Содержание материала
Проверяют расположение следов шейки вала на баббите вкладыша. Следы шейки вала должны располагаться на нижней половине равномерно по всей длине вкладыша, а в поперечном направлении — на дуге до 60°. Если след работы шейки вала располагается на дуге не более 60°, то при удовлетворительной работе подшипника нет необходимости уменьшать дугу контакта. Если же след работы на дуге значительно больше 60° и подшипник работает неудовлетворительно, то дугу контакта доводят до 60р путем шабрения заливки в глубь бокового зазора. При удовлетворительном контакте для удаления шероховатости зачищают поверхность баббита вкладыша, на котором работает вал. Неправильный контакт между вкладышем и шейкой вала по длине устраняют подгонкой их друг к другу.
Проверяют баббитовую заливку вкладыша на отсутствие трещин, отставания баббита и других дефектов заливки. Чтобы определить плотность прилегания баббитовой заливки к телу вкладыша, зачищают шабером места соединения баббита со сталью и устанавливают вкладыш в положение, удобное для проверки. Укладывают верхнюю и нижнюю половины вкладыша разъемом вверх, смачивают их керосином по разъему в стыке баббита с телом вкладыша и выдерживают 10-15 мин. Протирают вкладыш салфеткой и ударами деревянной киянки массой 0,5 кг обстукивают наружную поверхность вкладыша. В местах отставания баббита появляются керосин и воздушные пузырьки. Затем вкладыш поочередно устанавливают на один и другой торец и производят аналогичную работу. Отставание баббита можно определить также на стук. При обстукивании киянкой наружной поверхности вкладыша в дефектных местах слышен неравномерный дребезжащий звук. Для повышения достоверности проверки целесообразно после смачивания керосином и протирки салфетками на сухую плоскость вкладыша, на которую выходит линия стыка баббита со сталью, наносить тонкий слой меловой обмазки. В местах, где отсутствует сцепление, на белой поверхности высыхающего мела появляются тонкие темные полоски керосина. В случае отставания заливки вкладыша на значительной площади наличия трещин в заливке или подплавления вкладыш подшипника перезаливают.
Перезалидку вкладышей выполняют также в случае, если зазоры в подшипниках превышают значения, приведенные в табл. 4.
Таблица 4. Допустимые зазоры в подшипниках скольжения
Эксплуатация, техническое обслуживание и устранение неисправностей подшипников электродвигателей
Для нормальной работы двигателя его подшипники скольжения нужно содержать в чистоте.
Чтобы в них не попали пыль и грязь, крышки подшипников плотно закрывают. Спускные отверстия и крышку на торце вала двигателя также плотно закрывают, иначе масло будет вытекать из подшипников и разбрызгиваться или попадать внутрь двигателя на обмотки. Применяемое для смазки подшипников масло не должно содержать кислоту или смолу.
При работе двигателя не следует допускать появления пены в подшипниках. Пену можно ликвидировать, добавив свежего масла, а если это не поможет, нужно полностью сменить масло. Перед доливкой в подшипники масла открывают контрольные отверстия, служащие маслоуказателями. Обычно эти отверстия закрыты пробками на резьбе. Уровень масла считается нормальным, когда оно появляется в контрольном отверстии. Вместо пробки некоторые подшипники имеют масломерные стекла.
Перед заменой смазки подшипники промывают керосином, продувают воздухом, промывают маслом той марки, которую применяют для данных подшипников, и после этого заливают свежим маслом.
 Перед первым пуском электродвигателя проверяют наличие смазки в подшипниках. Количество смазки должно составлять не более 2/3 объема камеры. Если подшипники работают нормально и не нагреваются, то осмотр и замена смазки производятся при очередных ремонтах, а также по мере необходимости в зависимости от состояния смазки.
Перед первым пуском электродвигателя проверяют наличие смазки в подшипниках. Количество смазки должно составлять не более 2/3 объема камеры. Если подшипники работают нормально и не нагреваются, то осмотр и замена смазки производятся при очередных ремонтах, а также по мере необходимости в зависимости от состояния смазки.
Процесс набивки смазки прост, выполнять набивку нужно чистыми руками и чистым инструментом (деревянными или металлическими лопаточками). При набивке все кольцевые углубления в деталях подшипникового узла, обращенные к подшипнику, заполняют смазкой на одну треть в нижней их части. Пространство между обоймами с шариками набивают смазкой по всей окружности.
После сборки подшипниковых узлов проверяют легкость вращения ротора от руки и затем включают двигатель и вращают его в течение 15 мин вхолостую. Если состояние подшипников хорошее, при прослушивании слышен равномерный гул (жужжание шариков) без стуков и ударов.
Пригодность масла для различных двигателей при заданных условиях работы прежде всего определяется его вязкостью. Вязкостью масла в градусах называется число, которое показывает, во сколько раз больше времени требуется для истечения данной жидкости по отношению к такому же объему воды. Вязкость масла условно определяют в градусах по Энглеру, обычно при 50°С, так как при увеличении температуры масла до 50° С вязкость уменьшается резко, а после 50° С — более медленно.
У машин с кольцевой смазкой причиной повышенного нагрева подшипников может быть недостаточная подача масла в результате медленного вращения или полной остановки смазочных колец. Смазочные кольца могут остановиться из-за сгущения масла. Недостаточная подача масла может быть также следствием защемления смазочных колец, неправильной их формы или низкого уровня масла в подшипниках.
Для устранения указанной неисправности необходимо густое масло заменить новым, проверить уровень масла по маслоуказателю, легкие кольца заменить более тяжелыми, а поврежденные выправить или тоже заменить новыми.
У машин с принудительной смазкой подшипники могут перегреваться в результате засорения маслопровода или масляного фильтра и загрязнения масла в подшипниках. Этот дефект устраняют промывкой всей масляной системы, очисткой масляных камер, заменой масла и уплотнением подшипников.
Подшипники могут перегреться из-за неправильной центровки двигателя с производственным механизмом, а также из-за малого зазора между шейкой вала и вкладышем. Вкладыш считается хорошо пригнанным, если следы приработки распределены равномерно по всей длине нижнего вкладыша на дуге в 25—30°.
На нагрев подшипников влияют также несоответствие применяемого сорта масла, плохая заливка вкладышей, искривление вала двигателя или его шеек, наличие осевого давления на подшипники. Последнее возникает вследствие осевого сдвига ротора или недостаточности зазоров между торцами вкладышей подшипников и галтелями вала, что препятствует его свободному тепловому расширению.
Причиной этой неисправности является переполнение подшипников маслом, которое разбрызгивается из них и растекается вдоль вала. Во избежание этого необходимо наливать масло в подшипники при остановленной машине до черты маслоуказателя, так как смазочные кольца при вращении забирают часть масла и уровень его в маслоуказателе несколько понижается.
Если контрольная черта на маслоуказателе отсутствует, масло наливают в подшипники до уровня, при котором смазочные кольца оказываются погруженными на 1/4— 1/ 5 их диаметра. Из-за вязкости масла уровень его в подшипнике устанавливается не сразу, поэтому наливать масло следует постепенно.
Масло или масляные пары из подшипников проникают внутрь машины в результате действия вентилятора или других вращающихся частей машины. Наиболее часто засасывание масла происходит у закрытых машин с подшипниковыми щитами, так как подшипники частично расположены внутри корпуса машины. В этом случае при работе вентилятора в зоне подшипника создается разрежение, способствующее засасыванию масла.
Для ликвидации указанного явления следует устранить дефекты в подшипниках, а также дополнительно уплотнить подшипники и стыки между статором и частями щитов.
Одной из основных неисправностей подшипников качения является их чрезмерное нагревание. Перегрев подшипников может происходить в результате неправильной сборки, тугой посадки внешнего кольца подшипника в подшипниковом щите, а также из-за отсутствия осевого зазора в одном из подшипников, необходимого для компенсации температурного расширения вала при работе машины. При этой неисправности ротор легко проворачивается в холодном подшипнике, а в нагретом — его заедает.
Чтобы установить нормальный осевой зазор, необходимо проточить бортик крышки подшипника или установить прокладки между его крышкой и корпусом. Для уменьшения тугой посадки кольца посадочное место подшипника расшабривают.
Иногда в подшипниках возникает ненормальный шум, сопровождаемый повышением температуры. Это может быть результатом плохой центровки двигателя, загрязнения подшипников, большого износа отдельных деталей (шариков, роликов) и неплотной посадки внутреннего кольца подшипника на вал.
Если в подшипники заложено смазки больше, чем следует, или ее марка не соответствует температуре окружающей среды и при этом уплотнения оказываются недостаточными, то из подшипников при работе двигателя будет выбрасываться смазка.
Если Вам понравилась эта статья, поделитесь ссылкой на неё в социальных сетях. Это сильно поможет развитию нашего сайта!
Подписывайтесь на наш канал в Telegram!
Просто пройдите по ссылке и подключитесь к каналу.
Не пропустите обновления, подпишитесь на наши соцсети:
Ремонт подшипников
Подшипники скольжения ремонтируют в тех случаях, когда происходит износ слоя баббита и образование больших зазоров между валом и вкладышем.
Местные повреждения антифрикционного слоя (задиры, выбоины, раковины, риски и т. п.) устраняют без перезаливки. Углубления раковин, выбоин заплавляют прутками из того же антифрикционного материала с помощью газовой сварки или электросварки угольным электродом. Риски, царапины пришабривают по острым краям, не выбирая их на всю глубину. Дефекты вкладышей выявляют внешним осмотром. Отслоения вкладыша обнаруживают на слух при легком его простукивании молотком. Монолитные вкладыши при этом звучат звонко и чисто, без дребезжания.
Трещины антифрикционного слоя обнаруживают испытаниями «на керосин». Вкладыши погружают в керосин на 15 мин. Затем насухо протирают поверхность трения и покрывают ее тонким слоем мелового раствора. На высохшем меле керосин, проникший в трещины, проявляется в виде бурых маслянистых линий. Обнаруженные дефекты устраняют с помощью перезаливки антифрикционного слоя.
Ремонт подшипников скольжения заключается в подготовке, заливке и обработке вновь изготовленных подшипников.
При подготовке вкладышей к заливке их тщательно очищают от грязи и масла, промывая в 10 %-ном растворе каустической соды, освобождают от старого баббита, промывают в растворителе, затем в горячей воде, насухо вытирают чистыми тряпками и лудят.
Перезаливка вкладышей может проводиться двумя способами: статическим или динамическим (центробежным). Центробежный способ более предпочтителен, так как антифрикционный слой имеет плотную структуру и прочное сцепление со стенками вкладыша, расход материала сокращается на 8—10%. Отработавший антифрикционный слой выплавляют (полученный от расплавления баббит сохраняют для очистки, восстановления и повторного использования).
Для заливки подшипников, работающих при высоких удельных давлениях и окружных скоростях валов более 5 м/с применяют баббит Б83 с большим содержанием олова, повышенным содержанием меди и не содержащий свинца. Для прочих подшипников применяют более дешевые баббиты Б16 и БН или алюминиевый сплав алькусин Д.
При ручной заливке вкладыши устанавливают на поддон, зажатый в тисках, и строго по центру вставляют в них стержень из сухого дерева или куска стальной трубы соответствующего диаметра с учетом усадки баббита (0,5 —0,7%) и припуска на механическую обработку (5 — 6 мм). Стержень центрируют полосками нелуженой стали, вставленными в стык вкладышей, и стягивают вкладыши хомутом посредством болтов с барашками. При заливке следят за равномерностью струи. Ковш с расплавленным баббитом держат как можно ближе к вкладышам, чтобы избежать быстрого охлаждения струи баббита. Этот способ заливки применяют при небольших количествах заливок.
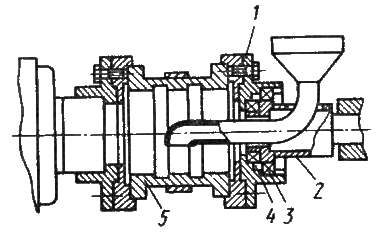
Рис. 112. Приспособление для центробежной заливки подшипников скольжения:
1 — вращающаяся крышка; 2 — неподвижная оправка; 3 — радиальный подшипник; 4 — упорный подшипник; 5 — вкладыш.
Центробежную заливку осуществляют в приспособлении (рис. 112), вращающемся в планшайбе, навернутой на шпиндель токарного станка. Вкладыш 5 скрепляют надежным хомутом, устанавливают в сменные переходные фланцы и зажимают между планшайбой и вращающейся крышкой 1. Крышка вращается на радиальных 3 и упорных 4 подшипниках, установленных на неподвижной полой оправке 2, укрепленной в задней бабке станка. Заливку ведут через воронку с направляющим патрубком, введенным внутрь вкладыша через полость оправки.
Во время заливки вкладыш подогревают газовой горелкой. После заливки приспособление продолжают вращать до полного затвердевания антифрикционного слоя, но не менее 5 мин.
В это время прекращают подогрев и обдувают вкладыш снаружи для охлаждения сжатым воздухом. Радиальные и осевые припуски при центробежной заливке составляют 2 — 4 мм.
После заливки неразъемные вкладыши подвергают механической обработке в следующем порядке: прорезают окна под смазочные кольца, растачивают вкладыши с припуском на пришабривание 0,03 — 0,05 мм на сторону, прорезают маслораспределительные и маслосборные канавки, просверливают сточные отверстия, пришабривают поверхность к валу.
Разъемные вкладыши фрезеруют или прострагивают и пришабривают в плоскости разъема. После этого половины вкладыша надежно скрепляют между собой и обрабатывают как и неразъемные.
Подшипники пришабривают в следующем порядке: сначала — нижний вкладыш, затем — верхний. Поскольку верхний вкладыш не несет нагрузки, для него достаточно одной точки касания на 1 см².
Подшипники качения восстановительному ремонту не подлежат. Изношенные или поврежденные подшипники заменяют новыми того же каталожного номера. В случае замены поврежденного подшипника необходимо установить причину выхода его из строя. Наряду с анализом дефектов самого подшипника в этом случае следует уделить внимание изучению косвенных причин. Такими причинами могут быть несоблюдение правил монтажа (например, слишком слабые или слишком тугие посадки, перекосы), нарушения правил технической эксплуатации (например, несвоевременная или неправильная замена смазки, плохая защита от проникновения пыли, несбалансированность ротора, одностороннее магнитное притяжение, износ посадочных поверхностей вала и подшипникового щита и др.).
Ремонт подшипников скольжения
Основными дефектами подшипников скольжения являются: износ и искажение формы рабочих поверхностей; отслоение, выкрошивание или частичное выплавление баббита; риски, увеличенные зазоры, сколы, трещины, раковины на поверхностях скольжения; искажение профиля смазочных канавок; отсутствие запаса на регулирование в подшипниках с регулируемым зазором; износ торцов вкладышей; нарушение крепления втулок и вкладышей; поломка деталей корпуса и крышки, срыв резьбы, засорение и повреждение маслоподводящих отверстий и трубопроводов.
Следствием износа рабочих поверхностей подшипника является увеличение зазора, появление овальности, конусо- и бочкообразности. Величину зазора определяют щупом, а для разъемных подшипников также с помощью двух-трех свинцовых проволочек или пластинок, закладываемых между валом и вкладышем в разобранный подшипник.
Размер отверстия для сравнения его с диаметром вала и определения таким образом зазора, а также погрешность формы отверстия устанавливают микрометрическим или индикаторным нутромером. В неразъемных нерегулируемых подшипниках скольжения при износе втулку заменяют либо ремонтируют. Новую втулку изготовляют с наружным диаметром под запрессовку в корпус и припуском по внутреннему диаметру под последующую развертку или растачивание до нужного размера.
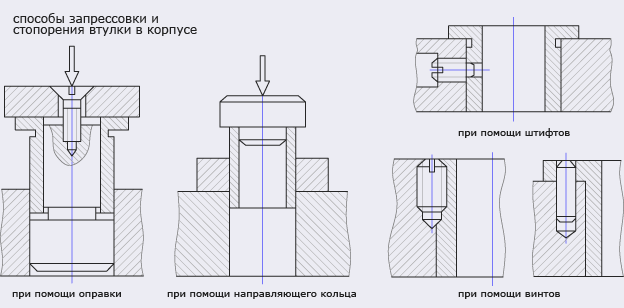 Подшипники скольжения Способы запресовки и стопорения втулке в корпусе
Подшипники скольжения Способы запресовки и стопорения втулке в корпусе
З апрессовывают втулку прессами, винтовыми приспособлениями или вручную молотком. Чтобы избежать перекоса и деформации втулки при запрессовке, применяют оправку или направляющие кольца. Запрессованную в корпус втулку стопорят от проворота и осевого смещения с помощью винтов или штифтов, а затем развертывают или растачивают до нужного размера. Обработку нескольких втулок, расположенных на одной оси, ведут одной разверткой или набором разверток с одной установки с целью обеспечения соосности отверстий.
Изношенные втулки ремонтируют следующими способами:
Температура плавления и заливки баббита различных марок:
| Темперетура / марка | Б88 | Б83 | Б83С | Б16 | БН | БКА | БК2 |
|---|---|---|---|---|---|---|---|
| плавление | 320 | 370 | 400 | 400 | 410 | 280 | 440 |
| заливка | 380-420 | 440-420 | 440-460 | 480-500 | 480-500 | 340-380 | 480-500 |
В разъемных регулируемых подшипниках вкладыши при больших износах (толщина оставшейся регулировочной прокладки менее 0,5 мм) заменяют новыми или восстанавливают заливкой.
Порядок изготовления вкладыша следующий: изготовление втулки, разрезание ее на две половины; припиливание плоскостей разъема по плите; сборка вкладыша из двух половин с прокладками и фиксация паянием; окончательная обработка наружной и внутренней цилиндрических поверхностей вкладыша; разъединение половин; шабрение плоскостей разъема до 4-6 пятен; шабрение наружной цилиндрической поверхности нижнего вкладыша по корпусу, а верхнего — по крышке при условии их посадки в корпус и крышку с небольшим натягом; разметка отверстия в нижнем вкладыше под штифт, предохраняющий от проворачивания, по бумажному шаблону, обжимаемому по корпусу; сверление несквозного отверстия под штифт; сверление по крышке смазочного отверстия в верхнем вкладыше; разметка смазочной канавки; вырубание крейцмейселем с закругленной режущей кромкой и обработка напильниками смазочной канавки; пришабривание внутренней цилиндрической поверхности вкладыша по шейке вала или шпинделя.
При небольших износах и увеличении зазора в разъемных регулируемых подшипниках убирают (или заменяют) нужную прокладку из комплекта, а правильность геометрической формы отверстия восстанавливают шабрением трехгранными или специальными шаберами. Порядок работ при этом следующий:
Качество шабрения подшипников скольжения:
| Обрабатываемая поверхность вкладыша | Минимальное число пятен в квадрате 25×25 мм |
|---|---|
| Внутренняя поверхность отверстия при диаметре: | |
| до 120 мм | 16 |
| свыше 120 мм | 10 |
| Наружная цилиндрическая поверхность | 6-8 |
| Торцовая поверхность буртов, упорных колец, установочных гаек | 12-14 |
Неразъемные регулируемые подшипники с внутренним конусом при износе и искажении формы ремонтируют подтяжкой втулки с помощью установочных гаек и шабрением внутренней поверхности втулки по шейке вала. Окончательное шабрение производят без краски — «на блеск». При использовании всей резьбы втулку заменяют новой или наращивают по внутренней поверхности с последующим растачиванием и пригонкой по шейке вала.
Неразъемные регулируемые подшипники с наружным конусом при износе ремонтируются сжатием втулки при ее осевом перемещении с помощью установочных гаек и шабрением по шейке вала. При использовании всей резьбы для гайки наружная поверхность втулки может быть наращена металлизацией или наплавкой с последующей обработкой.
Для всех типов подшипников при ремонте должны тщательно прочищаться, проверяться и при необходимости восстанавливаться смазочные отверстия и канавки.
Ремонт подшипников скольжения
Последовательность ремонта подшипников скольжения зависит от конструкции подшипников, а также всей собираемой сборочной единицы. Подшипники скольжения могут быть цельными и разъемными. В первом случае подшипник представляет собой втулку, изготовленную из антифрикционного материала, запрессовываемую в корпус. Во втором случае подшипник состоит из двух частей — вкладышей с диаметральным разъемом.
Процесс установки втулки в корпусе включает ее запрессовку, закрепление от провертывания и подгонку отверстия.
Запрессовку в зависимости от размеров втулки и натяга в сопряжении производят при обычной температуре, с нагревом или же с охлаждением самой втулки.
Широкое распространение имеют подшипники скольжения из пластических масс, в частности из полиамидов (поликапролактама, нейлона, капролона и др.). Цельные пластмассовые втулки запрессовывают обычными методами. Зазоры в сопряжениях с валом здесь несколько больше, чем при металлических втулках. Например, для втулки из поликапролактама с порошкообразным наполнителем при диаметре отверстия 40 мм зазор не должен быть менее 0,12 мм, так как размеры втулки при работе изменяются и при меньшем зазоре происходит заклинивание вала.
1. Запрессовка втулки в корпус
Простейший способ запрессовки втулки в корпус — при помощи обычной универсальной выколотки и молотка. Этот способ, широко распространенный при ремонте, в индивидуальном и мелкосерийном производстве, дает удовлетворительные результаты лишь при малых натягах в сопряжении, относительно большой толщине стенок втулки и при тщательном выполнении операции (рис. 1).
Направление движения втулки при запрессовке зависит от наличия заходной фаски под углом 30° снаружи на торце втулки, правильной первоначальной установки втулки относительно отверстия в корпусе и от направления и величины силового воздействия (предпочтительно вдоль оси втулки). Это предотвращает перекос и деформацию втулки и задиры поверхности отверстия в корпусе.
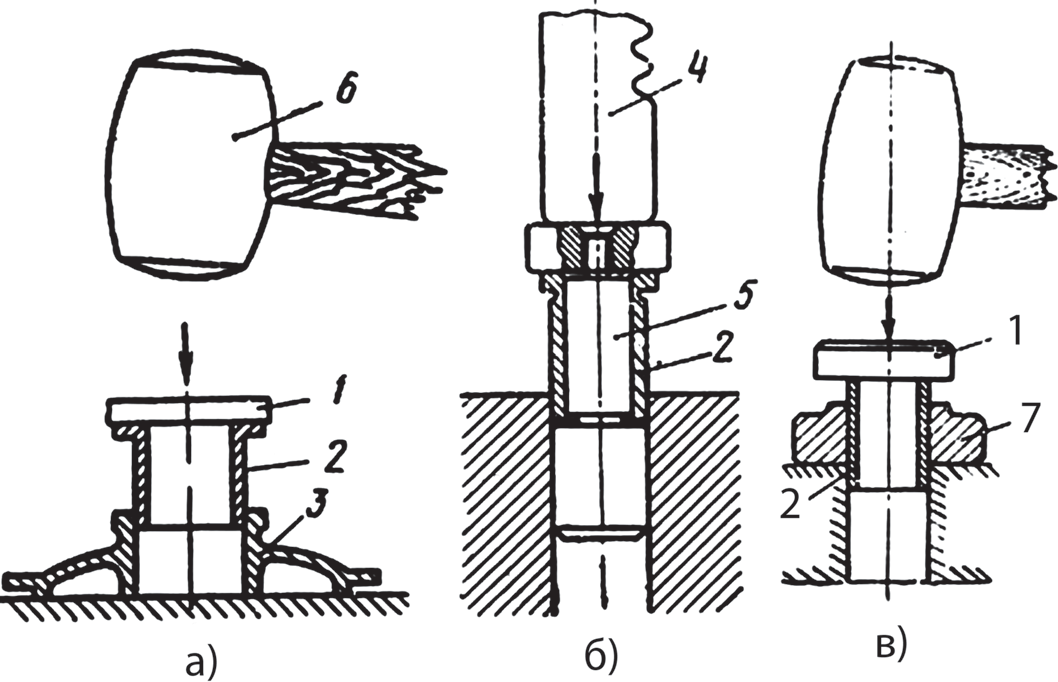
Pиc. 1. Запрессовка втулок в корпус подшипника: а — с помощью накладки; б — с помощью ручного пресса; в — с направляющим кольцом; 1 — накладка; 2 — втулка; 3 — корпус; 4 — шток пресса; 5 — оправка; 6-молоток; 7 — направляющее кольцо
Операция запрессовки значительно упрощается применением несложных приспособлений, которые обеспечивают втулке необходимое направление. Это может быть оправка, выполненная по внутреннему диаметру втулки с буртом, накладка в виде пластины из медных или алюминиевых сплавов, которая накладывается на торец втулки противоположный запрессовываемому, и более сложные приспособления.
Необходимо учитывать, что диаметр отверстия втулки после ее запрессовки уменьшается и это находится в зависимости от натяга, создаваемого посадкой (например, H9/x8; H9/u8; H9/s8). Если это не учтено при изготовлении втулки до запрессовки, то отверстие ее приходится дополнительно обрабатывать. Обычно после запрессовки втулки производят ее чистовое растачивание, развертывание или калибрование другими способами.
После окончательной обработки втулки острые кромки зачищают шабером и тщательно промывают узел.
В качестве примера приведем метод окончательной обработки отверстия втулки после ее запрессовки калиброванием шариком или пуансоном-прошивкой (рис. 2).
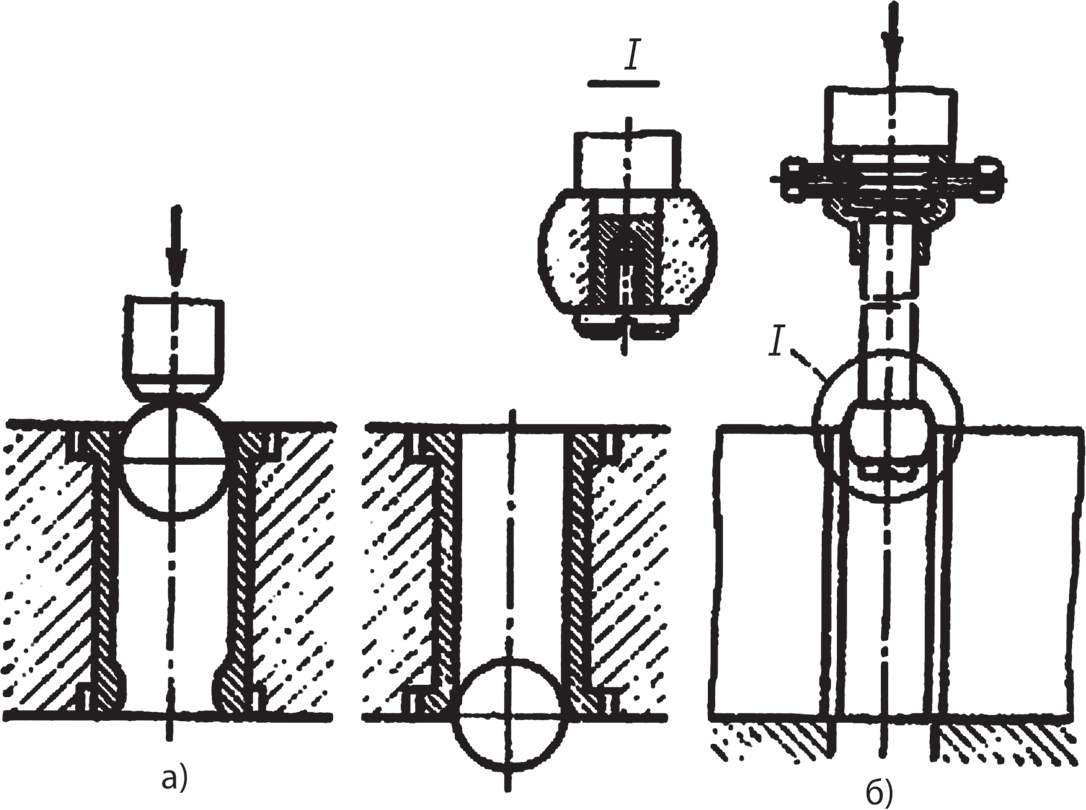
Рис. 2. Калибровка подшипников-втулок после запрессовки: а — с отбортовкой; б — с созданием натяга
Шарик применяют при отношении длины отверстия к его диаметру менее 8, а прошивку — при более длинных отверстиях. В результате калибрования получают высокую точность и шероховатость поверхности Ra=0,63–0,16 мкм.
Припуск на калибрование для отверстий диаметром 30–50 мм составляет примерно 0,12–0,15 мм для стальных втулок, 0,10–0,12 мм для чугунных и 0,09–0,12 мм для бронзовых. Калибрование может быть применено и для фиксирования втулки от осевого смещения двусторонними буртиками.
При проталкивании шарика в отверстие втулки за счет технологического припуска конец ее отбортовывается.
Калибрование выполняют на пневматическом прессе. В качестве смазывающей жидкости используют керосин для чугунных втулок, минеральное масло или смесь его с графитом — для бронзовых.
После такой обработки обычно не требуется крепления втулок от провертывания.
2. Закрепление втулок
Если втулки монтируются с посадками H7/k6; H7/n6, то диаметры их отверстий и форма почти не изменяются, и дополнительная обработка в сборе, как правило, поэтому не предусматривается. Но такие втулки после запрессовки крепят от провертывания; некоторые способы крепления втулок подшипников скольжения представлены на рис. 3.
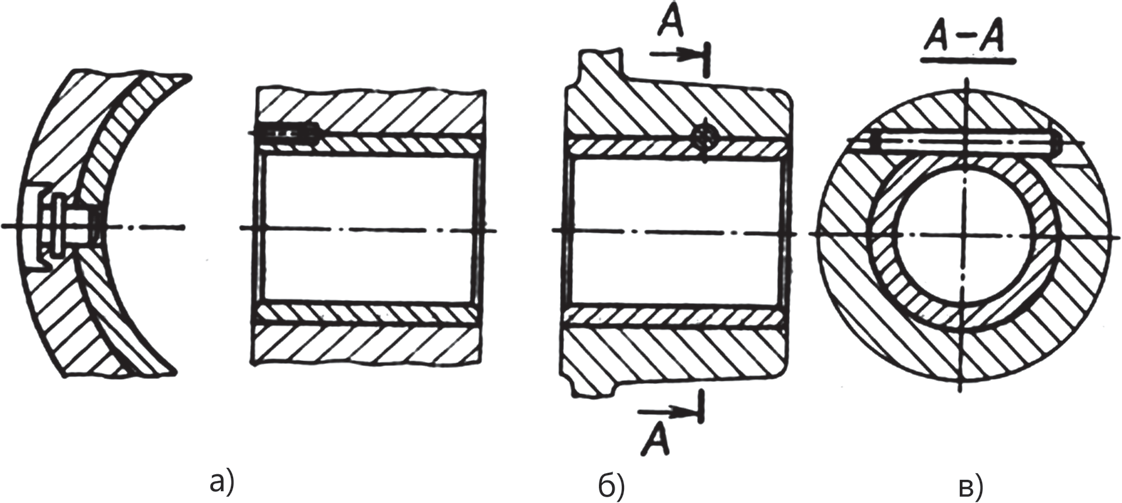
Рис. 3. Способы крепления подшипников-втулок
Втулку можно крепить гладким стопором, удерживаемым в корпусе за счет обжатия металла (рис. 3, а). В этом случае отверстие в корпусе может быть просверлено заранее, а отверстие во втулке сверлят после ее запрессовки. Стопор должен входить в отверстие с натягом.
При закреплении втулки винтом (рис. 3, б) вначале сверлят одновременно в корпусе и втулке отверстие, в котором нарезают резьбу. Крепление осуществляют резьбовым штифтом. После ввертывания винта головка его должна быть утоплена относительно торца на 0,2–0,3 мм. Резьба под винт во избежание его самоотвинчивания должна быть тугой.
При креплении втулки коническим штифтом (рис. 3, в) обработка отверстия под штифт производится по отверстию в корпусе. Штифт запрессовывают легкими ударами молотка, чтобы не деформировать втулку.
3. Проверка подшипников
После запрессовки и обработки подшипников необходимо произвести проверку овальности и конусообразности отверстий в двух взаимно перпендикулярных направлениях в двухтрех поясах с помощью индикаторного нутромера (рис. 4, а), а также соосность с помощью калибра 1 (рис. 4, б).
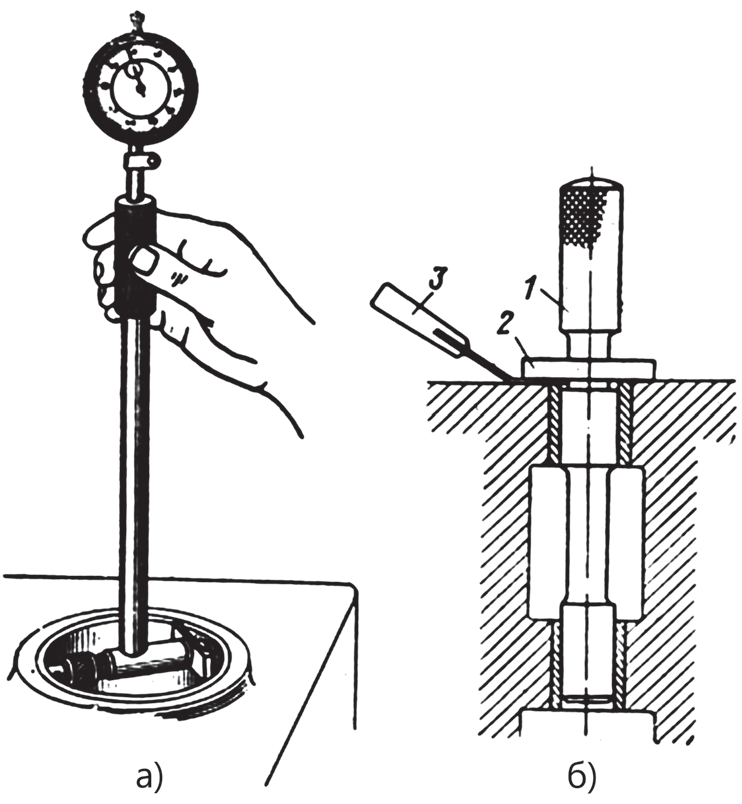
Рис. 4. Проверка отверстий подшипника: а — проверка овальности индикаторным нутромером; б — проверка соосности отверстия калибром; 1 — калибр; 2 — буртик; 3 — щуп
Если отверстия несоосны, между торцовой поверхностью узла и одним краем буртика 2 калибра будет зазор, величина которого определяется щупом 3 или же закрашиванием нижней части буртика калибра.
4. Разъемные подшипники
Процесс сборки корпусов с разъемными подшипниками скольжения в значительной мере определяется их конструкцией.
Разъемные подшипники могут быть толстостенные и тонкостенные. Однако, пользуясь таким условным делением, следует иметь в виду, что главным критерием отнесения подшипника к тому или иному типу является не абсолютное значение толщины его стенки, а отношение k толщины стенки (без заливки) к наружному диаметру. Для толстостенных подшипников k=0,065–0,095, а для тонкостенных k=0,025–0,045. Комплект разъемных подшипников состоит из двух деталей-вкладышей. Во многих конструкциях нарушение этой комплектации не допускается.
Вкладыши толстостенных подшипников изготовляют из малоуглеродистой стали, чугуна или бронзы и заливают баббитом или другим антифрикционным сплавом.
Вкладыши устанавливают в корпус и в крышку с небольшим натягом или со скользящей посадкой. При монтаже вкладышей бронзовую или алюминиевую накладку устанавливают на обе плоскости вкладыша и по ней наносят легкие удары. Вкладыш нормально работает только тогда, когда не менее 85% его наружной поверхности равномерно прилегает к посадочной поверхности в корпусе или в крышке подшипника. Для предотвращения перемещения вкладышей применяют установочные штифты (рис. 5).
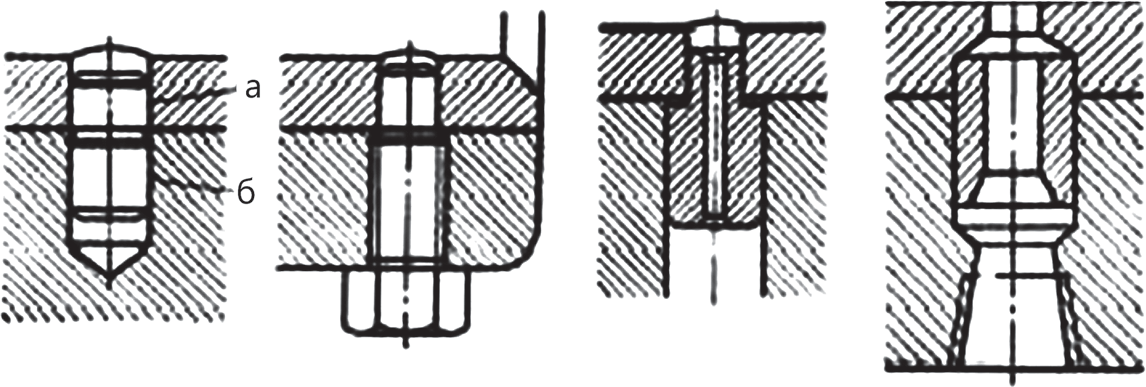
Рис. 5. Установочные штифты для разъемных подшипников
Посадку штифтов в корпусе (б) осуществляют с натягом 0,04–0,07 мм. Вкладыш должен устанавливаться на штифт с зазором а=0,1–0,3 мм. Кроме того, в одной из половин вкладышей отверстие под штифт в плоскости возможного вращения подшипника должно иметь несколько вытянутую форму, чтобы при перекосе плоскостей разъема вкладыш мог самоустанавливаться.
Перед установкой вкладышей в корпус и крышку все сопрягаемые поверхности должны быть просмотрены, а при наличии на них заусенцев зачищены шабером. Необходимо также проверить совпадение масляных каналов в корпусе и в крышке с отверстиями во вкладышах. Несовпадение этих отверстий на величину, превышающую 0,2 их диаметра, не допускается. Масляные каналы в корпусе перед установкой вкладышей должны быть тщательно промыты керосином при помощи шприца.
Крышки подшипников, как правило, фиксируют штифтами или калиброванными по посадке пазами. Штифты запрессовывают в корпусе с натягом 0,03–0,07 мм. Посадка крышки в пазах может быть с небольшим зазором или натягом.
При ремонте разъемных подшипников необходимо учитывать, что крышка подшипника при затяжке крепежа тоже деформируется и что под действием силы затяжки зазоры между вкладышем и крышкой уменьшаются. Эти деформации крышки могут нарушить нормальное положение вкладыша и вызвать искажение формы отверстия подшипника. Ограничить влияние этих погрешностей можно тщательным подбором деталей в пределах допустимых натягов, соблюдением последовательности и требуемой степени затяжки деталей крепления крышки, а также проверкой результатов сборки.
Предварительно укладывают между корпусом и крышкой набор регулирующих латунных или медных прокладок (рис. 6) толщиной до 0,05 мм. Общая толщина прокладок указывается в чертеже и обычно равна 4–5 мм. После сборки без люфта прокладки постепенно удаляют по мере приработки подшипника.
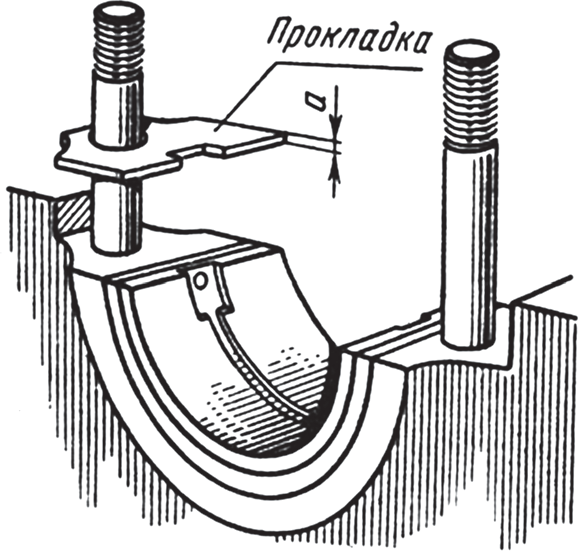
Рис. 6. Установка прокладок
Смазку необходимо подводить к ненагруженной части поверхности подшипника, в месте наибольшего зазора. При работе в зазоре ненагруженной части подшипника возникает разрежение (0,25–0,3 aтм) и смазка засасывается в подшипник.
На нагруженных частях поверхности подшипника не должно быть никаких смазочных канавок, так как при значительных нагрузках в месте контакта подшипника с валом может происходить разрыв масляной пленки.
Масляные канавки и карманы, прорезанные на вкладышах подшипников, распределяют смазку вдоль оси подшипника; смазку по рабочей поверхности подшипника распределяет шейка вала при вращении.
Смазочные канавки не следует доводить до торцов втулки или вкладыша подшипника. В противном случае масло вытекает из области давления, что уменьшает несущую способность подшипника. Обычно у торцов втулки смазочные канавки соединяются кольцевыми проточками, которые препятствуют вытеканию масла. Для лучшего захвата масла валом у смазочных канавок скашивают кромки.
В отдельных случаях канавки доводят до торца втулки или вкладыша с целью увеличения циркуляции масла через нерабочую зону, т.е. для улучшения теплоотвода.
В подшипниках, которые смазывают консистентной смазкой и которые работают при низких скоростях и высоких нагрузках, а также при качательном движении вала, смазочные канавки можно располагать в нагруженной части.
Масляные канавки соединяют с маслораспределительной канавкой.
Поверхность опорных шеек под подшипники скольжения должна быть не ниже 50 HRC.



