездочек проворачивается относительно втулки 3. Этим предохраняются от износа звенья цепи.
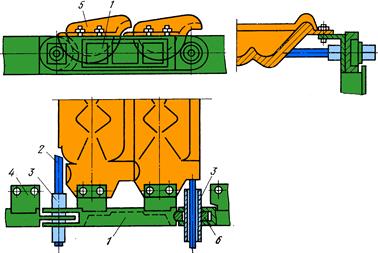
Рис. 6.7. Звено цепи конвейера разливочной машины
Изложницы являются важными элементами машины, определяющими размеры, конфигурацию и массу чушек. Форма изложницы должна способствовать легкому отделению чушки. С этой же целью внутренняя поверхность ее должна быть возможно более гладкой. Состояние этой поверхности влияет на качество и товарный вид чушки.
В зависимости от требуемого развеса чушек их выполняют одноместными для получения одной чушки, или двухместными для получения двух чушек. Изложницы отливают с одним или с двумя разделительными гребнями на внутренней поверхности для создания соответствующих пережимов тела чушки.
Принятая конфигурация изложниц исключает переполнение их чугуном при работе машины, так как задний борт впереди идущей изложницы перекрывает передний борт изложницы, идущей вслед за ней. Превышение допустимого горизонтального уровня чугуна в изложнице исключено возможностью перетекания его в следующую, ниже расположенную изложницу.
Стойкость изложниц оказывает существенное влияние на технико-экономические показатели работы разливочных машин. Оценивают стойкость изложниц расходом их в килограммах на 1 т разлитого чугуна. Стойкость изложниц зависит от многих факторов. Решающими из них при прочих равных условиях являются материал и конструкция изложниц, а также качество их опрыскивания.
Раньше изложницы отливали только из чугуна (в основном из серого чугуна марок СЧ15-32, СЧ18-36 и др.). Однако из-за малой стойкости чугунных изложниц перешли к отливке изложниц из стали. Это существенно повысило их стойкость и увеличило надежность работы машин. Вместе с тем, и в настоящее время на ряде ‘заводов применяют чугунные изложницы. Это объясняется меньшей стоимостью чугунного литья и тем, что при таком исполнении легче получить гладкую внутреннюю поверхность изложниц. Для увеличения стойкости этих изложниц предложено изготовлять их из чугуна перлитной структуры.
Практика показывает, что наибольшей стойкостью обладают стальные изложницы. Наименьший расход их достигает 0,25 кг/т, что примерно в два раза меньше лучших показателей работы чугунных изложниц. Заслуживают внимания предложения об изготовлении стальных изложниц методом штамповки. Штампованные изложницы были опробованы в работе и показали весьма высокую стойкость.

Приводы конвейеров отличаются один от другого только схемой сборки редуктора. Каждый привод состоит из несущей рамы и смонтированных на ней электродвигателя переменного тока, цилиндрического четырехступенчатого редуктора, соединенного с двигателем эластичной муфтой, и зубчатой муфты, связывающей тихоходный вал редуктора с валом приводных звездочек. Валы редуктора смонтированы на подшипниках качения и благодаря применению шевронных передач разгружены от осевых усилий.
Система централизованной густой смазки (с автоматической смазочной станцией) обслуживает подшипники валов и осей привода и роликов конвейеров, опрыскивателей, приспособлений для выбивки чушек, валов и направляющих натяжных станций конвейеров. Редукторы приводов конвейеров и лебедок для перекидки желобов имеют жидкую картерную смазку. Шарнирные сочленения звеньев конвейерных цепей работают в условиях сухого трения.
Техническая характеристика двухленточной разливочной машины для ковшей вместимостью 100 и 140 т
Материал изложниц……………………………………Сталь 25Л
Масса чушек, кг…………………………………………18; 23; 45
Скорость движения, м/мин………………………………….11,3
Мощность электродвигателя привода, кВт…………………28,
Производительность (т/ч) при массе чушки (двух чушек), кг.:
Для кантования чугуновозных ковшей применяют: кантовальную тележку типа передвижной лебедки; кантовальное устройство, содержащее стационарную кантовальную лебедку
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Оборудование для разливки чугуна
Товарный чугун в твердом виде можно получать двумя способами: разливкой в чушки и грануляцией. Разливка в чушки является основным способом получения товарного чугуна и осуществляется на разливочных машинах, устанавливаемых в специальных разливочных отделениях доменного цеха.
В комплекс разливочного отделения (рис. 34) входят параллельно расположенные здание 1 разливки чугуна и эстакада 10 погрузки готовых чушек, соединенные в поперечном направлении наклонными галереями 15, в которых размещены разливочные машины 14. В здании разливки рядом с железнодорожным путем (по нему доставляют чугун в чугуновозах 4) установлены стенды 5 для опирания ковшей при сливе чугуна, заливочные желоба 5, кантовальные устройства 2 ковшей с крюками 3 и лебедка (на схеме не показана) для подтягивания чугуновозов к разливочным машинам. В разгрузочной части машины установлены чушковы-бивное устройство 11, перекидной желоб 12 для погрузки чушек на платформы или в полувагоны, а на некоторых заводах —специальное роторное устройство для охлаждения чушек. Для перемещения загруженных чушками платформ устанавливают маневровые устройства с лебедками, аналогичные тем, которые используются для подачи чугуновозов к разливочным стендам.
Разливочные машины применяют конвейерного (ленточного) типа в основном с двумя параллельно расположенными наклонными (под углом 10° к горизонту) конвейерами. Конвейер содержит две бесконечные цепи 23 с закрепленными на них корытообразными изложницами — мульдами 24. Существует два типа конвейеров: в одном из них звенья цепей перемещаются по стационарным опорным роликам 9, в другом — звенья перемещаются вместе с роликами, причем смежные звенья цепей шарнирно сопрягаются на осях роликов. Первый вариант считается более предпочтительным вследствие лучших условий эксплуатации и смазки роликов.
Головная (разгрузочная) часть машины является приводной. На вал 21, опирающийся на две подшипниковые опоры 20, насажены две звездочки 22. Привод осуществляется от электродвигателя 16 переменного тока через упругую муфту 17, четырехступенчатый редуктор 18 и зубчатую муфту 19.
В хвостовой части машины расположены две насаженные на вал холостые звездочки 6 (одна из них посажена свободно с целью компенсации неравномерности, износа в шарнирах цепей). Вал опирается на подшипники качения 25, смонтированные в ползунах 7 натяжного устройства. Ползуны снабжены винтами-тягами 26 с гайками 28 и пружинами 27 для периодической подтяжки цепей.

Рис. 34. Установка разливочной машины.
Каждое звено цепи 2 (рис. 95, а) имеет по концам проушины, одна из которых утонена, а другая выполнена в виде вилки, так чтопри шарнирном сочлинении звеньев утонение одного звена входит в вилку другого, а в проушины вставляются втулки 5. Соединение цепей в ряды выполнено с помощью валиков 4, проходящих внутри втулок. Каждое звено имеет две полки 1 для крепления двух мульд 3.
Мульды являются весьма ответственными сменными элементами разливочной машины. Они работают в очень тяжелых температурных режимах, характеризующихся чередованием быстрого нагревания при заливке чугуна с резким остыванием при поливке чушек водой. Мульды отливают из чугуна ваграночной или доменной плавки (в последнем случае его обрабатывают магнием для снижения содержания серы) и из стали, а также штампуют из низкоуглеродистой листовой стали. Чугунные и штампованные стальные мульды имеют более гладкую внутреннюю поверхность, что важно с точки зрения меньшей привариваемости чушек и более низкого расхода известкового раствора в процессе опрыскивания мульд. Мульды снабжаются одним или двумя внутренними разделительными гребнями для создания пережимов на чушках. Мульды могут быть одно- и двухместными для получения чушек массой соответственно 45,2×23 и 2×18 кг. Конфигурация мульд такова, что на рабочей ветви конвейера задний борт впереди идущей мульды перекрывает передний борт следом идущей мульды и чугун при переполнении мульды перетекает в расположенную ниже. Стойкость мульд определяется расходом их в килограммах на 1 т различного чугуна и составляет от 1 до 0,25 кг/т.
Опрыскиватель (см. поз. 13 рис. 94, а)предназначен для покрытия внутренней поверхности мульд известковым раствором с целью исключения приваривания к ним чушек, чушковыбивное устройство (рис. 95, б) применяют для обеспечения отделения чушек от изложниц из-за возможного приваривания чугуна к ним. В подшипниках 1 свободно поворачивается вал 2 с жестко прикрепленными к нему рычагом 3 с роликом 4 и двумя захватами 5. На валу свободно посажены два различных по длине ударных рычага 6 с билами 7 на концах. На приводном валу конвейера жестко установлена кулачковая звездочка 8, которая вращается при работе машины. При наличии контакта между кулачком звездочки, с роликом 4 рычаг 3 поворачивается, благодаря чему захваты 5 поднимают ударные рычаги 6. После выхода кулачков из контакта с роликами 4 ударные рычаги 6 падают и билами 7 ударяют по чушкам. Выпавшие чушки с помощью перекидного желоба направляются на платформы, расположенные на параллельных железнодорожных путях погрузочной эстакады, и далее на склад чугуна.
Для кантования чугуновозных ковшей у разливочных машин в настоящее время применяют передвижную (на тележке) или стационарную кантовальную лебедку, работающую в комплексе с автоматически передвигающейся тележкой для установки верхней обоймы блоков грузового полиспаста. К устройствам для кантования чугуновозных ковшей предъявляют следующие основные требования: скорость наклона ковша должна плавно регулироваться для «согласования» количества сливаемого из ковша чугуна с производительностью разливочной машины; скорость возврата (после слива чугуна) порожнего ковша должна значительно (в 10—15 раз) превышать скорость кантования ковша при сливе чугуна с целью сокращения времени (цикла) разливки; канаты кантовального устройства в процессе наклона ковша должны незначительно (не более 4—5°) отклоняться от вертикали.
Барабан 1 стационарной кантовальной лебедки (рис. 96 ) вращается от электродвигателя постоянного тока (с регулированием скорости по системе генератор — двигатель) через два симметрично расположенных относительно барабана редуктора и две цилиндрические передачи. Каждая из двух ниток грузового каната 12, сходящих с барабана, огибает три блока 11 верхней обоймы (установленной на тележке) и три блока 3 нижней обоймы и закрепляется на тележке. Канат 4 передвижения тележки (уравнительный канат) двумя концами закрепляется на нижней обойме крюка, огибает спаренные блоки 10 тележки, спаренные блоки 8, 6, 5 неподвижной стойки 7 и охватывает (в виде петли) горизонтальный уравнительный блок 9, расположенный на тележке.
По мере кантования ковша крюк 2 с грузом (груз применяется для утяжеления нижней обоймы с целью создания возможности опускания крюка без нагрузки) поднимается, уравнительный канат ослабляется и тележка под действием грузового каната перемещается в сторону разливочной машины. К преимуществам рассмотренной конструкции стационарной лебедки относятся возможность регулировки скорости кантования при простой механической части, простота ограничения угла наклона канатов полиспаста, перенос лебедки из зоны высоких температур на уровень пола разливочного отделения и связанное с этим удобство ее обслуживания.


Рис. 95. Узлы разливочной машины:
а — секция конвейера с мульдами; б — схема чушковыбивного устройства.

Рис. 96. Кантовальное устройство разливочной машины.
1. Гребенник В.М., Демьянец Л.А. и др. Механическое оборудование фабрик окускования и доменных цехов.-К.: Высшая школа. Главное издательство, 1985.-312с.
2. Якушев А.М. Проектирование сталеплавильных и доменных цехов.-М.: Металлургия, 1984.-216с.
3. Целиков А.И., Полухин П.И., Гребенник В.М. и др. Машины и агрегаты металлургических заводов: Учебник для вузов.-в трёх томах. М.: Металлургия,1987.-440с., 1988.-432с.,1988.-680с.
4. Усачов В.П. Технологічні лінії та комплекси металургійних цехів.- у двух частинах.- ч.2.- Технологічні основи компоновки ліній металлургійних виробництв: Підручник для вузів.-К.: ІСДО, 1994.-416с.
5. Королёв А.А. Механическое оборудование прокатных и трубных цехов: Учебник для вузов.-М.: Металлургия, 1987. – 480с.
6. Друян В.М., Зинченко А.С., Каплан С.В. и др. Проэктирование прокатных и трубных цехов.- Киев; Донецк: Высшая школа. Главное издательство, 1985.-319с.
8. Левин В.З., Седуш В.Я., Мачикин В.М. и др. Механическое оборудование сталеплавильных цехов.- Киев; Донецк: Высшая школа. Главное издательство, 1985.-165с.



