Что нужно новичку, чтобы начать сварочные работы по кузову

ВНИМАНИЕ! В настоящей заметке изложен один из множества вариантов, доступных новичкам, по началу сварочных работ по кузову автомобиля. Данный вариант основан на опыте автора и призван продемонстрировать решение двух основных задач, встающих перед новичком:
1) какое оборудования и оснащение приобрести, чтобы выполнить работы и не слишком потратиться.
2) как выполнять сварочные работы.
ОСОБОЕ ВНИМАНИЕ! В данной заметке описывается то, чем пользуется сам автор (т.е. я лично). Все кто попытается обвинять меня в рекламе — идите … мимо!
Часть 1. Оборудование и оснащение.
Минимальный набор оборудования составит:
1) Болгарка с диаметром круга 115 мм и мощностью 300 — 450 Watt. Крупнее брать не стоит, т.к. не удобно будет делать резы на локальных участках кузова. Круги к ней толщиной от 1 (для большинства панелей) и 2 мм (для лонжеронов). Круглая кор-щётка. Диск зачистной (образивный) толщиной 5-6 мм (для стачивания излишков сварки.
2) Насадка на болгарку типа ленточный гриндер (напильник) для зачистки/шлифовки в узких местах

, и ленты к нему.
3) Сварочный аппарат Aurora Overman 160 или 180 и бобина самозащитной порошковой проволоки E71T-GS.


И сверла для точечной сварки. Как изготорвить такие самому из свёрел по металлу, можно почитать ЗДЕСЬ
5) Ручной инструмент: молоток слесарный, зубило, набор свёрел по металлу, ручная кор-щётка с металлической щетиной.
6) Набор рихтовочных инструментов для грубых работ


8) Респиратор с фильтрующими элементами

9) Сварочные зажимы (клещи)

Вопросы на ответы по списку выше.
Вопрос: Почему сварочный аппарат Aurora Overman 160 или 180?
Ответ: Это один из немногих аппаратов профессионального качества и назначения, доступный по бюджетным ценам, т.е. до 30 000 руб. Аппарат прост в устройстве, надежен, не требователен к опыту сварщика. Позволяет подстраиваться под разные задачи.
Вопрос: Почему самозащитная порошковая проволока E71T-GS?
Ответ: Самозащитная порошковая проволока — по сути очень похожа на плавящийся покрытый электрод, только состав, генерирующий защитный газ вокруг дуги, помещён внутрь проволоки. Такой проволокой можно осуществлять сварку в тех же условиях, что и плавящимся покрытым электродом, т.е. даже под открытым небом и при несильном ветре. Баллон с газом, газовый редуктор с манометром и расходомером, подогреватель CO2 не нужны. На этом экономится около 15 000 руб. Но такая проволока дымит, а место сварки покрывается шлаком, который нужно очищать.
3) ВАЖНО!
а) Сварку нужно вести на прямой полярности, т.е. на горелку должен быть подключен «-«. Такой режим дает максимальное тепловложение в материал кузовных панелей, что позволяет производить сварку на более низких токах и в более щадящем (по зоне отжига металла) режиме.
б) Сварку необходимо выполнять углом назад, оттесняя шлак в хвостовую часть ванны. Иначе шлак будет попадать в сварную ванну, и шов получится пористый!

Универсальная самозащитная проволока для кузовных работ — E71T-GS толщиной 0,8 мм. Такая проволока предназначена для сварки низкоуглеродистых и низколегированных сталей, а это означает, что прочность материала шва выше чем у стали кузовных панелей, и близка к прочности стали лонжеронов и иных элементов кузова из низколегированных сталей.
Пример:
ESAB CORESHIELD 15
Не стоит экономить на качестве проволоки! Одна бобина в 5 кг. позволит Вам не только освоить сварочный процесс, но провести работы по ремонту около 50% кузова автомобиля класса С, включая кузов универсал. Плюсом будет исключение влияния качества проволоки на процесс сварки, что даст более быстрое освоение процесса.
Часть 2. Обучение работы со сварочным полуавтоматом Aurora Overman 160 или 180
В самом начале смотрим следующие видеоролики (и не слушаем советчиков, говорящих, что средняя крутилка на Overman регулирует силу тока!):
Для тренировки найдите куски металла толщиной 0,8 — 1 мм и пробуйте сваривать в стык, сквозь просеченное отверстие, в нахлест, экспериментируя (в небольших пределах) с настройками.
Перед сваркой металл должен быть очищен до блеска от лакокрасочных и цинковых покрытий, смазок, грязи и ржавчины. Используйте круглую кор-щетку для болгарки. Небольшие остатки вкраплений ржавчины или цинкового покрытия проволока E71T-GS переносит спокойно.
Варить тонкий металл лучше точками с шагом 2,5 см, интервалом охлаждения металла в несколько минут перед следующим проходом. При каждом новом проходе точки ставятся по центру между ранее нанесенными точками.
После каждого прохода зачищайте точки и промежутки между ними корщёткой до блеска!
Какой должен быть результат?
1. Звук сварки должен быть слышен как ровномерное шипение/жужжание.
2. Сварочный шов должен быть округлым и слегка выпуклым, не более 3 — 5 мм в ширину, покрыт ровномерным тонким слоем шлака\нагара, не должен иметь пор/кратеров/дыр.
3. При сварке в стык, валик шва должен быть с обеих сторон (с обратной стороны тоньше и менее выпуклый).

4. При сварке встык и через просеченное отверстие с обратной стороны должно быть отчетливо видно проплавление металла (тонкая линия обратного шва, или бугорок для точечной сварки).
5. Сваренные детали не должны легко разделяться при сгибе по шву или разведении деталей в стороны после точечной сварки или внахлёст. Разрыв металла должен происходить по краю шва (точки), но не по самому шву.
Удачи, и не бойтесь начинать! Но и кидаться сразу, без тренировки, на автомобиль с инструментом не стоит 🙂
Автожестянщик это кто. Специалиста по ремонту кузова автомобиля!

Среди множества профессий, связанных с ремонтом и обслуживанием автомобилей, одно из ключевых мест занимает профессия специалиста по ремонту кузова автомобиля. Что представляет собой профессия автожестянщик это кто, чем занимается и что должен знать и уметь? На все эти вопросы мы постараемся ответить в этой статье.
Кто такие автожестянщик
Профессия специалиста по ремонту кузова имеет много названий.
Среди них будут:
При этом принцип и суть не меняется. Этому специалисту не составит большого труда восстановить поврежденный кузов транспортного средства, вне зависимости от сложности ремонта и тяжести повреждений.
Так как на эту специальность никто особо не учит, то это настоящие профессионалы.
Ведь им приходится сочетать сразу несколько профессий, таких как:
Конечно, можно встретить курсы, но разве можно чему-то нормально научиться за 2-4 месяца?
При этом спрос на таких специалистов очень высок и работа это одна из самых высокооплачиваемых.
Для того чтобы сохранить своею востребованность, таким специалистам приходится много работать и постоянно учиться, так как на рынок выходят новые модели автомобилей, обладающие своими особенностями строения кузова.
В чем заключается работа автожестянщика
Во время выполнения ремонтных работ, специалист не просто заменяет поврежденные детали на целые, он еще будет выполнять следующие виды работ:
· восстанавливает геометрию кузова;
· выправляет вмятины;
· производит рихтовку;
· различные виды сварочных работ;
· подгоняет новые детали на место поврежденных;
· производит зачистку проводя подготовку;
· может выполнять шпатлевание;
· шлифует места соединений, для получения единой плоскости.
Принцип работы автожестянщика
Принимая автомобиль, мастер должен будет оценить степень повреждений и назначить способ ремонта. Это может быть замена или ремонт отдельных частей кузова.
Причем очень часто, при крупных повреждениях, ремонт может быть очень дорогим удовольствием для автовладельца. При этом специалист должен максимально точно определить весь перечень работ. И он может оказаться гораздо больше, чем о нем говорит автовладелец.
Во время обследования нужно уметь использовать не только визуальный осмотр, но и выполнять его при помощи специального оборудования.
Для успешного выполнения работы нужно будет иметь в наличие и уметь правильно использовать разнообразное оборудование, в том числе и сварочное, благодаря которому удастся качественно осуществить все работы по кузову различных видов транспортных средств.
Сварочный бизнес в гараже

В наши дни, когда молодежь предпочитает работать в офисах, существует дефицит специалистов рабочих профессий. Квалифицированный сварщик без дела не останется. Количество хороших специалистов на рынке неуклонно снижается, а спрос на их услуги, наоборот, возрастает. Они востребованы разного рода компаниями, занятыми в строительстве или производстве. С другой стороны, всегда есть потребность в сваривании металлических конструкций на даче, приусадебном участке, на небольшой ферме и в других сферах жизнедеятельности человека.
Большой спрос мотивирует предприимчивых людей, обладающих опытом выполнения сварочных работ, начать собственное дело. Сварочная мастерская востребована как в небольших поселках, так и в крупных городах. Основная задача на первых порах заключается в том, чтобы грамотно составить бизнес-план. Важно иметь возможность выполнять работы не только по месту расположения производственного участка, но и на выезде. Это заметно увеличит количество потенциальных покупателей услуг.
С чего начать сварочный бизнес
Естественно, что основное требование для начала подобного рода бизнеса – это наличие знаний и опыта в выполнении сварочных работ. Ведь чаще всего начинать приходится «с ноля», без ощутимых вложений и привлечь специалистов со стороны не получится. Исходя из этого, новички, не имеющие багажа знаний, могут пойти и подучиться на производстве, перенимая опыт у специалистов со стажем. Можно записаться на соответствующие профессиональные курсы, пойти на индивидуальное обучение к мастеру или освоить профессию самостоятельно. В любом случае необходимо получить базу знаний и навыков.

Работа с наставником позволяет получить столь необходимый для своего дела опыт. Общение, полезные советы и рекомендации, установки по работе с разными материалами, оборудованием и оснасткой – все это станет основой для профессионального роста. После насыщенной практики уже можно говорить о самостоятельной работе, в том числе и достаточно сложных задачах.
Бизнес идеи
Перед открытием мастерской в полный рост станет вопрос о направлении своей деятельности. А таковых в действительности немало. Не менее важной задачей станет необходимость в изучении конкуренции на рынке. Желательно начинать в нише, где представлено минимальное количество фирм, предоставляющих точно такие же услуги.
Уличные изделия из металла
Направление подойдет для тех населенных пунктов, где есть много частных домовладений. Для крупных городов с многоквартирными домами и отсутствием частного сектора подобная идея не подойдет. Частные застройщики постоянно совершенствуют свою территории, ремонтируют находящиеся на ней постройки и ограждения, додают к экстерьеру дома новые элементы. В данном направлении можно заняться изготовлением или ремонтом:

Другими словами, в частном сектора нередко случаются строительные работы. А вот в это области сварка очень сильно востребована, поскольку нередко требуются металлические конструкции разного рода. Например, каркас для теплицы, стойки под вьющиеся растения, виноград или навес для летней площадки.
Продажа готовых конструкций
Для занятий такого рода потребуется небольшой капитал. Чтобы создать готовое изделие, необходимо купить материалы и расходники. Дальше товар нужно реализовать. Вполне возможно, что потребуется небольшая рекламная компания – объявления в местной прессе, по ради и т.п. Чаще всего мастера изготавливают и предлагают к реализации:

Существует большое количество товарных групп из металла, изготовить которые под силу даже начинающему специалисту. Больше трудностей в таком случае будет вызывать реализация уже готовой продукции.
Замена старых коммуникаций
Проживающие в больших городах специалисты могут заняться реконструкцией старых инженерных коммуникаций. В старых многоквартирных домах наверняка есть чем заняться. В результате длительной эксплуатации из строя выходят стояки канализации, водопроводные пути и системы отопления. Это вопросы, не терпящие отлагательств. Часто жильцы домов, не надеясь на коммунальщиков, сами занимаются ремонтом магистралей. Естественно, что для реализации задуманного они привлекают специалистов, в том числе и сварщиков.
Изготовление линеек продукции
Можно сконцентрировать внимание на конкретном товаре и предложить покупателям его в разных вариациях. Тем самым будет создана линейка однотипной продукции, позволяющая удовлетворить запросы максимального количества потенциальных покупателей.
Примером такого подхода может служить производство твердотопливных котлов для бань и саун. Ниша перспективна. Здесь требуется взаимодействие с инженером отопительного оборудования. Он должен будет спроектировать оборудование, рассчитать его рабочие параметры и показатели эксплуатации. Еще один вариант – топливные баки увеличенного объема. Они будут служить резервуаром для теплообменника отопительной системы. Конструкции делаются утепленными, что повышает их конкурентоспособность на рынке.
Автомобильная ниша
Очень большая и специфическая ниша. Однако подходит не всем, поскольку требуются умения и навыки кузовного ремонта автомобилей. Старания специалиста хорошо вознаграждаются: на ремонте кузовов легковых автомобилей можно хорошо зарабатывать. Перечень самих работ широк и включает рихтовку деталей после ДТП, ремонт кузова и днища, которые повреждены коррозией. Принимая во внимание то, что для производства современных автомобилей используется тонкий металл и не всегда хорошо защищенный, то безработица автосварщикам не грозит.

Отдельное направление в данной отрасли представляет ремонт прогоревших глушителей. Такое случается довольно часто, а откладывать ремонт не получиться, поскольку неисправность заявляет о себе очень громким звуком при работе двигателя. Попутно можно реализовать комплектующие к выхлопным трубам автомобилей разных производителей. Нужно учесть, что работать придется с тонкостенным металлом. Поэтому наличие аргонной сварки (равно как и навыков работы с ней) будет более чем желательно.
Услуги в строительной сфере
Организации, занятые в области строительства, периодически нуждаются в выполнении сварочных работ. В силу того, что услуги требуются периодически, не всегда в компании есть штатный сварщик. Особенно, если компания коммерческая. Они пользуются услугами нанятых специалистов.
Основные направления работы:
Список может быть намного больше. Все зависит от того, какой объект возводится и какие локальные задачи поставлены перед строителями.
Реализация мебели из металла
Перечень продукции очень широк. Кровати, стулья, барные стойки, столы и прочие элементы, которые могут использоваться как внутри помещений, так и на открытых площадках. В идеале хорошо было бы разработать серийные модели, который понравились бы покупателю. Но и под заказ делать мебель тоже прибыльно. Единственный минус такой модели – это тот факт, что потребуется больше времени на производство единицы продукции по сравнению с серийным производством.

Помимо этого, можно наладить деловые контакты с дизайнерами интерьеров с тем, чтобы создавать эксклюзивные вещи. Они существуют в единичных экземплярах, но стоят приличных денег.
После анализа рынка и определения наиболее подходящей ниши, наступает время организации будущего бизнеса. Эти вопросы отнимают много сил времени, поэтому важно запастись терпением и проявить целеустремленность.
Помещение
Чаще всего свое сварочное дело начинающие предприниматели организовывают в собственном гараже. Это оптимальное решение на первых порах: и платить за аренду не нужно, и места вполне хватает на выполнение небольших заказов. Если же нет своего гаража, то потребуется подыскать подходящее помещение, которое будет соответствовать нескольким параметрам:


Найти помещение, которое бы соответствовало всем перечисленным требованиям, несложно. Однако не стоит цепляться за первое подходящее предложение. Следует выждать некоторое время, собрать несколько подходящих вариантов и выбрать из них наиболее подходящий.
Оборудование
Приобретения оснастки и оборудования является наиболее затратной статьей расходов. Очень часто новички отдают предпочтение китайским разработкам, совершенно не обращая внимания на отечественную альтернативу. А зря. Ценник на них очень даже привлекательный, а качество выше или, как минимум, ничем не хуже от Китая. Да и с комплектующими впоследствии не будет проблем. Если бюджет позволяет, то лучше взять сварочный аппарат и дополнительное оборудование одного из известных европейских производителей. А можно, начав из дешевой сварки, постепенно обновлять материальную базу и через некоторое время перейти на хороший аппарат и оснастку.
Полный список необходимого для сварочной мастерской оборудования:
Перечень основных расходных материалов включает электроды, круги для болгарки, антикоррозийные средства, грунтовку по металлу и краски. Нужно приобрести огнетушители и установить охранную систему.

Если стартовать приходится на голом месте и бюджета едва-едва хватает на самое необходимое, то сначала можно приобрести минимальный комплект, который включает инвертор, горелку и трансформатор. Оборудование позволяет выполняет наиболее простые работы по сварке металла. Его стоимость впишется в рамки от 1200 до 1500 долларов. Например, инвертор будет стоить порядка 400-600 долларов. Можно еще уменьшить расходы, купив оборудование б/у. но следует очень внимательно проверить его исправность и работоспособность.
Хорошо, если есть личный транспорт. Ведь помимо основной работы, потребуется взять на себя и доставку готового изделия по адресу. В противном случае найти клиентов будет намного сложнее. Если же авто нет, то нужно предусмотреть дополнительную статью расходов на разовые услуги автоперевозки, аренду автомобиля или же его приобретения. В настоящее время б/у «Газель» в рабочем состоянии обойдется примерно в 4-6 тысяч долларов.
Персонал
С развитием бизнеса станет вопрос о привлечении к процессу сторонних специалистов. На первое место выходит квалификация сотрудника, поскольку от этого напрямую зависит заинтересованность клиентов в услугах организации. Наиболее важное конкурентное преимущество на рынке – это качество товара. Для поддержания данного показателя на должном уровне требуется внимательно изучать потребности покупателей и очень ответственно выполнять его требования. Того же нужно добиться и от нанятых исполнителей.

Что касается оплаты, то помимо основной небольшой ставки нужно предусмотреть процент от реализации. Именно при таком подходе нанятый сотрудник будет работать качественней и производительней. Вести бухгалтерию придется самостоятельно или же привлечь к этой работе кого-нибудь из членов семьи.
Поиск заказчиков
Для поступления заказов не обойтись без вложений в рекламу. Практика показала, что в данной сфере наиболее эффективны такие приемы рекламирования услуг:
По истечении некоторого времени реклама станет ненужной. Но только в том случае, если услуги будут качественными и доступными по стоимости. Сработает так называемое «сарафанное радио».

Документы
Официальная регистрация мастерской требует оформления целого ряда разрешительных документов:
На момент открытия бизнеса не помешает уточнить в налоговой или в юридической консультации необходимость лицензирования данного вида деятельности.
Стартовый капитал
При составлении бизнес-плана для предпринимательской деятельности делается детальное описание предстоящих расходов. Ниже приведен список основных издержек, которые каждый из читателей сможет откорректировать соответственно актуальным расценкам по своему региону.

Помимо всего перечисленного нужно выделять средства на оплату труда (свою и привлеченных сотрудников) плюс пополнение запаса материалов.
Доход
Естественно, что посчитать хотя бы приблизительную сумму прибыли сейчас не представляется возможным. Все будет зависеть от наличия заказов и производительности. А вот расценки, которые помогут сориентироваться в возможных поступлениях привести не составит труда.
Цены сварочных работ по формированию шва

Сварка труб является одним из наиболее трудоемких и сложных процессов. Соответственно и стоимость услуг является высокой:
Изготовление металлоконструкций можно приблизительно оценить по такой шкале:
Расценки могут служить ориентиром для составления собственного прайса по предоставлению сварочных услуг.
Аргоновая сварка
В условиях высокой конкуренции новичку трудно найти своего потребителя. Как выход из ситуации – ведение бизнеса в узко специализированном сегменте. Как пример – аргоновая сварка. Она отличается тем, что процесс соединения расплава металлов происходит в защищенной аргоновой среде. Есть несколько вариантов такой сварки: ручной, автоматический и полуавтоматический.

Технология разработана для сваривания между собой металлов, которые сложно соединить: меди и стали, алюминия, чугуна, титана. Выбрав данное направление, новичок сможет занять свою нишу, обзавестись постоянными клиентами и получить приличную прибыль.
Ремонт автомобиля в сварочно-кузовном отделении
1. Сварочные работы
Сварочные работы заключаются в восстановлении изношенных деталей наплавкой металла, сварке деталей, заварке трещин в рамах грузовых автомобилей, крыльях и металлической облицовке кузова. Сварочные работы обычно подразделяют на сварку деталей из тонколистовой стали, организуемой в сварочном отделении, и сварку тонколистовой стали кузова или кабины, проводимую в сварочно-жестяницком отделении.
Для выполнения сварочных работ применяются следующие основные виды сварки: газовая, дуговая, полуавтоматическая электродуговая в среде защитного газа, аргонодуговая, контактная, лазерная.
Газовая сварка — это сварка плавлением, при которой для нагрева используется тепло пламени смеси горючего газа и технического кислорода, сжигаемой при помощи горелки.
Этим способом можно сварить почти все металлы, применяемые в технике. Такие металлы, как чугун, медь, свинец, латунь, легче поддаются газовой сварке, чем дуговой. К преимуществам газовой сварки можно отнести то, что она не требует сложного дорогого оборудования и источника электроэнергии. Недостатком газовой сварки является значительное снижение производительности с увеличением толщины свариваемого металла и большая зона нагрева.
Для организации сварочного поста (рабочее место сварщика) необходимы:
При газовой сварке металлов рабочее давление газов должно быть меньше, чем давление в баллонах или газопроводе. Для по нижения давления газа применяют редукторы.
Рукава, применяемые для подвода газа к горелке, должны обла дать достаточной прочностью, выдерживать определенное давле ние, быть гибкими и не стеснять движений сварщика. Их изготав ливают из вулканизированной резины с тканевыми прокладками. Сварочная горелка является основным инструментом газосвар щика. Это основной рабочий инструмент для газовой сварки, пай ки, наплавки и нагрева. Сварочной горелкой называется устрой ство, служащее для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени.
В процессе газовой сварки в качестве основных материалов ис пользуются газы, присадочные материалы и флюсы.
Газообразный кислород обеспечивает при сгорании горючего газа необходимую для расплавления металла температуру. Газо образный кислород хранится и транспортируется в стальных бал лонах, окрашенных в синий цвет, под давлением до 15 МПа.
Для газовой сварки могут быть использованы разнообразные горючие газы, однако очевидное преимущество имеет ацетилен, пламя которого имеет наиболее высокую температуру.
Присадочные материалы для газовой сварки применяются в виде проволоки или литых прутков диаметром:
Флюсы — вещества, которые вводятся в сварочную ванну для раскисления расплавленного металла и удаления из него образовавшихся оксидов и неметаллических включений. Введение флюсов возможно и в виде легкоиспаряющейся жидкости. В качестве флюсов используются бура, борная кислота, оксиды и соли бария, калия, лития, натрия, фтора и т.д.
Дуговая сварка — это сварка плавлением, при которой нагрев осуществляется электрической дугой. Во время короткого замыкания разогреваются торец электрода и заготовка в зоне контакта с электродом. После отвода электрода с его разогретого торца (катода) под действием электрического поля начинается эмиссия электронов.
Ручная дуговая сварка покрытыми электродами (рис. 1) выполняется плавящимся электродом. При этом дуга горит между ним и изделием. Наплавляемый слой металла в основном формируется за счет расплавления материала электрода.
В качестве источников сварочного тока применяются:
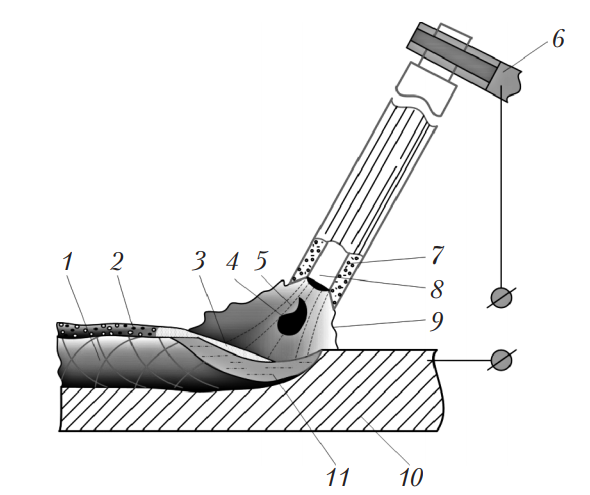
Рис. 1. Схема ручной дуговой сварки покрытым электродом: 1 — наплавленный металл; 2 — шлаковая корка; 3 — жидкий шлак; 4 — капля расплавленного электродного металла; 5 — электрическая дуга; 6 — электрододержатель; 7 — электродное покрытие; 8 — металлический стержень электрода; 9 — газовая защита; 10 — основной металл; 11 — ванна
Сварочные трансформаторы служат для питания сварочной дуги переменным током.
Сварочные выпрямители состоят из полупроводниковых элементов, которые проводят ток только в одном направлении. Наибольшее применение получили селеновые и кремниевые полупроводниковые элементы.
Полуавтоматическая электродуговая сварка в среде защитного газа (рис. 2) получила наибольшее распространение при ремонте составных частей автомобиля небольшой толщины, например кузовов легковых автомобилей.
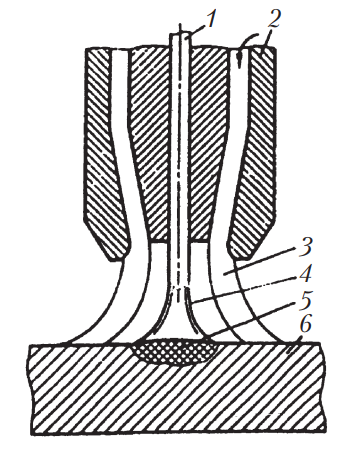
Рис. 2. Схема сварки в защитном газе: 1 — электрод; 2 — мундштук; 3 — защитный газ; 4 — электрическая дуга; 5 — наплавленный металл; 6 — деталь
При этом виде сварки в зону дуги подают защитный газ 3, струя которого, обтекая электрическую дугу в зоне сварки, подается в зону сварки через отверстие мундштука 2 и предохраняет металл 5 от воздействия атмосферного воздуха, окисления и азотирования.
В качестве защитного газа используют химически неактивные (инертные) газы — аргон, гелий или их смеси (способ MIG) либо активные газы — СО2 и различные газовые смеси, оказывающие химическое воздействие на расплавленный металл в зоне сварки (способ MAG). Способ MAG предназначен для сварки малолегированных и углеродистых сталей и благодаря высокой эффективности широко применяется при ремонте кузовов легковых автомобилей. Поскольку углекислый газ не является абсолютно нейтральным, для уменьшения окислительного действия свободного кислорода применяют электродную проволоку с повышенным содержанием раскисляющих присадок.
Омеднение сварочной проволоки гарантирует ее защиту от коррозионного повреждения при хранении, обеспечивает хороший электрический контакт в токоподающем механизме аппарата и дает надежную дугу. Для сварки деталей кузова применяют проволоку диаметром 0,8 мм.
Сварку кузовов в среде защитного газа производят с использованием полуавтоматов (рис. 3), которые позволяют сваривать листовой металл толщиной до 3 мм сплошным, прерывистым или точечным швом, а также по выполненным отверстиям.
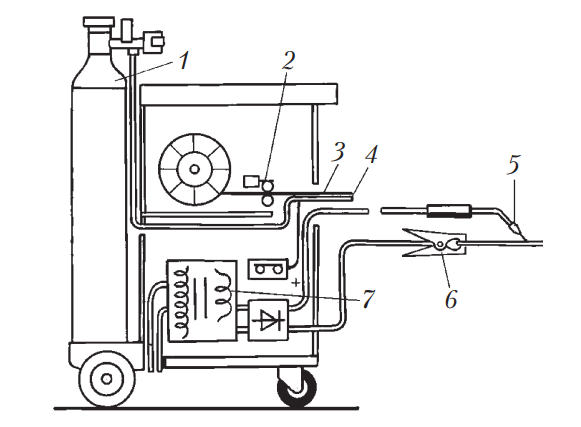
Рис. 3. Схема полуавтомата для сварки в среде защитных газов: 1 — баллон с защитным газом; 2 — механизм подачи проволоки; 3 — проволока; 4 — трубопровод подачи газа; 5 — горелка; 6 — заземление; 7 — трансформатор
Аргонодуговая сварка применяется при ремонте деталей кузова из алюминиевых сплавов (поддонов кондиционеров, радиаторов, кронштейнов, отдельных деталей кузова).
Сварка алюминия — сложный процесс, что связано с химическими особенностями алюминия. При нагреве и взаимодействии с кислородом на поверхности алюминия образуется оксидная пленка, препятствующая работе обыкновенной электродуговой сварки. Эта пленка препятствует процессу сплавления отдельных частиц металла. Дело в том, что оксид алюминия плавится при температуре 2050 °С, а сам алюминий — 658 °С. Чтобы преодолеть эту технологическую трудность, применяют ряд специальных способов. Чтобы исключить контакт нагретого металла с содержащимся в воздухе кислородом, применяют инертный газ — аргон. Для самой сварки используются неплавящиеся вольфрамовые электроды 4 (рис. 4). Электрод окружен керамическим соплом, из которого под высоким давлением поступает аргон. Аргон — инертный газ, который химически не взаимодействует с металлом и не растворяется в нем. Инертные газы обеспечивают защиту дуги и свариваемого металла, не оказывая на него металлургического воздействия. В результате в области сварки образуется безкислородная среда, позволяющая поддерживать постоянную электрическую дугу между деталью и окончанием неплавящегося электрода.
Осциллятор 6 для зажигания дуги подает на электрод высокочастотные высоковольтные импульсы, которые ионизируют дуговой промежуток и обеспечивают зажигание дуги после включения сварочного тока. Если аргонная сварка производится на переменном токе, осциллятор после зажигания дуги переходит в режим стабилизатора и подает импульсы на дугу в момент смены полярности, чтобы предотвратить деионизацию дугового промежутка и обеспечить устойчивое горение дуги.
Сущность контактной сварки заключается в следующем. Соединяемые заготовки прижимают друг к другу и пропускают через них электрический ток. Сопротивление электрическому току, которое обычно бывает максимальным в зоне контакта, приводит к местному нагреву заготовок. В зоне максимальных температур, часто превышающих температуру плавления материалов заготовок, образуется волна жидкого металла. При отключении электрического тока жидкий металл быстро затвердевает, осуществляя межатомную связь заготовок. В процессе сварки на заготовку воздействуют прижимающим усилием, поэтому контактную сварку относят к способам сварки с применением давления (термомеханический класс).
![]()
Рис. 4. Схема процесса аргонодуговой сварки неплавящимся электродом: 1 — свариваемая деталь; 2 — дуга; 3 — аргон; 4 — электрод; 5 — горелка; 6 — осциллятор
Контактная сварка имеет следующие разновидности: стыковая, точечная, рельефная и шовная. При производстве и ремонте автомобилей наиболее широкое распространение получила точечная контактная сварка (рис. 5), на долю которой приходится до 80 % всех соединений, выполняемых контактной сваркой. Точечная сварка — это контактная сварка, при которой сварное соединение получается между торцами электродов, передающих усилие сжатия. Она используется для соединения листовых заготовок толщиной от нескольких микрометров до 5…6 мм. Единственный тип сварного соединения, получаемый таким способом, — нахлесточный.
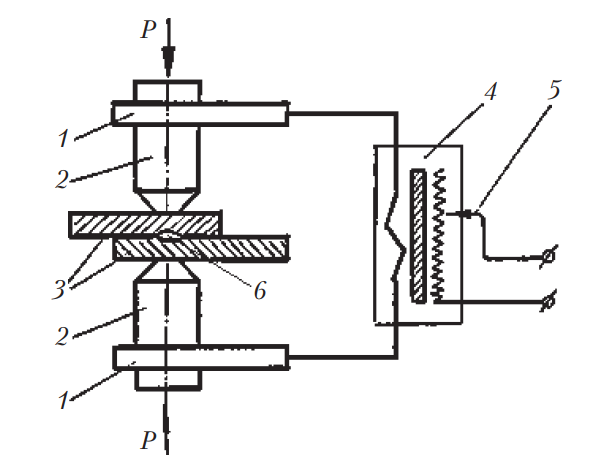
Рис. 5. Схема контактно-точечной сварки: 1 — электродержатель; 2 — медные электроды; 3 — свариваемые заготовки; 4 — сварочный трансформатор; 5 — переключатель ступеней трансформатора; 6 — ядро
Лазерная сварка. При попадании света на тело можно наблюдать процесс образования теплоты и довольно существенного повышения температуры поверхности самого тела. Если же энергию света удается сконцентрировать на очень маленьком участке поверхности, то можно получить очень высокую температуру. Именно на этом и основана сварка световым лучом оптического квантового генератора — лазера.
Лазер — это устройство, в котором какой-либо вид энергии (тепловая, химическая или электронная) преобразуется в энергию электромагнитного поля (лазерный луч).
При лазерной сварке материал панелей расплавляется лазерным лучом (рис. 6). При лазерной сварке панелей в свариваемый металл добавляется сварочная проволока.
Лазерная сварка используется для сварки алюминиевых и стальных деталей. После нее отпадает необходимость в защите от коррозии (в том числе контактной).
Сварка-пайка (MIG-пайка, сварко-пайка) — новая технология, которая применяется для соединения высокопрочных сталей автомобильных панелей кузова, в том числе оцинкованных.
Высокопрочные стали обладают высокой жесткостью благодаря термической обработке. При обычной сварке полуавтоматом температура сварочной ванны составляет 1500…1600 °С, что приводит к изменениям характеристик соединяемых металлов и, как следствие, к изменениям прочности свариваемых деталей.
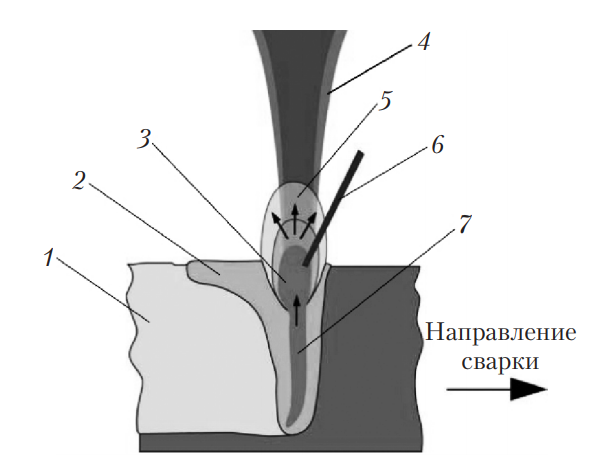
Рис. 6. Схема процесса лазерной сварки: 1 — твердая сварочная ванна; 2 — жидкая сварочная ванна; 3 — индуцированная лазером плазма; 4 — лазерный луч; 5 — исходящие пары металла; 6 — сварочная проволока; 7 — плазма
В процессе традиционной сварки происходит испарение и выгорание цинка в силу разницы физических свойств основного металла и металла покрытия (температура плавления цинка 420 °C, температура кипения цинка 907 °C, стали — соответственно 1450…1520 °C и 2700 °C). Образующиеся в сварочной ванне пары и оксиды цинка приводят к появлению пор, шлаковых включений, трещин и крайне нестабильному горению электрической дуги. Защитный слой гальванического покрытия в месте сварного соединения разрушается, поэтому в большинстве случаев после сварки необходимы дополнительные затраты на повторную антикоррозионную обработку участков поверхностей в зоне сварных швов.
Процесс MIG-пайки (Metal-Inert-Gas) является процессом пайки твердым припоем. Сварочный процесс MIG-пайки происходит в среде инертного газа аргона, а в качестве припоя (присадочного материала) применяются проволоки из сплава на основе меди с добавками кремния (CuSi3) или алюминия (CuAl8) с температурой плавления от 800 до 1000 °C. Газ защищает дугу, расплавленный припой и кромки деталей от влияния окружающего воздуха. Припой вступает в соединение с цинком, и в результате получается шов с высокими антикоррозионными свойствами. Образующееся паяное соединение обладает более высокой, по сравнению со сварной низкоуглеродистой сталью, механической прочностью, которая примерно равна прочности латуни.
Сам процесс прост и применим в условиях восстановления кузова. Благодаря более низкой температуре плавления припоя ( 1000 °C) диффузия металлов не происходит, а вследствие относительно небольшой температуры ванны сохраняются заложенные свойства соединяемых сталей. Благодаря более низкой температуре плавления припоя происходит минимальное выгорание цинка во время пайки.
Этот метод практически исключает деформацию соединяемых листов. Полученный шов имеет высокую устойчивость к коррозии. Кроме оцинкованной листовой стали, технология MIG-пайки позволяет также соединять черную и нержавеющую листовую сталь, а также их комбинации.
MIG-пайка может выполняться с помощью синергетических сварочных аппаратов для импульсно-дуговой сварки.
В качестве примера применения сварочных работ рассмотрим далее.
2. Порядок восстановления рамы грузового автомобиля
Восстановление рамы сваркой выполняется для отдельных частей рамы, имеющих маленькие трещины. Конец трещины засверливают сверлом диаметром 3…4 мм, кромки трещины разделывают с обеих сторон зубилом или шлифовальной машинкой (рис. 7, а). Сразу после сварки шов и прилегающие к нему зоны обрабатывают бойком (тупым зубилом, лезвие которого имеет закругление радиусом 2…3 мм), след от лезвия должен быть направлен перпендикулярно линии трещины.
Если трещина выходит на край полки лонжерона и проходит через отверстие для заклепки (рис. 7, б), участок полки с трещиной следует вырезать и на его место приварить такой же ремонтный участок (например, с другой утильной рамы), в котором будет просверлено новое отверстие.
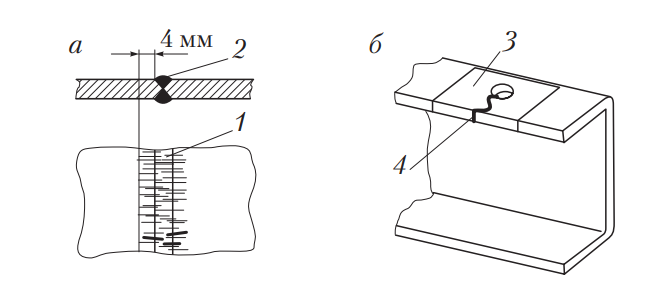
Рис. 7. Схема сварки трещины: а — обработанная и сваренная трещина; б — заменяемый участок лонжерона при прохождении трещины через отверстие для заклепки; 1 — зона обработки трещины; 2 — просверленное, разделанное и заваренное отверстие; 3 — заменяемый участок лонжерона; 4 — трещина
В случае, когда трещина пересекает полку и выходит на спинку лонжерона, для усиления лонжерона (после сварки трещины) к нему может быть приварена дополнительная пластина в виде ромба (рис. 8, а). Если трещина очень длинная, лонжерон можно усилить вставкой из изогнутого листа, привариваемого к полкам внутри лонжерона только продольно или диагонально направленными швами (рис. 8, б). Поперечное расположение сварочных швов на лонжероне разупрочняет его. Выбирая размеры и толщину дополнительных пластин, следует учитывать, что изменение жесткости элементов рамы приводит к перераспределению воспринимаемых рамой нагрузок по ее элементам. Неоправданно усиленные элементы рамы ускорят усталостное разрушение других элементов.
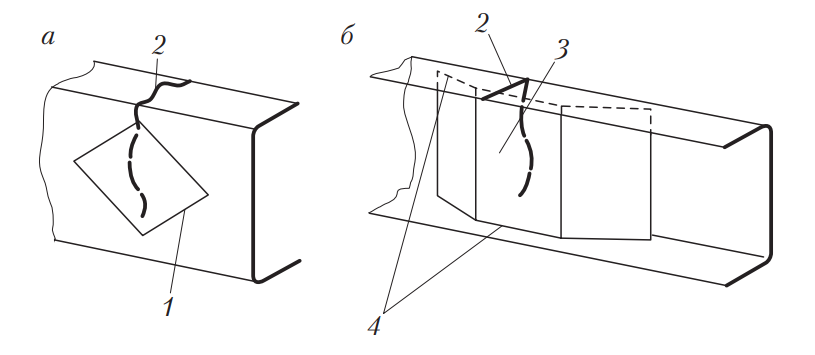
Рис. 8. Схема усиления трещины лонжерона: а — установка накладки; б — установка вставки; 1 — сварка по контуру; 2 — трещина; 3 — вставка; 4 — сварные швы
Восстановление рамы и кабины правкой выполняется для автомобилей, имеющих повреждения в результате дорожно-транспортного происшествия (ДТП). Для восстановления рам и кабин грузовых автомобилей применяются специальные комплексы, например JOSAM i-press, который может быть как напольного исполнения, так и для установки на осмотровой канаве.
Правка кабин. Вследствие ДТП возникает деформация кабины грузового автомобиля: перекос дверного, оконного проемов, деформация задней стенки, стеновых панелей, деформация лонжеронов кабины. Как правило, большинство повреждений можно устранить без демонтажа кабины с шасси. Но в случае деформации лонжеронов кабины или значительного перекоса проемов кабину необходимо в обязательном порядке демонтировать с шасси и установить на стапель.
Для восстановления кабины используется специальный комплект (рис. 9), основными составляющими которого являются силовые башни 2 с комплектующими, стапель 3 и насосная станция 1.
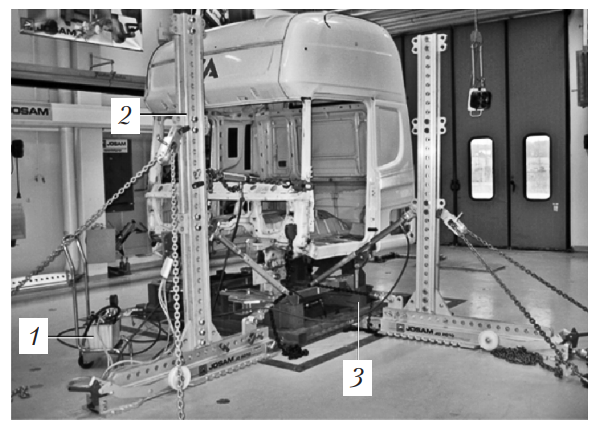
Рис. 9. Комплект для восстановления кабин: 1 — насосная станция; 2 — силовая башня; 3 — стапель
Стапель представляет собой металлическую конструкцию, которая крепится анкерами в пол. Благодаря подвижным салазкам, на него можно устанавливать кабины с разной степенью повреждения. При помощи гидравлических цилиндров основание кабины может быть вдавлено или вытянуто в правильное положение.
Кабина устанавливается на стапель с помощью специальных адаптеров, которые крепятся согласно чертежам и дают возможность править лонжероны кабины и устанавливать их в заводской размер. При этом для каждой марки автомобиля предусмотрены отдельные адаптеры.
Контрольным параметром качественного выполнения работ по правке кабины являются правильно установленное лобовое стекло, зазоры в дверях, панелях облицовки. При выполнении правки лонжеронов кабины на стапеле правильность размеров проверяется чертежами по установке адаптеров и контрольными пальцами, которые должны легко вращаться после выполнения правки. Если кабина, которая правилась на стапеле, не становится на шасси или не попадает на крепежные отверстия, необходимо проверить геометрию рамы с помощью лазерного стенда.
Правку рам осуществляют в вертикальном, горизонтальном и диагональном перемещении (рис. 10). Вследствие ДТП или нарушений технических условий эксплуатации транспортного средства возникает деформация рамы грузового автомобиля либо прицепа/полуприцепа. В подобных ситуациях главное — технически правильно и качественно выполнить работы по правке.
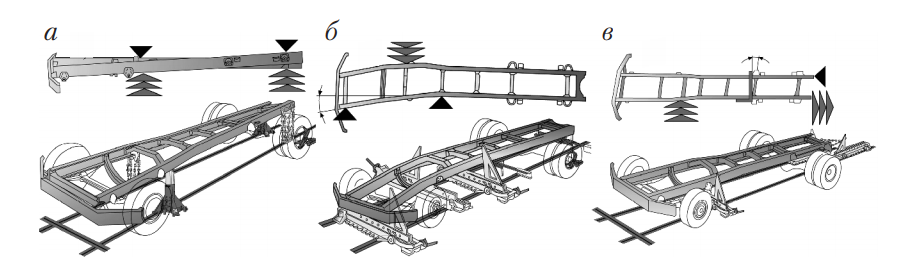
Рис. 10. Виды изгибов и направлений перемещения рамы при восстановлении: а — скручивание; б — вертикальный прогиб; в — горизонтальный прогиб
При несоблюдении технологий в процессе ремонта рам велика вероятность изменения структуры металла, что в свою очередь приведет к невозможности эксплуатации автомобиля целиком. Поэтому при необходимости выполнить правку рамы необходимо в первую очередь оценить качество работ и правильность технологического процесса. Первый шаг при выполнении правки рамы — проведение лазерной диагностики геометрии рамы. При обнаружении деформации рамы выполняется работа по правке рамы. При этом в 90 % случаев нет необходимости демонтировать двигатель с КПП и кабину. Как правило, демонтируется только навесное оборудование: топливные баки, кронштейны запаски, крылья, детали пластиковой облицовки.
Для правки рам используют: гидравлические вертикальные прессы (гидродомкраты) с насосами, цепи с захватами (рис. 11, а); угольники с силовыми цилиндрами для горизонтального перемещения (рис. 11, б); гидравлические струбцины (рис. 11, в).
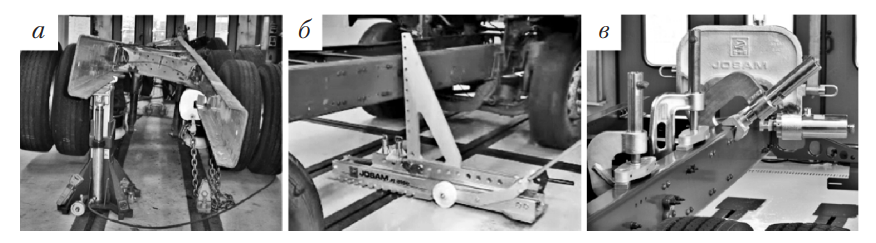
Рис. 11. Элементы оборудования для правки рам: а — гидродомкрат; б — угольник с силовыми цилиндрами; в — гидравлическая струбцина
Для снятия внутренних напряжений, возникающих при деформации металла, необходимо использовать нагрев, но при этом появляется риск перегрева металла и повреждения элементов конструкции транспортного средства. Чтобы этого избежать, применяются аппараты индукционного нагрева (рис. 12). При таком нагреве не используется открытое пламя, металл нагревается точечно, быстро и равномерно (как по площади, так и по глубине), температура нагрева контролируется и регулируется. Это исключает риск повреждения кабелей, шлангов и нарушения структуры металла, снижается риск возникновения пожара.
В процессе проведения правки рамы в обязательном порядке выполняется проверка соосности заднего моста, а при необходимости — его регулировка. Последствием невыполнения этого требования могут стать повышенный износ шин и боковой увод автомобиля при эксплуатации после правки рамы.
Для того чтобы оценить повреждения рамы и кабины, в комплексы по восстановлению рам и кабин входят системы их обмера. При обмере рам используется система контроля углов управляемых колес. Основными составляющими для комплекта обмера рам в вертикальной плоскости являются диодный лазерный проектор 1 с аккумулятором и зарядным устройством, уровни и измерительные шкалы 2 (рис. 13). Крепление проектора и шкал осуществляется за счет магнитов.
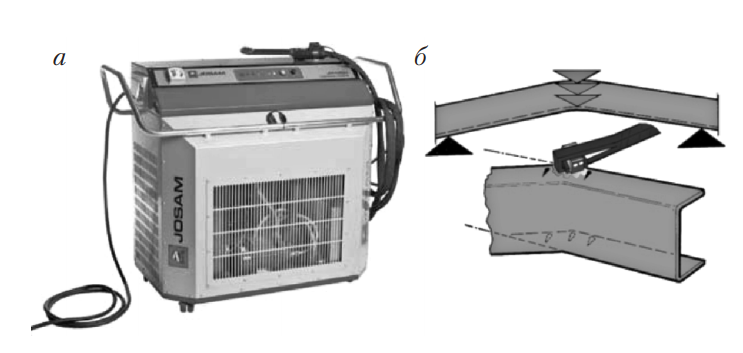
Рис. 12. Аппарат для индукционного нагрева (а) и схема его работы (б)
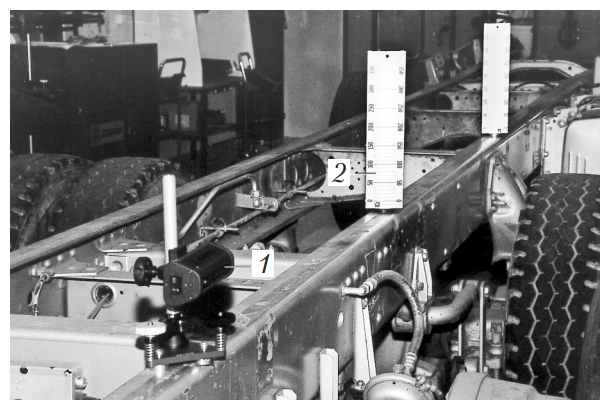
Рис. 13. Обмер рамы в вертикальной плоскости: 1 — лазерный проектор; 2 — измерительные шкалы
Для обмера рам в горизонтальной плоскости (рис. 14) лазерный проектор 1 крепится на колесах автомобиля, а луч проектора направляется на шкалы 2, установленные сзади и спереди автомобиля.
При измерении определяется разность расстояний А между задней (передней) осью и центром автомобиля.
При обмере кабин используется лазерная система для стереоскопического обмера кабин грузовых автомобилей.
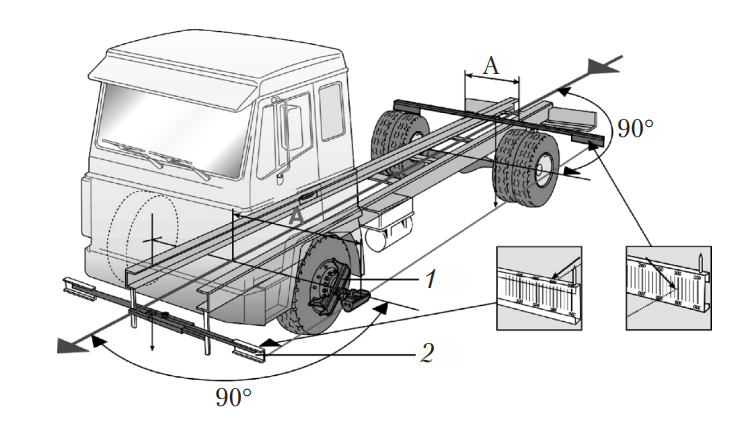
Рис. 14. Обмер рамы в горизонтальной плоскости: 1 — лазерный проектор; 2 — измерительные шкалы
3. Техника безопасности при выполнении работ в сварочно-кузовном отделении
Сварочные работы должны производиться в специально оборудованных для этих целей местах, на участках или площадках. Выполнение сварочных работ на временных местах разрешается проводить при наличии оформленного допуска, выданного руководителем подразделения или лицом, его замещающим. При производстве сварочных работ на открытом воздухе над сварочными постами следует сооружать навесы из негорючих материалов. При отсутствии навесов сварочные работы во время дождя или снегопада должны быть прекращены.
Не допускается производить сварку или резку в помещениях, где находятся легковоспламеняющиеся материалы или проводятся работы с ними.
Не допускается производить сварочные работы на сосудах и аппаратах, находящихся под давлением.
Для вскрытия барабанов с карбидом кальция необходимы латунные зубило и молоток, исключающие образование искры при ударе. В помещениях, где установлен ацетиленовый газовый генератор, не допускается хранить карбид кальция в количестве, превышающем сменную потребность.
По окончании работ или во время непродолжительных перерывов газовые горелки разрешается класть только на специальные подставки.
При присоединении к горелке шланги должны предварительно продуваться рабочими газами. Длина шлангов должна составлять от 10 до 40 м. Шланги необходимо предохранять от внешних повреждений, воздействия высоких температур, искр и пламени.
На стационарном сварочном посту баллоны с ацетиленом или пропан-бутаном и кислородом хранятся раздельно в металлическом шкафу с перегородкой и полом, исключающим искрообразование при ударе.
При обнаружении утечки газа работу следует немедленно прекратить, устранить утечку, проветрить помещение.
Технический осмотр и испытания всех газовых редукторов должны производиться один раз в три месяца, а резаков и горелок — один раз в месяц лицом, ответственным за состояние и эксплуатацию сварочного оборудования. Результаты осмотра и испытаний заносятся в специальный журнал.
Наземные газопроводы и баллоны должны окрашиваться: ацетиленовые — в белый цвет; кислородные — в голубой.
Все газовые раздаточные трубопроводы должны быть заземлены. Перед присоединением электросварочной установки к электрической сети необходимо в первую очередь заземлить ее, а при отсоединении, наоборот, сначала отсоединить установку от электрической сети, а затем отключить заземление. Электросварочная установка должна подключаться к электрической сети через защитное отключающее устройство. Длина проводов от электрической сети до сварочной установки не должна превышать 10 м.
Конструкция и техническое состояние электродного держателя должны обеспечивать надежное крепление и безопасную смену электродов. Рукоятка электродного держателя должна быть изготовлена из диэлектрического огнестойкого материала и иметь защитный козырек.
Соединение сварочных проводов следует производить горячей пайкой, сваркой или при помощи гильз с винтовыми зажимами. Места соединений должны иметь надежную изоляцию, гильзы с зажимами обязательно заключены в колодку из небьющегося изоляционного материала, а головки зажимных винтов утоплены в тело колодки. Соединение скруткой не допускается.
Присоединение проводов к электродному держателю должно осуществляться механическими зажимами или методом сварки. При сварочном токе более 600 А токоподводящий провод должен присоединяться к электродному держателю минуя его рукоятку.
Металл в свариваемых местах должен быть сухим, очищенным от грязи, масла, окалины, ржавчины и краски.
При проведении сварочных работ непосредственно на автомобиле должны быть приняты меры, обеспечивающие пожарную безопасность, для чего необходимо горловину топливного бака и сам бак закрыть листом железа или асбеста от попадания на него искр, очистить зоны сварки от остатков масла, легковоспламеняющихся и горючих жидкостей, а поверхности прилегающих участков — от горючих материалов. Перед проведением сварочных работ над топливным баком или в непосредственной близости от него бак необходимо снять.
Перед проведением сварочных работ на газобаллонном автомобиле газ из баллонов должен быть полностью выпущен или слит. При электросварочных работах необходимо дополнительно заземлить раму и кузов автомобиля.



