к750 люфт шатунов ремонт коленвала (Страница 1 из 2)
Чтобы отправить ответ, вы должны вход или регистрация
Сообщений [ с 1 по 20 из 21 ]
1↑ Тема от ramiralez 06-04-2020 17:40:11
Тема: к750 люфт шатунов ремонт коленвала
Поперечный люфт шатуна, насколько я знаю, допустим.
А продольный я наблюдаю соток на 50, не меньше.
Я конечно понимаю, что диагноз по видео так себе затея, но всеже:
Внешняя ссылка
Что посоветуете? Искать донора и ремонтировать, если повезет? Или ездить на этом да искать более живой КВ? Китайские пишут совсем поганые.
Отредактировано ramiralez (15-07-2020 16:09:43)
2↑ Ответ от MIX.555 06-04-2020 18:33:23
Re: к750 люфт шатунов ремонт коленвала
Здравствуйте Рамиралез!
Вот здесь есть некоторая информация.
По Уралу в большинстве случаев так и придерживаюсь.
3↑ Ответ от ramiralez 06-04-2020 20:12:47
Re: к750 люфт шатунов ремонт коленвала
Спасибо, темы я эти находил. У меня люфт ближе к 0.5мм. Точнее измерить сейчас не могу, микрометра нет под рукой. Я вот хотел понять, спасет ли при таких люфтах ремонт или можно сразу начинать искать новый. И опять же, сколько можно ездить (в щадящих режимах) с такими люфтами?
Какого-то адского грохота нет, есть металлическое цокание синхронно с выстрелом цилиндра (как мнекажется). Клапана выставлены. пальцы и втулки ВГШ еще попробую заменить.
4↑ Ответ от MIX.555 06-04-2020 22:15:55
Re: к750 люфт шатунов ремонт коленвала
Рамиралез! 0,5мм это уже много.
Если есть в округе мастер который делает валы, то можно обратиться. Как правило это замена подшипников, цапф между блинами, при большем трагизме и замена шатунов. Или приобретение нового вала. По ценам я понимаю, что ремонт стоит как китайский вал.
Дальнейшая эксплуатация приведет к тому, что поршень станет цепляться за щеки коленвала, встречаться с клапанами. Что приведет к ещё большим динамическим нагрузкам, нагреву и разрушению коленвала, поршня, клапанов и головки.
5↑ Ответ от ramiralez 14-07-2020 18:37:33
Re: к750 люфт шатунов ремонт коленвала
Пообщался я с «широко известным в узких кругах» мастером, делает он валы, но за нижнеклапанники берется неохотно и гарантий что выйдет не дает. Ремонт стоит как живой бушный вал. Другое дело что бушный вал надо еще поискать..
Но мне подвезло, и я нашел в соседней области более чем живой вал. Свой пока отложил, может когда-нибудь попробую перепрессовать.
Эх, не хотел я мотор перебирать, но раз уж пошла пьянка, отдал цилиндры в расточку под автотехнологию.
6↑ Ответ от alex147 14-07-2020 22:09:40
Re: к750 люфт шатунов ремонт коленвала
7↑ Ответ от ramiralez 15-07-2020 01:12:53
Re: к750 люфт шатунов ремонт коленвала
Да, да, он широко известен)
делает очень хорошо, вопросов нет. цены тоже адекватные за такую работу.
Но даже он, к сожалению, не всегда может оживить старые валы.
8↑ Ответ от Ветеренар 15-07-2020 14:24:12
Re: к750 люфт шатунов ремонт коленвала
Коленвал: ремонт
В ПРОДАЖЕ НЕТ? И НЕ НАДО
капремонт коленвала оппозита (мото 12/2K стр 72)
Из всех еще как-то передвигающихся мотораритетов особым и всеобщим уважением пользуются нижнеклапанные оппозиты М-72 и К-750. И все благодаря их исключительной надежности, не превзойденной даже самыми современными моделями из Ирбита и Киева. Однако в последнее время у их владельцев появились трудности с покупкой запасных частей, а именно коленвала. Его просто нет в продаже.
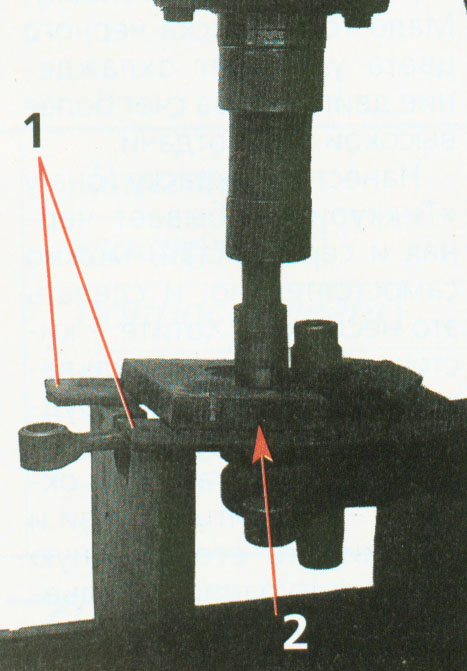
Рис.1. При разборке коленчатого вала;
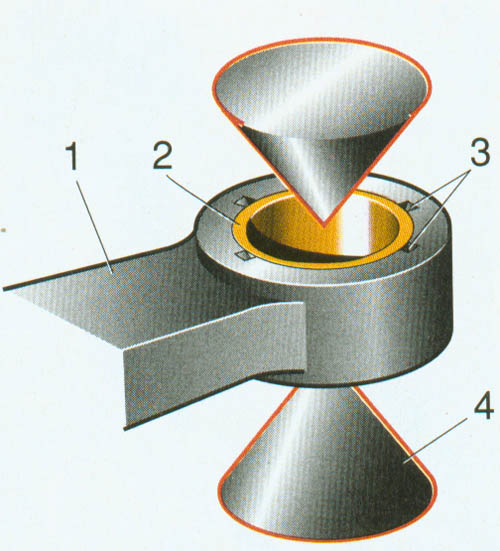
Рис.2. Установка бронзовой втулки;
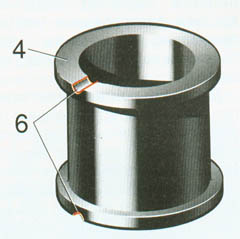
Рис.3. Модернизированная шатунная шейка:
Перед запрессовкой необходимо сделать на одном из торцов втулки заходную фаску. С обеих сторон верхней головки шатуна, чтобы втулка не провернулась при работе двигателя, ножовочным полотном пропилите несколько пазов. Теперь прессуйте саму втулку. Остается развальцевать ее края двумя конусами, зажатыми в тисках, обработать разверткой и
просверлить отверстие для смазки поршневого пальца (рис. 2).
Затем вытачивают две запорные втулки с натягом около 0,05 мм и «нагорячую» запрессовывают на шейке вслед за обоймой подшипника. Для надежности фиксации и обеспечения общей жесткости отремонтированного коленвала торцевую линию сопряжения шейки с запорной втулкой проваривают на обратном токе электросваркой. Чтобы получить надежное сварочное соединение, запорные втулки изготовляют из низколегированных малоуглеродистых сортов стали. Далее наружную поверхность обоймы подшипника и запорной втулки обрабатывают шлифовкой до «родного» диаметра шейки.
При сборке каналы для смазки роликов нижней головки шатуна должны «смотреть» в сторону, обращенную от оси вращения вала. В противном случае эффект центробежной смазки ухудшится или его вообще не будет.
Ресурс восстановленного таким образом вала в несколько раз выше, чем у нового. Сказывается применение для поверхностей качения нижней головки шатуна подшипниковой стали, а не обычной конструкционной, улучшенной цементацией.
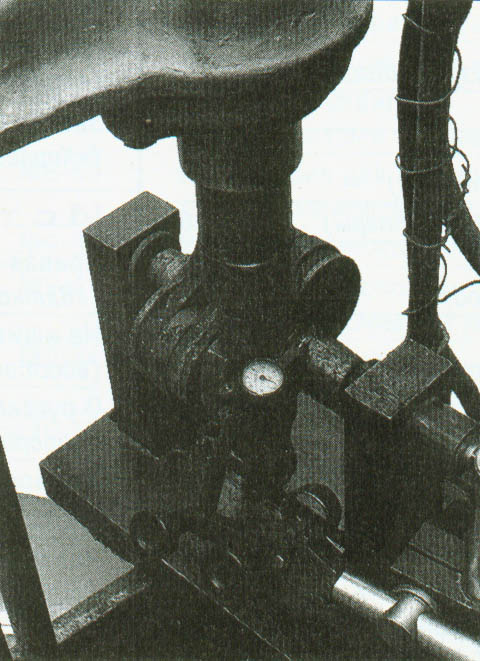
Рис. 4. Центровка вала при помощи гидравлического пресса (заменяет медные молотки) в мощных центрах.
текст, фото: Андрей Лященко, рисунки: Олег Воеводов
Проблема с коленвалом на К-750
Здравствуйте опозитчики! Появилась проблема с двигателем, у меня давно дедовский К-750 как достался он мне ничего ему не делал очень долго его мучил как мог но пришло время и решил я его отремонтировать зимой пока было время. Поменял распредвал с втулкой, клапана поставил от Т-40 новые пружины клапанов, кольца поменял на удивление кольца стали с идеальным зазором, все подшипники разумеется, коленвал не трогал хоть люфт шатунов присутствовал но решил не менять, поменял сцепление и перебрал коробку поменяв все подшипники и сальники, купил покрышку как у кроса. Собрал отрегулировал пару раз проехался а потом услышал неприятный звук в двигателе который закончился клином, двигатель перестал проворачиваться. Разобрав увидел что маховик трет об картер, достав коленвал увидел что его развернуло на одной из запрессованных втулок произошло смещение соответственно он раз балансировался и его клинило на подшипниках. Грешил на его усталость и на то что может быть мы когда зажимали маховик держали за шатун что и привело к смещению но точно не скажу не помню. Друзья подарили колено с таким же люфтом но еще целый решив что он еще походит я его поставил собрал и тут у меня происходит та же история характерный звук и опять заклинил двигатель не знаю что уже думать и на что грешить. Предположение есть что раньше были подгулявшие кольца, сцепление которое при нагрузке буксовало тем самым смягчая нагрузку на колено ну и лысая покрышка которая просто шлифовала поверхность, теперь все изменилось компрессия на мой взгляд серьезно увеличилась и из-за увеличения сцепления с покрытием увеличилась нагрузка на колено что приводит к тому что он проворачивается на втулке. Но мне в это слабо верится потому как все ездят на этих покрышка и дают хорошую нагрузку и все при этом хорошо работает, может какие другие узлы приводят к этой поломке не пойму. Может взять другое колено и заварить эту втулку там походу всего нужно в одном месте это сделать. У КОГО КАКИЕ СООБРАЖЕНИЯ БУДУ ОЧЕНЬ ПРИЗНАТЕЛЕН дорог он мне как память дай погонять охата)))
Переименуй тему со смыслом, а то удалят.
Набор слов какой-то. Тебя в школе запятые ставить не учили? Даже читать не стал.
Лови за знаки препинания и, немного, за грамматику 
За науку спасибо, попытаюсь быть более внимательным, обязуюсь повторить школьную программу!) А кардан не долетел поэтому прошу прислать мне его по почте думаю он мне пригодится))
По поводу подшипников которые приработались под один угол я бы понял на одном коленвале но с другим что не так, по поводу кривых и косых подшипников таких еще не встречал, при установке колена все крутится отлично без каких либо вопросов, были бы они кривые косые сразу бы тер маховик, а он при установку идеально стоит, по поводу крышки скажу что первый раз собирал на родной крышке, когда заклинил разобрал и увидел что сальник там допотопный какая то набивка через которую шуровали картерные газы поэтому заменил на новую ураловскую с толковым сальником. Стать криво она не может там все очень плотно и многими болтами поджимается опять же скажу что маховик стает идеально а значит никаких перекосов нет.
Подшипники не разбиты, ничего не стало и стать не могло я и километра не успел проехать. Скажу еще по поводу подшипников что до ремонта он у меня отлично работал, бывало что-то гаркало но работал на ура когда я разобрал увидел абсолютно убитые подшипники на коленвале и при этом он работал. Могу сказать что в переднее посадочное место подшипник встает очень легко без каких либо усилий но люфта там нет.
У меня есть возможность перепресовать коленвал!
Ремонт коленвала мотоцикла к 750

Здравствуйте, господа! Данный материал посвящен ремонту силового агрегата тяжелого мотоцикла К750. Отечественные мотоциклы советского периода все реже можно встретить на улицах поселков и, тем более, городов. Увидеть сохранившийся экземпляр в заводской комплектации — большая удача, так как подавляющее большинство беспощадно переделывается владельцами на свой вкус и требования.


Каждая выпускавшаяся модель киевского и ирбитского заводов имела ряд недоработок и технических изъян. Естественно, все недочеты можно было бы исправить еще до конвейера, но, как показывает практика, заводчане взвалили эти хлопоты на плечи потребителя.Несправедливо обвинять рабочих и инженеров, поскольку основной камень преткновения на пути развития отечественной мотопромышленности — недальновидность управляющего аппарата. Да и не было никогда производство и развитие мототехники приоритетным направлением.
Сегодня интернет ресурсы обладают достаточно качественной и систематизированной информацией о ремонте и эксплуатации тяжелых мотоциклов.Это показывает потенциальный интерес разных возрастных категорий к наследию нашей мотоиндустрии.

С нашими оппозитами есть где расгуляться как техноманьяку, так и не очень искушенному мотовладецьцу. Здесь всегда найдется место, куда необходимо приложить руки. Большая часть вмешательств принадлежит мотору. В них дорабатывается почти все, что можно. Если речь идет о ходовой части, то путь усовершенствования довольно прост: замена устаревших и громоздких деталей на более качественные от иномарок.
Однако, существует отдельная каста людей, именуемых как “любители старины” и так называемого оригинала. При восстановлении техники они по долгу выискивают штатные детали, сверяют серийные номера и соблюдают рекомендации, приведенные в таблицах по ремонту. Детали, испорченные эксплуатацией или временем и не подлежащие к дальнейшему использованию, замещают новодельными хорошего качества.
Несколько лет назад мы имели отношение к ремонту и доработке оппозитных мотоциклов. В 99% это были верхнеклапанные КМЗ.
Поступившее предложение отремонтировать двигатель мотоцикла, подлежащего реставрации, восприняли с интересом, но перед принятием решения взяли паузу для изучения мат. части и сложности предстоящего процесса.

Прикинув временные рамки на реализацию проекта и доступные выходы на производственные мощности, взялись за работу.
При схожей конструкции и схеме расположения цилиндров, двигатель К 750 имеет ряд существенных отличий, которые усложняют ремонт. Разницу составляет конструкция коленвала (КВ), система смазки, привод насоса, а также схема расположения и привода клапанов.
Двигатель приехал курьерской службой уже в разобранном состоянии. Забегая наперед скажу, что для подбора запасных частей был куплен еще один.
Начали с осмотра и чистки картера.Проверили состояние посадочных подшипников и прошлись метчиками по резьбах. После промера индикатором-нутромером стало понятно, что проблем более, чем достаточно.Изношенными оказались посадочные для переднего подшипника распредвала и обоймы переднего подшипника коленвала(ОППК).На купленном для разборки агрегате оказались те же дефекты. Позже мы обмерили еще несколько картеров и можно смело утверждать, что проблема износа посадки данной обоймы для нижнеклапанного мотора повсеместна.
Так как блок номерной и вписан в ПТС, решили его восстановить.На координатно-расточном станке фрезеровали оба отверстия до необходимой геометрии.В гальваническом цехе внешнее кольцо ОППК хромировали с подальшей шлифовкой в размер для посадки в картер с натягом. Изготовив необходимую обвязку для герметизации внутренней части шарикоподшипника РВ, хромировали и шлифовали его внешнюю обойму.Таким образом передние опоры валов имеют необходимый натяг при монтаже.

Изношенную втулку задней опоры РВ заменили на новую.Заводская изготовлена из металлокерамики, как и та, что устанавливается на ось шестерни привода маслонасоса. Вместо них выточили детали из бронзового сплава и просверлили отверстия для подачи масла к трущимся поверхностям.
Убедившись, что с посадкой заднего корпуса подшипника коленвала все в порядке, проточили установочное место для войлочного набивки под двубортый сальник.
Далее на картере убрали неровности привалочных плоскостейей и герметизировали масляные магистрали.Заглушив предварительно отверстия подачи масла на уровне КВ, оба картера дали свищи на стыке со стальными трубками.При нагреве двигателя, маслопотеря в этих местах более существенная.
Штатный масляный насос не стали даже мыть, а просто заменили его ураловским.Оба насоса практически идентичны и имеют отличие по производительности в пользу последнего.Нам он достался новым, но вопросы по нему были.После проверки зазоров в сопряжении ведущего вала с корпусом и в шестернях, решили установить именно его.

Распределительный вал также удалось приобрести с минимальным износом.
Отдельную главу занимают восстановительные работы по кривошипному механизму.Так как КВ имеет прессованную конструкцию, его ремонт возможен лишь на производстве располагающим оборудованием по термообработке и шлифовке.Как правило, одного КВ и демонтированных с него деталей не достаточно для обратной сборки конструкции. Нередки случаи “гаражного” ремонта, после которого на передней и задней цапфе остаются повреждения.Каждый второй шатун кривой с завода либо получил деформацию в процессе работы, а также износ поверхности для роликов.Так, из одного КВ мы взяли переднюю цапфу и шатуны, а с другого — заднюю. После изготовления новых пальцев нижней головки шатуна, подбора подшипников, правки шатунов с заменой и разверткой втулок, собрали его.Произвели замеры биения на коренных шейках и правили до допустимых значений.
Как и в случае с двигателями МТ, проблему составляет подбор шестерен ГРМ.Они имеют значения торцевого и радиального биения больше допустимых, а картеры разное межосевое по валам.Дефицит и шумность привода, побудил владельцев советских мотоциклов искать альтернативу.Это либо изготовление новой пары под заказ, либо покупка комбинированной шестерни — сталь/капролон.В нашем случае первый вариант не был найден, а второй не устраивал заказчика, так как имеются негативные эксплуатационные отзывы о такой продукции.Продолжили поиск и остановились на паре с допустимым для установки на двигатель зазором.
Маховик «ободрали» на токарном станке, минимизировав торцевое и радиальное биение.Шлифовали поверхность, по которой будет работать сальник. Изготовили и заменили пальцы для дисков сцепления, предварительно выполнив в них резьбу м8*1,25 для использования качественного метиза с внутренним шестигранником, что гораздо удобнее винтов под отвертку. Диски сцепления и пружины куплены новые.
В передней крышке картера, отремонтировали механизм газораспределения. Посадочное сапуна фрезеровали, а вращающуюся деталь хромировали и шлифовали в размер.

Поддон на двигателе использовали штатный стальной.Перед монтажом на двигатель установили в нем магнит для сбора продуктов трения.
В начале ремонта ЦПГ произвели его чистку и разборку с дефектовкой.
Оценив состояние деталей, выяснили, что в одном цилиндре присутствует заводской брак- направляющая имеет сквозное отверстие наружу. Как такую деталь пустили на сборочную линию — остается вопросом.
Использовали необходимый цилиндр от купленного донорского мотора.Расточку произвели под поршни местного производителя ТРТ, размером 79,0.Они имеют по три канавки для колец, а их юбки покрыты молибденовым составом.Поршневые кольца использовали от производителя Prima.
Далее изготовили из листового алюминия пластины для защиты контактных поверхностей цилиндров и головок от воздействия пескоструя.После проведения чистки и формирования рабочих фасок на седлах клапанов призвели их притирку с проверкой на герметичность.Обезжирив поверхности, выкрасили цилиндры термостойкой краской, а клапанные коробки уплотнили паронитовыми шайбами на маслостойком герметике.
Перед финальной сборкой заменили поврежденные шпильки и весь внешний крепеж.В двигателе использовали подшипники Koyo, сальники Corteco, моторный герметик Reinz.
Ремонт коленвала к 750
Коленвалы мотоциклов бывают двух типов: первый — с подшипниками качения (роликовыми), и второй — с подшипниками скольжения (вкладышами). Со вторыми намного проще — разобрал шатуны (их нижние головки) — шлифанул шейки вала и собрал с новыми ремонтными вкладышами. Намного сложнее обстоят дела с первым типом коленвала, и многие владельцы мотоциклов, не смотря на немаленькую цену кривошипа, покупают новый, а изношенный старый просто выбрасывают. Ну а что же делать владельцам тех мотоциклов, коленвал которых не так то просто найти в продаже, например антикварных или редких моделей (например наш надёжный К-750 или М-72). В этой статье мы рассмотрим, как можно восстановить коленчатый вал (кривошип) подобного типа своими силами.
В таком случае, ремонт будет намного сложнее, а палец и шатун не удастся отремонтировать и их придётся выкинуть. А если двигатель редкой модели, то найти в продаже новый палец и шатун не так то просто. Поэтому при появлении первого, даже не сильного стука, такой двигатель желательно уже не эксплуатировать, а заняться ремонтом. В этом случае, ремонт можно будет сделать намного легче.
Разборка коленвала (кривошипа).
У коленвала первого типа любого мотоциклетного двигателя, основным изнашивающимся узлом, отремонтировать который сложно, является роликовый подшипник нижней головки шатуна. И для ремонта этого подшипника, нужно отделить шатун от коленвала. А чтобы снять шатун с неразборной нижней головкой, коленвал необходимо распрессовать, так как такие кривошипы собирали на заводе с прессовой (неподвижной) посадкой.
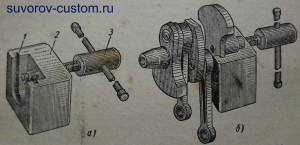
Распрессовка коленвала двухцилиндрового оппозитного двигателя.
а — съёмник для распрессовки, б — установка кривошипа в съёмник. 1 — паз, 2 — корпус съёмника, 3 — винт с упорной резьбой.
Для распрессовки кривошипа может потребоваться гидравлический пресс или специальный резьбовой съёмник, такой как на рисунке слева. Размеры такого съёмника естественно зависят от размеров щёк коленвала (кривошипа). С помощью съёмника захватывают наружную щёку коленвала (см. рисунок), установив её в специальные проточки в корпусе съёмника, а винт съёмника, диаметром 27 мм с упорной резьбой, упирают в кривошипный палец (между винтом и пальцем желательно подложить медную, латунную или бронзовую шайбу).
Для двухтактных двигателей, у которых щёки коленвала имеют круглую форму, съёмник изготавливают немного другой, исходя из размеров круглых щёк конкретного двигателя. Но принцип одинаковый.
Но если у вас очень старый двигатель, то усилия такого съёмника может и не хватить, так как за долгие годы совместной жизни, детали кривошипа буквально срастаются между собой.
В таком случае полезно будет немного нагреть щёки кривошипа, но несильно (примерно до быстрого испарения капель воды с поверхности). И после этого опять попробовать крутить винт съёмника, и в этот момент обстукивать щёки (по кругу) медным молотком. Если и это не поможет, тогда следует воспользоваться гидравлическим прессом.
При использовании пресса, следует установить с двух сторон под наружную щеку коленвала две болванки, а шток пресса упереть в палец кривошипа, через шайбу из латуни или бронзы. Но усилие пресса не должно превышать 50 тонн (лучше начинать с 10 тонн, постепенно увеличивая усилие, если палец не поддаётся), иначе большее усилие может привести к искривлению деталей кривошипа, и впоследствии отцентровать такой коленвал впоследствии не получится.
При приложении усилия пресса, если палец не начал сдвигаться относительно щеки, то в таком случае не следует увеличивать усилие, а нужно начать обстукивать медным молотком щеку кривошипа. Только работать следует аккуратно, и беречь руки, так как палец может внезапно выстрелить из щеки.
Коленвал (кривошип) двигателя К-750 или М-72.
Коленвалы двухцилиндровых двигателей таких мотоциклов (да и других тоже, например мотоцикла УРАЛ), состоят из двух крайних щёк, изготовленных как одно целое с коренными шейками (цапфами, и благодаря им — кривошип висит в коренных подшипниках картера). Так же коленвал состоит ещё из средней щеки и двух кривошипных пальцев.
Причём один конец у кривошипных пальцев, слегка обработан (сошлифован) на конус (конусность равна 1 к 140) и наружная поверхность пальца цементирована. Эти конусные концы кривошипных пальцев, запрессованы в крайние щёки, а их цилиндрические концы запрессованы в среднюю щеку. И внутренней обоймой роликового подшипника нижней головки шатуна, по которой прокатываются ролики, служит наружная поверхность пальца (двух пальцев, так как мотор двухцилиндровый).
Ну а наружной обоймой роликового подшипника, является шлифованная, а затем цементированная и закалённая внутренняя поверхность нижней головки шатуна. И между наружной поверхностью пальца и внутренней поверхностью нижней головки шатуна, находятся 12 роликов, зафиксированных сепаратором из дюралюминия.
Когда коленвал будет разобран (распрессован), можно установить ремонтные ролики увеличенного диаметра, а можно установить новый шатун, новый палец (тоже можно увеличенного диаметра) и новые ролики. При любых установках, следует стремиться обеспечить радиальный зазор в подшипнике, в пределах от 0,01 до 0,02 мм — это даст гарантию нормальной работы подшипника. И если будут меняться шатуны и пальцы, то следует проверить, чтобы их вес был абсолютно одинаковый.
Но как я уже говорил выше, если вовремя прекратить эксплуатировать застучавший кривошип, и вовремя начать ремонтировать его, то обычно пальцы и шатуны оставляют родные, и достаточно установить только ремонтные подшипники, с увеличенным диаметром роликов, но учитывая зазоры в подшипнике, приведённые выше — это важно.
Если зазор в подшипнике будет чуть более 0,02 мм, то срок службы роликового подшипника уменьшится, но всё же при качественном моторном масле, пробег в 10 — 15 тысяч км. всё же можно будет достичь. Но вот если зазор в подшипнике будет менее 0,01 мм или его вообще не будет, то роликовый подшипник может разрушиться уже в первые часы работы мотора.
Палец кривошипа изготавливают из стали марки 12ХН3, затем цементируют на глубину 0,7 — 0,8 мм, и в итоге твёрдость по Роквеллу составляет 56 — 62.
Раньше на заводском пальце обозначали их вес и диаметр на его торце, цифрами обозначали вес пальца, например 320, 322, 324 и цветной меткой, которая обозначала их диаметр — смотрим ниже.
Если вам попался палец без обозначений, то диаметр определяем замеряя его микрометром, а вес пальца определяем взвешиванием.
Вес и диаметр нижней головки шатуна тоже имеет свои обозначения. Вес пишется на нижней головке шатуна сбоку, например 198, 200, 202, 204. Ну а диаметр помечают на головке шатуна краской, и цвета смотрите ниже, может кому то пригодится.
Ну и ролики, при желании тоже можно изготовить самостоятельно, если конечно вы найдёте нужную стать, марки ШХ15. После вытачивания их на станке, их шлифуют, затем калят до твёрдости по Роквеллу 61 — 65. Ну и в конце желательно отполировать их до зеркального блеска. Номинальный размер ролика 7 мм, а его длина 10 мм. Их тоже изготавливали по ремонтным группам, и размеры групп я привожу ниже.
Если удастся купить подшипники нижней головки шатуна, то их комплектуют согласно цветным меткам и весу деталей. Естественно, что комплектуемые детали должны иметь метки одинакового цвета, а оба шатуна не должны отличаться по весу более чем на два грамма.
Восстановление изношенного кривошипного пальца.
К примеру, при отсутствии нового кривошипного пальца с красной меткой (см. выше), можно использовать не сильно изношенный старый палец (если он не изношен в виде овала), если компенсировать его износ применением шатуна с чёрной меткой и применить ролики первой группы. Там можно «играться» и с другими группами. Но в итоге, как я уже говорил, должен получиться зазор подшипника, в пределах от 0,01 до 0,02 мм. И как я уже писал выше, можно получить зазор немного больше, но никак не меньше, иначе подшипник испортится в первые минуты работы двигателя.
Но в большинстве случаев, при эксплуатации двигателя, кривошипный палец изнашивается неравномерно — в виде овала или ступеньки. И в большинстве случаев, нужно изготавливать или искать новый палец. И как было написано выше, при вытачивании кривошипного пальца на станке, наиболее трудно добиться точного выдерживания размеров конуса пальца.
Поэтому можно не изготавливать кривошипный палец с нуля, а восстановить изношенный палец, чтобы убрать овал или ступеньку при обработке его рабочей части (там где прокатывались ролики подшипника) на шлифовальном станке или притиром. После обработки и устранения овальности и ступеньки кривошипного пальца, в его подшипник устанавливают ролики большего диаметра, но такого, чтобы получить зазор в пределах от 0,01 до 0,02 мм.
При покупке или изготовлении роликов подшипника нижней головки шатуна, необходимо обратить внимание не только на чистоту шлифовки и полировки их поверхности, а так же на их точные размеры диаметров и длины (и одинаковость этих размеров), но так же следует внимательно рассмотреть, насколько хорошо заполировано закругление перехода от цилиндрической части ролика в его торец.
И если при покупке вы обнаружите острые края роликов без закруглений, то такие ролики довольно быстро разрушат или выработают рабочие поверхности пальца и отверстия нижней головки шатуна. Такие ролики покупать не советую, а если других нет, то придётся их дорабатывать (скруглять и полировать их края).
Сборка коленвала (кривошипа).
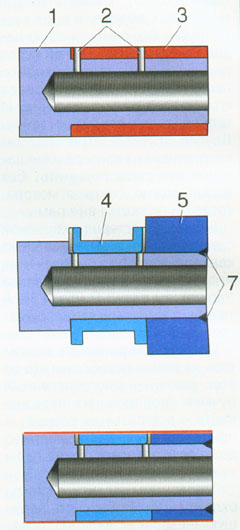
По заводской технологии сборки коленвала, сначала запрессовывают кривошипные пальцы в крайние щёки, а после этого запрессовывают в среднюю щеку, с натягом в 0,08 — 0,1 мм, щеку желательно предварительно немного подогреть.
Но заводскую технологию можно не использовать, для упрощения сборки кривошипа. Кривошипные пальцы сначала запрессовывают в среднюю щеку, а затем уже напрессовывают на пальцы крайние щёки, естественно установив подшипники и шатуны на пальцы, с необходимыми зазорами. Греть среднюю щеку если и можно, то только несильно, не более 100 градусов, например в кипящей воде. Иначе при запрессовке может нарушится термообработка пальцев.
Все эти операции следует делать по чуть-чуть, постоянно проверяя расстояние между щёками мерительным инструментом, а лучше в центрах токарного станка и индикаторов часового типа, чтобы не «переборщить». В итоге положение щёк должно получиться как на рисунке над буквой «в».
Остаётся заменить бронзовые втулки верхней головки шатуна (а лучше это сделать когда коленвал распрессуется и шатуны будут отделены от кривошипа), если они изношены, об этом я уже писал и можно почитать как это правильно сделать вот тут, а так же вот здесь. Затем останется установить собранный практически новый коленвал в двигатель, и собрать его.
Кстати, после ремонта коленвала, желательно его отбалансировать вместе с маховиком и сцеплением, и как это сделать в гаражных условиях, я написал вот в этой статье.
В следующей статье, я напишу как восстановить (отремонтировать) коленвал мотоциклетного двигателя так, что родные пальцы кривошипа останутся, но несмотря на это срок службы коленвала возрастёт в несколько раз (статью читаем здесь), удачи всем.
Здравствуйте опозитчики! Появилась проблема с двигателем, у меня давно дедовский К-750 как достался он мне ничего ему не делал очень долго его мучил как мог но пришло время и решил я его отремонтировать зимой пока было время. Поменял распредвал с втулкой, клапана поставил от Т-40 новые пружины клапанов, кольца поменял на удивление кольца стали с идеальным зазором, все подшипники разумеется, коленвал не трогал хоть люфт шатунов присутствовал но решил не менять, поменял сцепление и перебрал коробку поменяв все подшипники и сальники, купил покрышку как у кроса. Собрал отрегулировал пару раз проехался а потом услышал неприятный звук в двигателе который закончился клином, двигатель перестал проворачиваться. Разобрав увидел что маховик трет об картер, достав коленвал увидел что его развернуло на одной из запрессованных втулок произошло смещение соответственно он раз балансировался и его клинило на подшипниках. Грешил на его усталость и на то что может быть мы когда зажимали маховик держали за шатун что и привело к смещению но точно не скажу не помню. Друзья подарили колено с таким же люфтом но еще целый решив что он еще походит я его поставил собрал и тут у меня происходит та же история характерный звук и опять заклинил двигатель не знаю что уже думать и на что грешить. Предположение есть что раньше были подгулявшие кольца, сцепление которое при нагрузке буксовало тем самым смягчая нагрузку на колено ну и лысая покрышка которая просто шлифовала поверхность, теперь все изменилось компрессия на мой взгляд серьезно увеличилась и из-за увеличения сцепления с покрытием увеличилась нагрузка на колено что приводит к тому что он проворачивается на втулке. Но мне в это слабо верится потому как все ездят на этих покрышка и дают хорошую нагрузку и все при этом хорошо работает, может какие другие узлы приводят к этой поломке не пойму. Может взять другое колено и заварить эту втулку там походу всего нужно в одном месте это сделать. У КОГО КАКИЕ СООБРАЖЕНИЯ БУДУ ОЧЕНЬ ПРИЗНАТЕЛЕН дорог он мне как память дай погонять охата)))
Переименуй тему со смыслом, а то удалят.
Да что тут думать особо? Надо разбирать и смотреть все детально. Во-первых, надо проверять то, что менял соответственно подшипники коленвала(какие подшипники ставил?) Если они кривые, косые — запросто может из-за них. Так же стоит обратить внимание на заднюю крышку, может ты её криво поставил? Следующий момент, шатуны после клина я так полагаю свободно вращаются? Если да, то дело не в них. Ну в принципе, все, нормальный коленвал больше ничего свернуть не может. И ещё, восстанавливать коленвалы — только перетачиванием пальцев и перепрессовкой, со сваркой туда лазить нет смысла. Поэтому ищи другое колено.
Набор слов какой-то. Тебя в школе запятые ставить не учили? Даже читать не стал.
Лови за знаки препинания и, немного, за грамматику
За науку спасибо, попытаюсь быть более внимательным, обязуюсь повторить школьную программу!) А кардан не долетел поэтому прошу прислать мне его по почте думаю он мне пригодится))
По поводу подшипников которые приработались под один угол я бы понял на одном коленвале но с другим что не так, по поводу кривых и косых подшипников таких еще не встречал, при установке колена все крутится отлично без каких либо вопросов, были бы они кривые косые сразу бы тер маховик, а он при установку идеально стоит, по поводу крышки скажу что первый раз собирал на родной крышке, когда заклинил разобрал и увидел что сальник там допотопный какая то набивка через которую шуровали картерные газы поэтому заменил на новую ураловскую с толковым сальником. Стать криво она не может там все очень плотно и многими болтами поджимается опять же скажу что маховик стает идеально а значит никаких перекосов нет.
У маховика достаточно пространства, чтобы он не тер, криво встав. Подшипники не прирабатываются под один угол, они быстро изнашиваются и рассыпаются. И крышку на самом деле можно криво засадить. То есть подшипники не разбиты, ничего с ними не стало? Из-за распредвала вряд ли колено свернет, скорее шестерни разобьет. Из-за хорошей компрессии проворачивать колено не должно. Покрышка не играет никакой роли. Либо оба коленвала были хреновыми, либо что-то в моторе не так. Если есть аозможность — проверь соосность подшипников и посадочных под них. Чудес не бывает, где-то должен быть косяк.
Подшипники не разбиты, ничего не стало и стать не могло я и километра не успел проехать. Скажу еще по поводу подшипников что до ремонта он у меня отлично работал, бывало что-то гаркало но работал на ура когда я разобрал увидел абсолютно убитые подшипники на коленвале и при этом он работал. Могу сказать что в переднее посадочное место подшипник встает очень легко без каких либо усилий но люфта там нет.
У меня есть возможность перепресовать коленвал!
Здравствуйте, господа! Данный материал посвящен ремонту силового агрегата тяжелого мотоцикла К750. Отечественные мотоциклы советского периода все реже можно встретить на улицах поселков и, тем более, городов. Увидеть сохранившийся экземпляр в заводской комплектации — большая удача, так как подавляющее большинство беспощадно переделывается владельцами на свой вкус и требования.
Каждая выпускавшаяся модель киевского и ирбитского заводов имела ряд недоработок и технических изъян. Естественно, все недочеты можно было бы исправить еще до конвейера, но, как показывает практика, заводчане взвалили эти хлопоты на плечи потребителя.Несправедливо обвинять рабочих и инженеров, поскольку основной камень преткновения на пути развития отечественной мотопромышленности — недальновидность управляющего аппарата. Да и не было никогда производство и развитие мототехники приоритетным направлением.
Сегодня интернет ресурсы обладают достаточно качественной и систематизированной информацией о ремонте и эксплуатации тяжелых мотоциклов.Это показывает потенциальный интерес разных возрастных категорий к наследию нашей мотоиндустрии.
С нашими оппозитами есть где расгуляться как техноманьяку, так и не очень искушенному мотовладецьцу. Здесь всегда найдется место, куда необходимо приложить руки. Большая часть вмешательств принадлежит мотору. В них дорабатывается почти все, что можно. Если речь идет о ходовой части, то путь усовершенствования довольно прост: замена устаревших и громоздких деталей на более качественные от иномарок.
Однако, существует отдельная каста людей, именуемых как “любители старины” и так называемого оригинала. При восстановлении техники они по долгу выискивают штатные детали, сверяют серийные номера и соблюдают рекомендации, приведенные в таблицах по ремонту. Детали, испорченные эксплуатацией или временем и не подлежащие к дальнейшему использованию, замещают новодельными хорошего качества.
Несколько лет назад мы имели отношение к ремонту и доработке оппозитных мотоциклов. В 99% это были верхнеклапанные КМЗ.
Поступившее предложение отремонтировать двигатель мотоцикла, подлежащего реставрации, восприняли с интересом, но перед принятием решения взяли паузу для изучения мат. части и сложности предстоящего процесса.
Прикинув временные рамки на реализацию проекта и доступные выходы на производственные мощности, взялись за работу.
При схожей конструкции и схеме расположения цилиндров, двигатель К 750 имеет ряд существенных отличий, которые усложняют ремонт. Разницу составляет конструкция коленвала (КВ), система смазки, привод насоса, а также схема расположения и привода клапанов.
Двигатель приехал курьерской службой уже в разобранном состоянии. Забегая наперед скажу, что для подбора запасных частей был куплен еще один.
Начали с осмотра и чистки картера.Проверили состояние посадочных подшипников и прошлись метчиками по резьбах. После промера индикатором-нутромером стало понятно, что проблем более, чем достаточно.Изношенными оказались посадочные для переднего подшипника распредвала и обоймы переднего подшипника коленвала(ОППК).На купленном для разборки агрегате оказались те же дефекты. Позже мы обмерили еще несколько картеров и можно смело утверждать, что проблема износа посадки данной обоймы для нижнеклапанного мотора повсеместна.
Так как блок номерной и вписан в ПТС, решили его восстановить.На координатно-расточном станке фрезеровали оба отверстия до необходимой геометрии.В гальваническом цехе внешнее кольцо ОППК хромировали с подальшей шлифовкой в размер для посадки в картер с натягом. Изготовив необходимую обвязку для герметизации внутренней части шарикоподшипника РВ, хромировали и шлифовали его внешнюю обойму.Таким образом передние опоры валов имеют необходимый натяг при монтаже.
Изношенную втулку задней опоры РВ заменили на новую.Заводская изготовлена из металлокерамики, как и та, что устанавливается на ось шестерни привода маслонасоса. Вместо них выточили детали из бронзового сплава и просверлили отверстия для подачи масла к трущимся поверхностям.
Убедившись, что с посадкой заднего корпуса подшипника коленвала все в порядке, проточили установочное место для войлочного набивки под двубортый сальник.
Далее на картере убрали неровности привалочных плоскостейей и герметизировали масляные магистрали.Заглушив предварительно отверстия подачи масла на уровне КВ, оба картера дали свищи на стыке со стальными трубками.При нагреве двигателя, маслопотеря в этих местах более существенная.
Штатный масляный насос не стали даже мыть, а просто заменили его ураловским.Оба насоса практически идентичны и имеют отличие по производительности в пользу последнего.Нам он достался новым, но вопросы по нему были.После проверки зазоров в сопряжении ведущего вала с корпусом и в шестернях, решили установить именно его.
Распределительный вал также удалось приобрести с минимальным износом.
Отдельную главу занимают восстановительные работы по кривошипному механизму.Так как КВ имеет прессованную конструкцию, его ремонт возможен лишь на производстве располагающим оборудованием по термообработке и шлифовке.Как правило, одного КВ и демонтированных с него деталей не достаточно для обратной сборки конструкции. Нередки случаи “гаражного” ремонта, после которого на передней и задней цапфе остаются повреждения.Каждый второй шатун кривой с завода либо получил деформацию в процессе работы, а также износ поверхности для роликов.Так, из одного КВ мы взяли переднюю цапфу и шатуны, а с другого — заднюю. После изготовления новых пальцев нижней головки шатуна, подбора подшипников, правки шатунов с заменой и разверткой втулок, собрали его.Произвели замеры биения на коренных шейках и правили до допустимых значений.
Как и в случае с двигателями МТ, проблему составляет подбор шестерен ГРМ.Они имеют значения торцевого и радиального биения больше допустимых, а картеры разное межосевое по валам.Дефицит и шумность привода, побудил владельцев советских мотоциклов искать альтернативу.Это либо изготовление новой пары под заказ, либо покупка комбинированной шестерни — сталь/капролон.В нашем случае первый вариант не был найден, а второй не устраивал заказчика, так как имеются негативные эксплуатационные отзывы о такой продукции.Продолжили поиск и остановились на паре с допустимым для установки на двигатель зазором.
Маховик «ободрали» на токарном станке, минимизировав торцевое и радиальное биение.Шлифовали поверхность, по которой будет работать сальник. Изготовили и заменили пальцы для дисков сцепления, предварительно выполнив в них резьбу м8*1,25 для использования качественного метиза с внутренним шестигранником, что гораздо удобнее винтов под отвертку. Диски сцепления и пружины куплены новые.
В передней крышке картера, отремонтировали механизм газораспределения. Посадочное сапуна фрезеровали, а вращающуюся деталь хромировали и шлифовали в размер.
Поддон на двигателе использовали штатный стальной.Перед монтажом на двигатель установили в нем магнит для сбора продуктов трения.
В начале ремонта ЦПГ произвели его чистку и разборку с дефектовкой.
Оценив состояние деталей, выяснили, что в одном цилиндре присутствует заводской брак- направляющая имеет сквозное отверстие наружу. Как такую деталь пустили на сборочную линию — остается вопросом.
Использовали необходимый цилиндр от купленного донорского мотора.Расточку произвели под поршни местного производителя ТРТ, размером 79,0.Они имеют по три канавки для колец, а их юбки покрыты молибденовым составом.Поршневые кольца использовали от производителя Prima.
Далее изготовили из листового алюминия пластины для защиты контактных поверхностей цилиндров и головок от воздействия пескоструя.После проведения чистки и формирования рабочих фасок на седлах клапанов призвели их притирку с проверкой на герметичность.Обезжирив поверхности, выкрасили цилиндры термостойкой краской, а клапанные коробки уплотнили паронитовыми шайбами на маслостойком герметике.
Перед финальной сборкой заменили поврежденные шпильки и весь внешний крепеж.В двигателе использовали подшипники Koyo, сальники Corteco, моторный герметик Reinz.



