Технология конструкционных материалов (стр. 6 )
 | Из за большого объема этот материал размещен на нескольких страницах: 1 2 3 4 5 6 7 8 9 |

Конденсаторная сварка является разновидностью контактной сварки. Она используется в основном для сварки деталей малой толщины (от 0,01 до 2 мм).
При конденсаторной сварке сварное соединение образуется за счет энергии, накопленной в конденсаторах, которые постоянно заряжаются и периодически разряжаются через первичную обмотку сварочного трансформатора на сварочные детали (рис. 20).
Машины для конденсаторной сварки могут быть выполнены в виде точечных, шовных или стыковых. Они потребляют мощность в 50 – 100 раз меньшую, чем обычные контактные машины. Время движения сварочной точки 10 с и не зависит от толщины свариваемого металла.
Оборудование, приборы и материалы

Рис. 20. Принципиальная схема конденсаторной сварки: В – выпрямитель; Т1 –повышающий трансформатор; С – батарея конденсаторов; n – выключатель; Т2 – сварочный трансформатор; 1 – электроды; 2 – сварочные детали
При выполнении лабораторной работы используют: точечную конденсаторную машину ТКМ–15 и разрывную машину МИИ – 100.
Для сварки используют образцы из листовой латуни толщиной 0,2 мм, длиной 30 – 40 мм и шириной 6 – 7 мм.
Настройка точечной конденсаторной машины ТКМ–15
Основными параметрами режима точечной конденсаторной сварки являются: емкость конденсаторов, коэффициент трансформации, усилия сжатия, диаметр и длина рабочих концов электродов.
1. Настройка машины ТКМ–15 на сварку материала заданной марки и толщины начинается с подбора рекомендуемых размеров рабочих концов электродов (табл. 4).
Ориентировочные данные для выбора режима точечной, конденсаторной сварки и размеров рабочего конца электродов
из меди и ее сплавов
Толщина свариваемых между собой листовых материалов,
Ориентировочные режимы сварки при U=600 В
Рекомендуемые размеры рабочих концов электродов (рис. 21), мм
2. После установки электродов в машину необходимо проверить их исправность и правильность установки (рис. 22).
Соосность электродов в направлениях вправо и влево достигается перемещением траверсы, а в направлении вперед и назад от рабочего места перемещения держателя нижнего электрода в разрезанном гнезде траверсы.


Рис. 21. Электроды для машины ТКМ–15
Рис. 22 Правильное и неправильное положение электродов при точечной конденсаторной сварке
3. Затем необходимо проверить параллельность контактных плоскостей электродов.
Если контактные плоскости не параллельны, то нужно проложит между слегка сжатыми электродами бархатный напильник и несколькими крутящими движениями запилить контактные плоскости. Затем таким же способом, проложив между электродами стальную пластину с параллельными шлифованными плоскостями, отполировать электроды.
4. Установить рабочую емкость и коэффициент трансформации сварочного трансформатора согласно табл. 5 ориентировочных режимов. В случае сварки металлов и сплавов, для которых режимы сварки неизвестны, их необходимо подобрать опытным путем.
5. С помощью штепсельной вилки подключить машину к источнику переменного тока напряжением 220 В.
6. Установить переключатель пределов выпрямительного трансформатора на грань, что соответствует фактическому напряжению сети.
Рекомендуемое давление на электроды и режимы сварки
7.Включить выключатель сети вольтметра.
Вольтметр не следует оставлять все время включенным. Проверку напряжения на конденсаторах и их разрядку рекомендуется проводить периодически.
Технология сварки на точечной конденсаторной машине ТКМ–15
1. Все детали, требующие сварки, должны быть предварительно обезжирены и промыты в ацетоне. Детали с остатками краски, масла, лака, а также с заусеницами к сварке не пригодны. Нельзя также сваривать детали, имеющие вмятины и деформированные участки в местах, требующих сварки.
2. Правильно соединены руками или собраны в сварочном приспособлении свариваемые детали необходимо наложить на контактную плоскость нижнего электрода – место, где предусмотрена сварочная точка.
3. Нажать на педаль машины. Нажатие провести медленно до упора пружины, а затем резко до конечного упора. При этом произойдет сварка деталей в одной точке.
4. Отпустить педаль, провести снятие или перестановку свариваемых деталей для сварки новой точки.
Последние три приема нужно повторять при сварке каждой новой точки.
Техника безопасности при контактной сварке
Основные меры безопасности при работе на контактных машинах сводятся к защите от поражения электрическим током и от брызг расплавленного металла.
Во избежание опасных последствий поражения первичной обмотки, необходимо чтобы корпус машины был заземлен. При длительных перерывах в работе, любом ремонте и наладке механической части машины необходимо выключить машину из сети питания.
Чтобы предотвратить поражение брызгами расплавленного металла стыковые, точечные и шовные машины со стороны обслуживания должны быть оборудованы откидными прозрачными экранами из оргстекла, которые позволяют безопасно вести наблюдение за процессами сварки. Для этой цели можно использовать также очки с бесцветным стеклом.
Результаты выполненной работы оформляются каждым студентом в виде отчета, который содержит: название лабораторной работы, цель, оборудование, используемые приборы и материал, который должен быть сварен (марка, толщина, количество сварных точек), обоснованные выводы.
Лабораторная работа 7
ПАЙКА МЕТАЛЛОВ С ПОМОЩЬЮ УЛЬТРАЗВУКА
Цель – ознакомиться с оборудованием и технологическими примерами, которые используются при лужении и пайке алюминия и его сплавов с помощью ультразвукового паяльника УП-21.
Краткие теоретические сведения
Пайка алюминия и его сплавов представляет значительные трудности, так как на их поверхности образуется тугоплавкая и устойчивая окислительная пленка, которая препятствует диффузии припоя и основного металла. Стойкость пленки проявляется в том, что при механическом удалении она мгновенно восстанавливается толщиной около 50 Å. Такая небольшая толщина окислительной пленки все же является важным препятствием, так как межатомное взаимодействие возможно только на расстоянии 10 Å и меньше.
Алюминий и его сплавы можно паять мягкими припоями с использованием флюсов (для разрушения и удаления окислительной пленки). Но флюсы, которые используются, состоят из активных составляющих (хлористого лития, хлористого калия, фтористого натрия и хлористого цинка).
После пайки необходимо паяные соединения тщательно обработать с целью удаления остатков флюса, так как он, оставаясь на поверхности алюминия, вызывает межкристаллическую коррозию. Обработка паяных соединений заключается в промывке их проточной горячей водой, затем подкисленной водой и снова горячей проточной водой. Но многие паяных соединений не подлежат такой обработке (в радиотехнике, электронике). Итак, появилась жизненная необходимость в безфлюсовой пайке алюминия и его сплавов. Такая безфлюсовая пайка алюминия и его сплавов появилась в виде ультразвуковой пайки (лужение).
При пайке алюминия с помощью ультразвука, лужение поверхностей выполняется паяльником, либо в специальных ультразвуковых сосудах с расплавленным припоем.
Принципиальная электрическая схема ультразвукового лужения и паяльника изображена на рис. 23.

Рис. 23. Принципиальная электрическая схема ультразвукового паяльника
Машина конденсаторной сварки МТК-2002ЭК


Машина МТК-2002ЭК предназначена для контактной точечной сварки разрядом батареи конденсаторов изделий ответственного назначения из легированных и нержавеющих сталей, цветных сплавов малых толщин. Заменяет выпускаемые ранее машины конденсаторной сварки типа ТКМ-7, ТКМ-17, ТКМ-15.
Машина МТК-2002ЭК позволяет получать стабильно высокое качество сварных соединений, имеет высокую производительность до 80 сварок в минуту, причём потребляемая электрическая энергия очень незначительная.
Повышенная стабилизация сварочного тока позволяет сохранить качество соединений при изменении напряжения сети. Система управления имеет простой и понятный интерфейс и выполнена на интегральных элементах и контроллерах ZEN фирмы OMRON, Япония.
Предусмотрен контроль напряжения на батареях конденсаторов, работа в автоматическом и одиночном цикле, режим наладки. Сварочный ток регулируется плавным изменением напряжения на батарее конденсаторов и дискретным изменением ёмкости батарей. Наличие двухимпульсного режима позволяет наряду со сварочным током организовать ток предварительного подогрева или ток отжига.
Машина МТК-2002ЭК имеет широкие технологические возможности, за счёт достаточно больших диапазонов регулирования основных рабочих параметров. Например, ёмкость конденсаторов в батарее может изменяться от 200 до 1200 мкФ, а усилие сжатия в пределах от 4 до 100 даН. Всё это позволяет гибко и тонко настраивать параметры сварки для получения оптимального результата.
Машина МТК-2002ЭК отлично зарекомендовала себя на многих отечественных предприятиях.
Номинальное напряжение 3-х ф. сети, 50 Гц, В
Машина конденсаторной сварки МТК-2002ЭК

Машина МТК-2002ЭК предназначена для контактной точечной сварки разрядом батареи конденсаторов изделий ответственного назначения из легированных и нержавеющих сталей, цветных сплавов малых толщин. Заменяет выпускаемые ранее машины конденсаторной сварки типа ТКМ-7, ТКМ-17, ТКМ-15.
Машина МТК-2002ЭК позволяет получать стабильно высокое качество сварных соединений, имеет высокую производительность до 80 сварок в минуту, причём потребляемая электрическая энергия очень незначительная.
Повышенная стабилизация сварочного тока позволяет сохранить качество соединений при изменении напряжения сети. Система управления имеет простой и понятный интерфейс и выполнена на интегральных элементах и контроллерах ZEN фирмы OMRON, Япония.
Предусмотрен контроль напряжения на батареях конденсаторов, работа в автоматическом и одиночном цикле, режим наладки. Сварочный ток регулируется плавным изменением напряжения на батарее конденсаторов и дискретным изменением ёмкости батарей. Наличие двухимпульсного режима позволяет наряду со сварочным током организовать ток предварительного подогрева или ток отжига.
Машина МТК-2002ЭК имеет широкие технологические возможности, за счёт достаточно больших диапазонов регулирования основных рабочих параметров. Например, ёмкость конденсаторов в батарее может изменяться от 200 до 1200 мкФ, а усилие сжатия в пределах от 4 до 100 даН. Всё это позволяет гибко и тонко настраивать параметры сварки для получения оптимального результата.
Машина конденсаторной сварки ткм 7

Год выпуска: 1984
Автор: А.Б. Белов
Жанр: Технические науки
Издательство: Энергоатомиздат
Язык: Русский
Формат: DJVU
Количество страниц: 112
Приведены описание и инженерные методы расчета силового электрооборудования машин; рассмотрены особенности режимов работы силовых тиристоров и их выбор; описаны устройства и приведены типы современных отечественных машин, особенности их наладки и эксплуатации.
Для инженерно-технических работников, занимающихся проектированием, наладкой и эксплуатацией сварочных конденсаторных машин. Может быть полезна студентам вузов.
Конденсаторные машины для контактной сварки находят широкое применение в самых разных отраслях промышленности, например в электронной, авиационной, радио- и приборостроении и других. За последние годы значительно возросла сложность электрооборудования этих машин: на смену реле, электромеханическим контакторам, тиратронам и игнитронам пришли элементы бесконтактной электроавтоматики и полупроводниковые управляемые вентили—тиристоры. Разработаны новые схемы силовой разрядной части, позволяющие получать режим двухимпульсной сварки и регулировать сварочный импульс в процессе сварки, что значительно расширило технологические возможности конденсаторных машин и повысило качество сварки. Успешно решаются задачи повышения производительности и надежности мощных конденсаторных машин, т. е. именно тех показателей, по которым последние уступали до недавнего времени другим машинам для контактной сварки. Именно эти обстоятельства, а также отсутствие книг, содержащих инженерные методы расчета силовых зарядной и разрядной частей, явились основной причиной появления этой книги. Автор надеется, что книга окажется полезной как эксплуатирующим конденсаторные машины специалистам, перед которыми возникают различные задачи по технологии, экспериментальному определению параметров машин, а иногда и по модернизации, так и специалистам — разработчикам конденсаторных машин и студентам, обучающимся по специальности «Оборудование и технология сварочного производства».
КОНТАКТНАЯ РОЛИКОВАЯ (ШОВНАЯ) СВАРКА

Контактная шовная сварка выполняется в том случае, когда возникает необходимость соединить элементы металлических конструкций специфическим образом: прерывистым либо непрерывным швом, а также внахлёст. В процессе выполнения таких сварочных работ вместо конических электродов задействуются ролики, обеспечивающие высокое качество сварного шва, который полностью непроницаем для жидкостей и газов.
Оборудование для контактной шовной сварки предназначается для плотного соединения между собой элементов металлических конструкций. В настоящее время такие агрегаты задействуются на крупных промышленных предприятиях, которые специализируются на выпуске:
изделий, имеющих цилиндрическую форму и т. д.
КОНДЕНСАТОРНАЯ СВАРКА
В авиастроении, автомобилестроении и радиоэлектронике широко распространены сварные соединения, выполненные контактной конденсаторной сваркой. Она осуществляется кратковременными импульсами сварочного тока (рис.5.1), продолжительностью, в среднем, от нескольких десятых долей до 10…20 мс. За время импульса в зоне сварки выделяется тепло, которое сравнительно медленно распространяется в металле на глубину, необходимую для сварки.

Рис.5.1. Импульс тока во вторичной обмотке сварочного трансформатора при конденсаторной сварке: Ia – амплитудное значение тока; ta – время нарастания тока; tс – полное время импульса
Специфические особенности заряда и разряда конденсаторов придают конденсаторной сварке металлов ряд энергетических и, что более важно, технологических достоинств. Основным энергетическим достоинством является малая установочная мощность сварочного оборудования. При толщинах металла менее 1 мм мощность конденсаторной машины составляет около 0,1—0,2 кВт, что в 50—100 раз ниже мощности обычной контактной машины. Конденсаторные машины для малых толщин просты, дешевы, имеют незначительную мощность. Конденсаторная сварка для сварки металла толщиной менее 0,1 мм часто незаменима никаким другим видом сварки; для металла толщиной 1—2 мм она приемлема, но легко может быть заменена другими способами. С увеличением толщины металла разница в мощностях конденсаторной машины и обычной контактной уменьшается, а сварка на обычной контактной машине становится более надежной. Поэтому применение конденсаторной сварки для металла толщиной более 2 мм рационально лишь для особых случаев.
К технологическим достоинствам конденсаторной сварки можно отнести высокую точность дозирования энергии в конденсаторах и кратковременность их разряда. Последнее позволяет легко соединять металлы, имеющие разные теплофизические свойства, а также существенно различные толщины. Кратковременность разряда конденсаторов дает еще одно важное преимущество – зона нагрева до сварочной температуры локализуется в небольшом объеме, необходимом для обеспечения достаточной прочности соединения. В результате появляется возможность использования конденсаторной сварки вблизи теплочувствительных элементов или на поверхностях, имеющих окончательную обработку (например, полированных или с декоративными покрытиями).
Точечная конденсаторная сварка нашла промышленное применение для многих металлов: алюминия и алюминиевых сплавов, всевозможных медных сплавов, никеля и никелевых сплавов, платины, серебра и его сплавов, всевозможных сталей, вольфрама, молибдена и др.; возможны многочисленные сочетания разнородных металлов. Точечная конденсаторная сварка заменяет пайку, клепку, фальцовку. Она находит все более широкое применение в приборостроении, в производстве электроизмерительных и авиационных приборов, часовых механизмов, фотоаппаратов, электроаппаратуры, оптических приборов, радиоламп, электроосветительных ламп, электронной аппаратуры, радиоприемников и телевизоров, авторучек, металлических игрушек, галантереи, ювелирных изделий и т. д.
Электрическая схема конденсаторной точечной машины очень проста (рис. 5.2). Ток из сети через небольшой повышающий однофазный трансформатор Т1 и выпрямитель В поступает на зарядку батареи конденсаторов С. Посредством переключателя N батарея конденсаторов или включается на зарядку, или разряжается на первичную обмотку сварочного трансформатора Т2. Вся аппаратура размещена в корпусе машины.

Рис. 5.2. Принципиальная схема конденсаторной машины малой мощности: T 1 – повышающий однофазный трансформатор; В – выпрямитель; r – активное сопротивление контура; С – батарея конденсаторов; N – переключатель: Т2 – сварочный трансформатор; K – коэффициент трансформации сварочного трансформатора; P – усилие сжатия электродов; А – первый контур сварочной машины, связанный с электрической сетью; Б – второй контур сварочной машины, не связанный с электрической сетью
Электрический режим машины можно регулировать в широких пределах, меняя число включенных конденсаторов C, напряжение зарядки конденсаторов Uc и коэффициент трансформации K сварочного трансформатора (изменяя число витков его первичного контура). Можно менять амплитуду сварочного тока и продолжительность его протекания.
Рассматривается конденсаторная точечная машина ТКМ-7 (рис.5.3). Ее технические характеристик представлены в таблице 5.1. Машина стационарная, сварочный трансформатор имеет четыре ступени регулирования. Осадочное давление на электроды, создаваемое грузом через систему рычагов, обеспечивает строгое постоянство установленного давления, что очень важно для конденсаторной сварки. Основными сварочными параметрами машины, задаваемыми перед сваркой, являются емкость батареи конденсаторов С, коэффициент трансформации сварочного трансформатора К и усилие сжатия электродов Р.
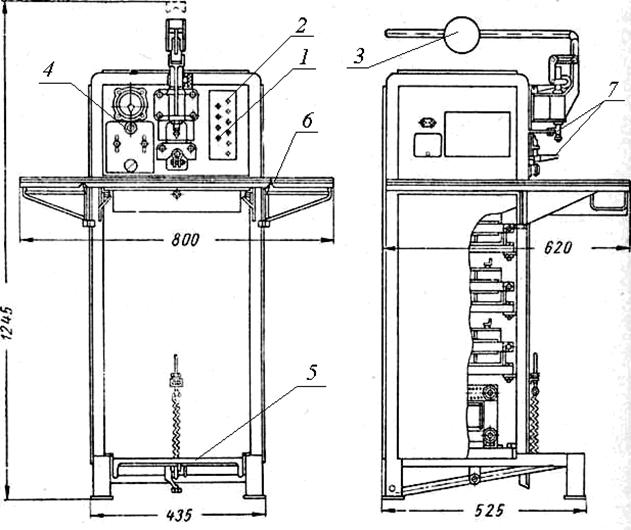
Рис. 5.3. Точечная конденсаторная машина ТКМ-7:
1 – регулировка коэффициента трансформации сварочного трансформатора K; 2 – регулировка емкости заряда конденсаторов C; 3 – регулировка усилия сжатия электродов P; 4 – выключатель питания; 5 – педаль ;6 – рабочий стол;7 – сварочные электроды
При нажатии на педаль давление груза передается на электроды, конденсаторы замыкаются на первичную обмотку сварочного трансформатора, протекает один строго определенный импульс сварочного тока. При освобождении педали конденсаторы снова заряжаются, машина готова к следующей операции сварки; при повторном нажатии педали проходит снова точно такой же импульс сварочного тока.
Технические характеристики машины для конденсаторной точечной сварки ТКМ-7
| Параметр | Величина параметра |
| Напряжение питающей сети | 220 В |
| Диапазон изменения коэффициента трансформации | 75…150 |
| Диапазон изменения давления | 10…90 Н |
| Общая емкость | 700 мкФ |
| Диапазон изменения емкости | 10…700 мкФ |
| Напряжение зарядки | 600 В |
| Средняя мощность, потребляемая из сети | 0,1 кВт |
| Вес | 165 кг |
В простейших точечных конденсаторных машинах привод машины осуществляется усилием работающего, что допустимо при сварке мелких деталей с небольшим усилием и работой осадки и не очень интенсивном производстве. Для более трудных условий работы может быть применена машина с механизированным, например электрическим приводом, типа ТКМ-8. Также выпускаются машины для конденсаторной сварки с колпаком из прозрачного органического стекла, защищающим зону сварки от пыли и других загрязнений. Защитный колпак может быть герметизирован, и в нем может быть создана защитная атмосфера аргона, водорода, азота и др.



