Способы восстановления деталей
Любой механизм изнашивается как в процессе эксплуатации, так и без неё – примером служит коррозионный износ. Для восстановления его исправности и работоспособности проводят комплекс операций, называемый ремонтом. Сегодня существуют разные способы восстановления деталей. Металлообработка — один из способов решения.
Виды способов восстановления изношенных деталей
Выделяют две группы основных способов восстановления изношенных деталей:
1. Слесарно-механический (индивидуальной подгонки);
2. Восстановление первоначальных размеров или устранения дефектов без замены поврежденных деталей методами:
Слесарно-механический способ восстановления
Особенностью данного способа является восстановление формы и взаимного расположения поверхностей без воссоздания первоначальных размеров.
Поставленные цели достигаются двумя путями:
Например, при механическом способе восстановлении деталей автомобильного двигателя блок цилиндров и коленчатый вал обрабатываются до ближайшего ремонтного размера, а сопряженные – поршни, поршневые кольца, вкладыши – заменяются на новые. Ремонтные размеры устанавливает завод-изготовитель. Он же, как правило, выпускает сменные изделия.
При слесарно-механическом способе восстановления деталей выделяют такие операции:
Восстановление способом наплавки и сваркой

Восстановление деталей сваркой и наплавкой относится к самым распространённым методам.
При наплавке последовательно выполняются следующие операции.
Обработка изношенной поверхности, целью которой является удаление пограничного слоя наплавленного металла из зоны обработки.
Наплавка поверхности с припуском, достаточным для дальнейшей обработки.
Обработка наплавленной поверхности в соответствии с требованием чертежа.
Виды наплавки цилиндрических поверхностей
В случаях, когда износ механизма превышает нормы, установленные заводом изготовителем, может использоваться другой вариант.
Удаление повреждённой части механическим путем.
Изготовление нового изделия и приваривание его на место удалённого.
Термическая обработка (при необходимости).
Окончательная механическая обработка.
Сварка широко используется при ремонте корпусных деталей, в которых образовались трещины. Технологический процесс включает в себя несколько операций:
Подготовка трещины к заварке:
Пластическое деформирование восстанавливаемых деталей
Восстановление деталей способом пластического деформирования заключается в воссоздании их формы и размеров за счёт перераспределения металла под воздействием нагрузки, приложенной в определенном месте и в определенном направлении.
Изделия из низкоуглеродистых сталей (менее 0,3% углерода) и цветные сплавы реставрируют без подогрева. Средне- и высокоуглеродистые стали подогревают до температуры, определяемой по формуле:
Тнагрева=(0,70,9)Тплавления
Основные виды пластического деформирования:
Электрохимические способы реставрации деталей
Для восстановления деталей путём нанесения металлических покрытий применяется гальванический способ, с помощью которого наносят:
Хромовые и никелевые покрытия имеют толщину 0,25 – 0,3 мм, железные 2 – 3 мм и более. Железнение по своим параметрам приближается к наплавке, однако, обеспечивает относительно невысокую твёрдость. Существуют гладкие или пористые покрытия, применяемые для подвижных и неподвижных соединений.
Покрытие неметаллами

Сущность данного способа состоит:
По сравнение с гальванизацией, нанесение неметаллических покрытий имеет ряд преимуществ:
Вместе с тем, подобные покрытия заметно уступают металлам в износостойкости и долговечности.
Пайка изношенных деталей
Используется в основном при восстановлении или ремонте тонкостенных изделий, изготовленных из разнородных материалов, для устранения дефектов сварных швов и сборке схем электрооборудования.
Порядок технологических операций при пайке:
При всём разнообразии способов восстановления деталей стоит учесть, какие металлические конструкции будут подвергаться восстановлению. Исходя из этого выбор варианта осуществляется на основании комплекса задач, которые необходимо решить в конкретном случае. Это экономические параметры, распространенность или уникальность восстанавливаемого изделия, наличие оборудования и материалов, и, в итоге, целесообразность проведения ремонта.
Мы надежная компания, в основе деятельности которой – правила честной конкуренции и жесткого контроля качества услуг.
Ремонт деталей автомобиля слесарными методами
К слесарно-механическим способам относится восстановление деталей методом ремонтных размеров и применением дополнительных деталей. Сущность метода ремонтных размеров заключается в том, что изношенной поверхности одной из сопрягаемых деталей, обычно более сложной и дорогой, придается правильная геометрическая форма и требуемый чертежом класс шероховатости. Первоначальный размер при этом изменится: он станет меньшим (для шейки вала) или большим (для отверстия). Вторую деталь, сопряженную с первой, обычно менее сложную, заменяют новой или восстановленной с измененными размерами. Сопряжению возвращается первоначальная посадка, но сопрягаемые поверхности будут иметь при этом размеры, отличные от номинальных.
Ремонтные размеры делятся на категорийные и пригоночные. При применении категорийных ремонтных размеров шейка вала подвергается механической обработке до заранее установленного определенного размера и сопрягается с вкладышем, изготовленным под этот размер шейки вала, чем исключается необходимость в выполнении подгоночных работ.
При обработке под пригоночный размер с изношенной поверхности детали удаляют слой металла, необходимый для придания этой поверхности правильной геометрической формы. Сопрягаемая деталь после этого изготовляется «по месту». Наименьшая потеря металла увеличивает срок ее службы по сравнению с деталью, восстановленной на категорийный ремонтный размер, но при этом деталь теряет взаимозаменяемость. Поэтому категорийные ремонтные размеры предпочтительнее, так как сохранение взаимозаменяемости деталей сокращает продолжительность и снижает стоимость ремонта. Категорийные ремонтные размеры применяют при восстановлении шеек коленчатых валов, цилиндров блока двигателей, пальцев поршней и многих других деталей. Пригоночные ремонтные размеры применяют лишь в единичном ремонтном производстве.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Последний ремонтный размер устанавливают в пределах, обеспечивающих сохранение прочности детали и требуемой глубины упрочненного поверхностного слоя металла.
Метод дополнительных деталей (компенсаторов) применяется для деталей сложной формы с большим числом рабочих поверхностей, когда износу или повреждению подвержена не вся деталь, а лишь часть ее. В этом случае изношенный или поврежденный элемент детали удаляют, а вместо него устанавливают дополнительную деталь (компенсатор), в результате чего восстанавливается первоначальная форма и размер детали.
В качестве компенсаторов используют втулки, гильзы, стаканы, кольца, диски, зубчатые вставки и другие детали, которые, как правило, изготовляют из того же материала, что и восстанавливаемая деталь. Для чугунных деталей втулки могут быть изготовлены из стали. Наименьшая толщина стенки компенсатора 2,5—3 мм.
Рис. 41. Схема определения ремонтных размеров
Рис. 42. Восстановление деталей с помощью компенсаторов
При сопряжении основной и дополнительной деталей с зазором рабочей поверхности последней придается чертежный размер и шероховатость, что исключает необходимость в последующей механической обработке.
Механическая обработка деталей и изделий (мехобработка, обработка металла, металлообработка). Слесарно-механическое восстановление
Московский литейно-механический завод ООО «НТЦ-БУЛАТ» производит механическую обработку металлических изделий и деталей (мехобработку, обработку металла, металлообработку) из любых сплавов на заказ в Москве. Читать подробнее.
Определение
Сфера применения
Типы слесарно-механического восстановления изделий и деталей
Слесарно-механическое восстановление изделий и деталей – комплекс процедур той или иной сложности, направленный на восстановление правильной геометрической формы изделия и детали или её поверхностных свойств, а также на обеспечение их первоначальной посадки. При этом, указанные процедуры не требуют дорогостоящего оборудования. Экономическая сообразность метода заключается в низкой себестоимости ремонта, по сравнению с покупкой нового изделия или детали.
Сфера применения
Механической обработкой деталей и изделий и их слесарной обработкой (мехобработкой, обработкой металла, металлообработкой), как правило, восстанавливают изделия и детали с сопрягаемыми плоскими или с цилиндрическими поверхностями. Также восстанавливается функциональность различных технологических отверстий. Применяется, преимущественно, при ремонте деталей автомобилей и станков. Наиболее распространенные проблемы, решаемые при помощи этого метода:

Типы слесарно-механического восстановления изделий и деталей
Простая механическая обработка деталей и изделий из металла, металлообработка изделий и деталей
(слесарная или механическая)
1. Опиливание металла
 Снятие слоя металла напильником.
Снятие слоя металла напильником.
Слесарный метод. Обеспечивает шероховатость поверхности 20 микрометров (0,001 мм, далее – мкм). Применяется в качестве черновой металлообработки, не требующей высокой точности. Основной инструмент – напильник, представляющий собой брусок из стали определенной длины и профиля, у которого на поверхности стоит нарезка.
2. Шабрение

Обработка поверхности специальным инструментом – шабером.
Слесарный метод обработки металла. Суть метода в соскабливании поверхностного слоя металла толщиной в 0,01 мм. Шабрением возможно достичь шероховатости поверхности 0,32 мкм. Операция считается одной из самых сложных и трудоемких, так как она практически не поддается механизации, а ее выполнение требует от исполнителя соответствующих навыков и достаточного опыта работы. Чаще всего, шабрение применяется при ремонте подшипников скольжения и некоторых других деталей компрессора.
3. Притирка пастами

Механическая обработка деталей абразивной пастой.
Механический метод мехобработки. С помощью абразивной пасты снимается очень тонкий слой поверхности металла. В состав такой пасты входит вещество для связки и абразивный порошок, натурального или искусственного происхождения. Метод позволяет получить шероховатость обработанной поверхности 0,01-0,05 мкм. Пастой обрабатывают парные детали, которые необходимо подогнать друг под друга (например, клапан и его седло), и обычные цилиндрические, конические, плоские и фасонные поверхности.
4. Развертывание

Квалитет (степень точности) – совокупность допусков, соответствующих одинаковой степени точности (одному квалитету) для всех номинальных размеров. Квалитет – ступень градации значений допусков системы. Квалитеты 7 и 8 – наиболее используемые для размеров деталей точных ответственных соединений деталей в машиностроении, приборостроении и др. отраслях.
5. Хонингование

Хонингование цилиндров двигателя.
Механический метод обработки металла. Метод, способный дать наибольшую точность при обработке внутренней поверхности. При хонинговании бруски с нанесенной на них алмазной крошкой закрепляют в головке, которая совершает вращательное и возвратно-поступательное движение. Применяется для мехобработки поверхности гильз и цилиндров, нижней головки шатуна и т. д.
Сводная таблица видов простой механичекой обработки металлических изделий и деталей, металлообработки, мехобработки
| Тип работы | Сущность метода | Применяемость | Преимущества/недостатки | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Опиливание металла | ||||||||||||||||||||||
| Шабрение | Соскабливание поверхностного слоя металла специальным инструментом – шабером. | Обеспечение шероховатости поверхности в 0,32 мкм. Чаще всего, применяется при ремонте подшипников скольжения и некоторых других деталей компрессора. | ||||||||||||||||||||
| Притирка пастами | С помощью абразивной пасты снимается очень тонкий слой поверхности металла. | Снятие тончайшего слоя металла со стенок отверстий. Чистовая металлообработка. | • можно в домашних условиях; Бруски с нанесенной на них алмазной крошкой закрепляют в головке, которая совершает вращательное и возвратно-поступательное движение. | Мехобработка поверхности гильз и цилиндров, нижней головки шатуна и т. д. | • наибольшая точность при обработке внутренней поверхности; Комбинированная механическая обработка деталей и изделий из металла, металлообработка изделий и деталей1. ШтифтовкаМетод механической обработки деталей и изделий (металлообработки изделий и деталей) применяется для заделки трещин длиной до 30 см в неответственных (ненагружаемых) частях деталей. Например, в корпусах редукторов или стенах охлаждающей полости блока. Ремонт детали штифтовкой осуществляется, как правило, в случаях, когда по каким-то технологическим причинам невозможно применить сварку, пайку или эпоксидные пасты. Порядок действий
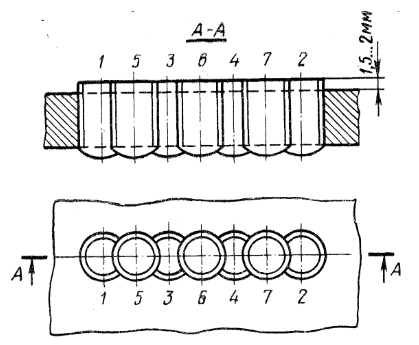
I. Определение границ трещины. II. Просверливание сквозных отверстий по её концам, нарезание в них резьбы и вворачивание туда штифтов (гужонов) №1 и 2. Резьба у штифта должна быть несколько полнее, чем у отверстия, чтобы он вворачивался с некоторым усилием. Рекомендуемая толщина гужона – 5-10 мм, в зависимости от толщины трещины. III. Вставка штифтов №3 и №4 таким же образом на расстоянии 9-10 мм от крайних. IV. Просверливание отверстия между установленными штифтами так, чтобы оно захватило 1/3 части соседних штифтов, и установка гужонов вдоль всей трещины. Они должны выступать над поверхностью металла не более, чем на 1,5-2 мм. V. Расчеканка выступающих концов штифтов и пропайка мягким припоем. Порядок вкручивания штифтов в трещину (нижний рисунок) 2. Восстановление резьбовой поверхностиВосстановить резьбу можно с сохранением исходных размеров отверстия или с его увеличением. Оба метода мехобработки имеют свои достоинства и недостатки. B для обоих методов актуальным является не прорезание новой резьбы, а установка в отверстие спиралевидной вставки. Разновидности метода металлообработки 3. Постановка заплат
Прикрепленная сваркой заплата. Способ обработки металла позволяет избавиться от трещин и пробоин небольшого размера. Заплаты изготавливаются из того же материала, что и сама деталь. Крепиться они могут на винтах, на заклепках, сваркой или на клей. Чуть более сложная разновидность этого же метода – заделка трещин фигурными вставками. Применяется она, как правило, для корпусных деталей – в головках и блоках цилиндров двигателей, картерах коробок передач, задних мостах и т.д. Существует два типа фигурных вставок. Типы фигурных вставок Уплотняющие. Для заделки трещин длиной более 50 мм с обеспечением герметичности как толстостенных, так и тонкостенных деталей. Стягивающие. Для стягивания боковых кромок трещины на толстостенных деталях. 4. Метод ремонтных размеровРегламентируемые. Случай, когда завод-изготовитель предусмотрел возможность механической обработки (мехобработке) деталей до установленного размера и изготовил необходимые детали-напарники. Например, если диаметр цилиндра был увеличен до регламентируемого размера, не составит труда подобрать к нему новый заводской поршень. Нерегламентируемые. С нерегламентируемыми размерами вторая деталь изготавливается на заказ или самостоятельно. 5. Метод дополнительной детали
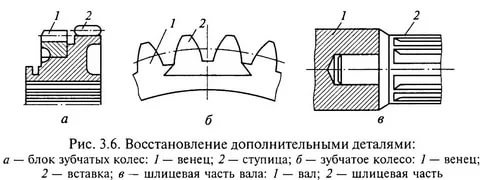
Пример схемы восстановления изделия дополнительными деталями. Метод обработки металла применяется для восстановления работоспособности деталей сложной формы с большим количеством рабочих поверхностей. Суть метода мехобработки в замене поврежденной части детали так называемым компенсатором, который должен восстановить её исходный размер и форму. На изображении выше представлены типичные примеры применения метода для блока зубчатых колес (восстановление венца и ступицы), зубчатого колеса (венец и вставка) и шлицевой части вала (восстановление самого вала и его шлицевой части). В целом можно выделить 2 разновидности метода металлообработки : с помощью компенсатора и пластинирование. Разновидности метода С помощью компенсатора. Компенсаторами, как правило, выступают втулки, гильзы, стаканы, кольца, диски, зубчатые вставки, резьбовые ввертыши и т.д. Как правило, их делают из того же материала, из которого изготовлена исходная деталь. Компенсатору придается исходный чертежный размер заменяемого участка, шероховатость его поверхности и прочие характеристики. Пластинирование. Облицовка рабочих поверхностей тонкими износостойкими легкосменяемыми пластинами. Применяется этот способ для ремонта деталей с интенсивно изнашивающимися поверхностями в виде гладких цилиндрических и конических отверстий, а также плоских поверхностей. Различают износостойкое (ресурсоувеличивающее), восстановительное и регулировочное пластинирование. Сводная таблица видов комбинированной механической обработки деталей и изделий (мехобработки), обработки металла, металлообработки
|